Изобретение относится к машиностроению и может быть использовано при обработке внутренних зубьев обойм зубчатых муфт.
Целью изобретения является повышение точности и расширение технологических возможностей при обработке обойм зубчатых муфт различных модулей,
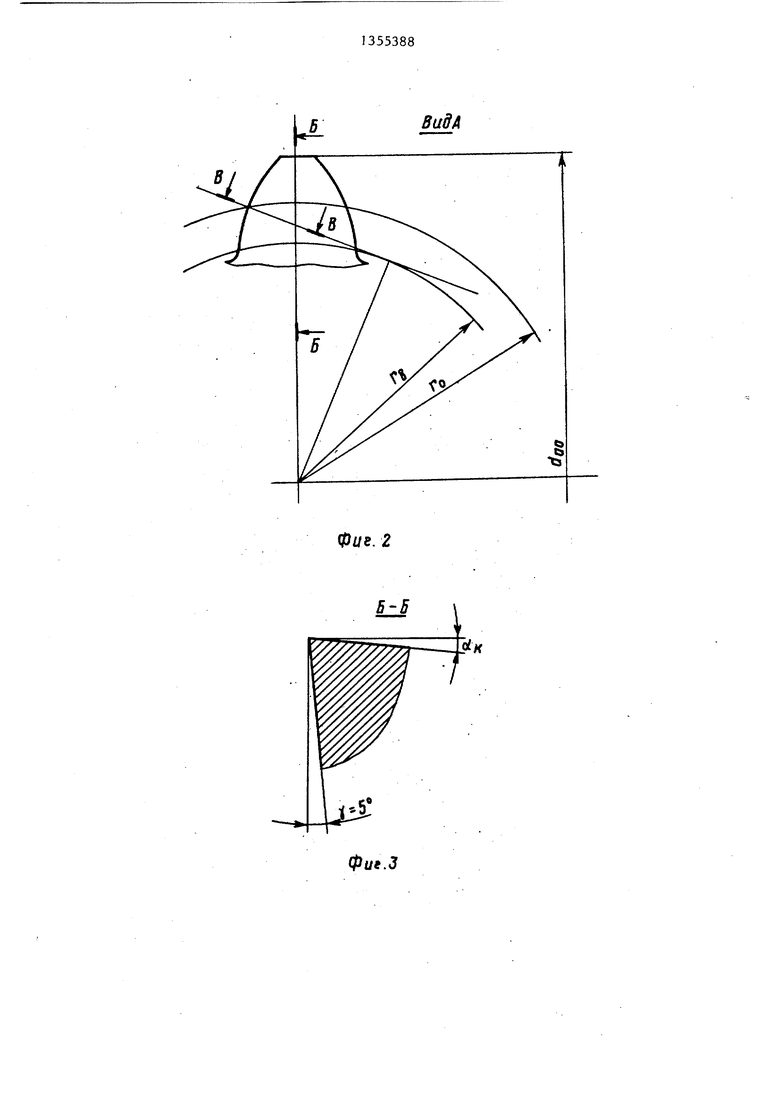
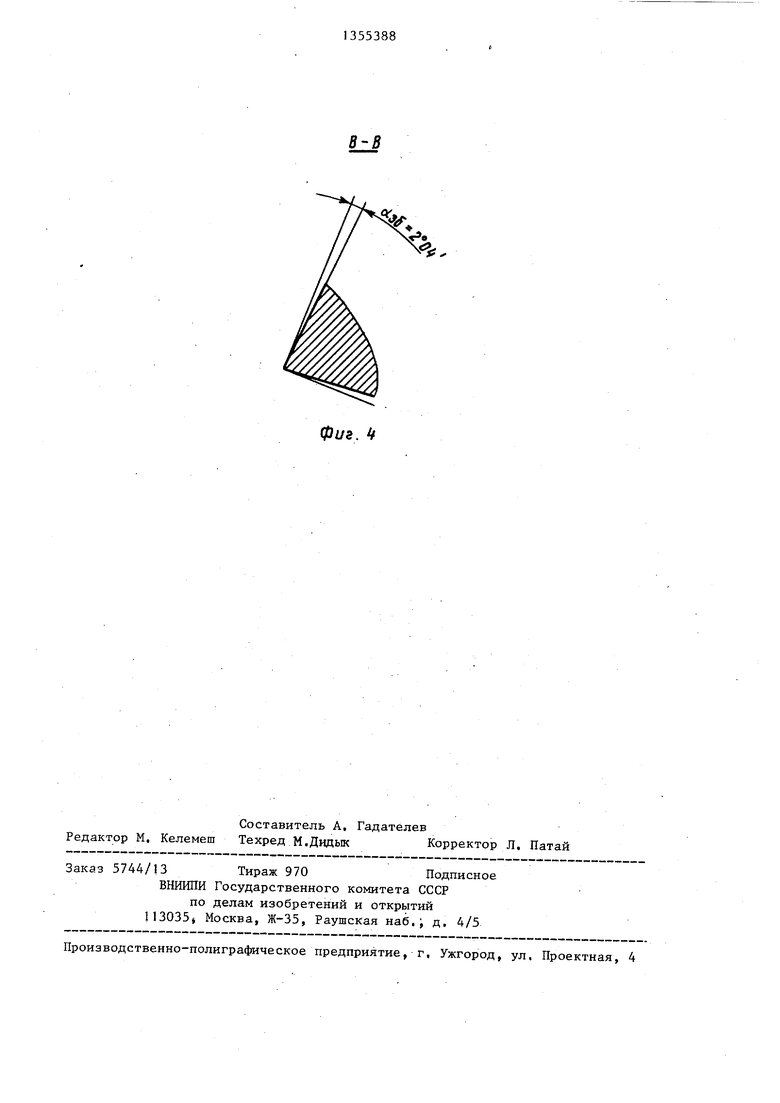
На фиг. 1 показан долбяк; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг., 2; на фиг. 4 - разрез В-В на фиг, 2,
Зуборезные долбяки 1, изготовленные по предложенному способу, спрофилированы на базе исходной рейки. Вершиннью задние поверхности 2 зубьев 3 долбяка выполнены коническими, Угол конуса задних поверхностей 0 долбяка 1 выполняют переменным для долбяков разных модулей и определяют следующим образом.
Определяют диаметр долбяка d для каждого отдельно взятого изде- ЛИЯ одним из известных способов. Дл того, чтобы необходимые толщины зубьев и центрирующий диаметр обрабатываемой обоймы зубчатой муфты находились в допускаемых пределах на протяжении срока использования долбяка, определяют угол наружного конуса о/ц, причем для различных диапазонов модулей и чисел зубьев долбяка 0, определяют по различным зав симостям. При этом возможно, что обработка будет производиться дол- бяком, делительная дуговая толщина зуба которого отличается от стандарной, вследствие чего вводится до- полнительная поправка Л5.
Для различных диапазонов модулей и чисел зубьев долбяка угол конуса определяется по зависимостям, полученным опытным путем:
0 335 + :rm - JS
,ц --- ,0 15 (при га 4-12, Z 14-25);
с/ц 198 + 42т - /JS (при га 2,5-3, Z 10-20),
Долбяк, изготовленный по предложенному способу, позволяет получать обоймы зубчатых муфт, точность которых удовлетворяет требованиям стан- дартов во время всего периода работы долбяком.
Формула изобретения
Способ изготовления зуборезных долбяков, спрофилированных на базе исходной рейки, вершинные задние поверхности зубьев которых делают коническими, отличающийся тем, что, с целью повьш1ения точнос- ти И расширения технологических возможностей при обработке зубчатых муфт различных модулей, угол конуса задних поверхностей долбяков выполняют переменными и определяют из соотношений
0,. 198 + 42т - dS
ш 2,5-3, ZP 10-20,
с - угол конуса, мин;
m - мбдуль, мм; ZP - число зубьев долбяка; 5 - разность между номинальной и действительной толщиной зуба долбяка на делительной окружности, мм
Too
ВидА
Фиг. 2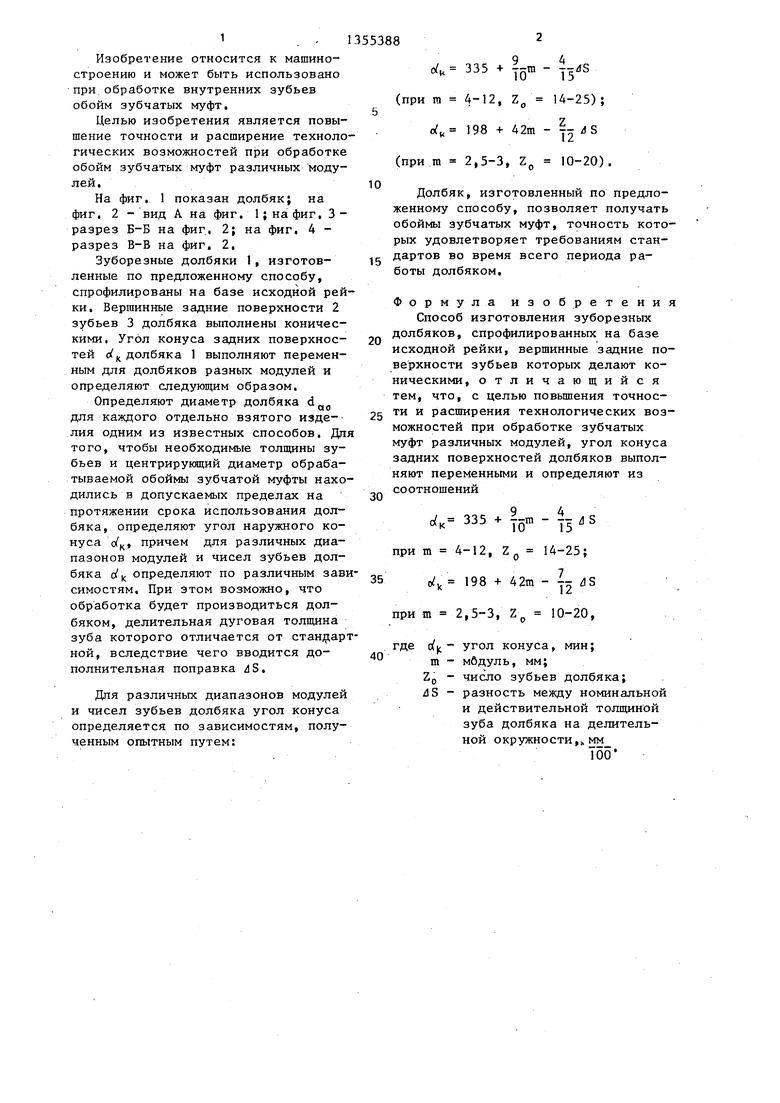
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ профилирования зуборезного долбяка | 1985 |
|
SU1583230A1 |
| Долбяк | 1987 |
|
SU1521540A1 |
| Червячная фреза | 1986 |
|
SU1366329A1 |
| ЗУБОРЕЗНЫЙ ДОЛБЯК | 1993 |
|
RU2063311C1 |
| ДОЛБЯК ДЛЯ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО НАРЕЗАННЫХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2443518C1 |
| СПОСОБ ЧИСТОВОГО ДОЛБЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННЫХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2443517C1 |
| Зуборезный долбяк | 1987 |
|
SU1414530A1 |
| ЗУБЧАТАЯ МУФТА | 2004 |
|
RU2268799C1 |
| Способ обработки зубчатых колес | 1990 |
|
SU1797530A3 |
| Зубообрабатывающий инструмент обкатного типа для нарезания зубчатых колес с поднутренным основанием зубьев | 1989 |
|
SU1731484A1 |
Изобретение относится к машиностроению и может быть использовано при обработке внутренних зубьев обойм зубчатых муфт. Целью изобретения является повьппение точности и расширение технологических возможностей при обработке обойм зубчатых муфт различных модулей. По предложенному способу изготовления зуборезных долбенок .1, спрофилированных на базе исходной рейки, вершинные задние поверхности 2 зубьев 3 выполнены коническими. Угол конуса , (угл. мин) задних поверхностей 2 долбенок выполняют переменным в зависимости от модуля и определяют из соотношений: c( 335 + 9/10 m - 4/15 JS (при m 4-12, Zc, 14-25); о 198 + 42m - 7/12Л8 (при m 2,5-3, Zo 10-20), где uS - разность -между номинальной и действительной толщиной зуба долбена на делительной окружности, сотые доли миллиметра, 1 ил. о S (Л с со ел ел 00 00 00 (pusj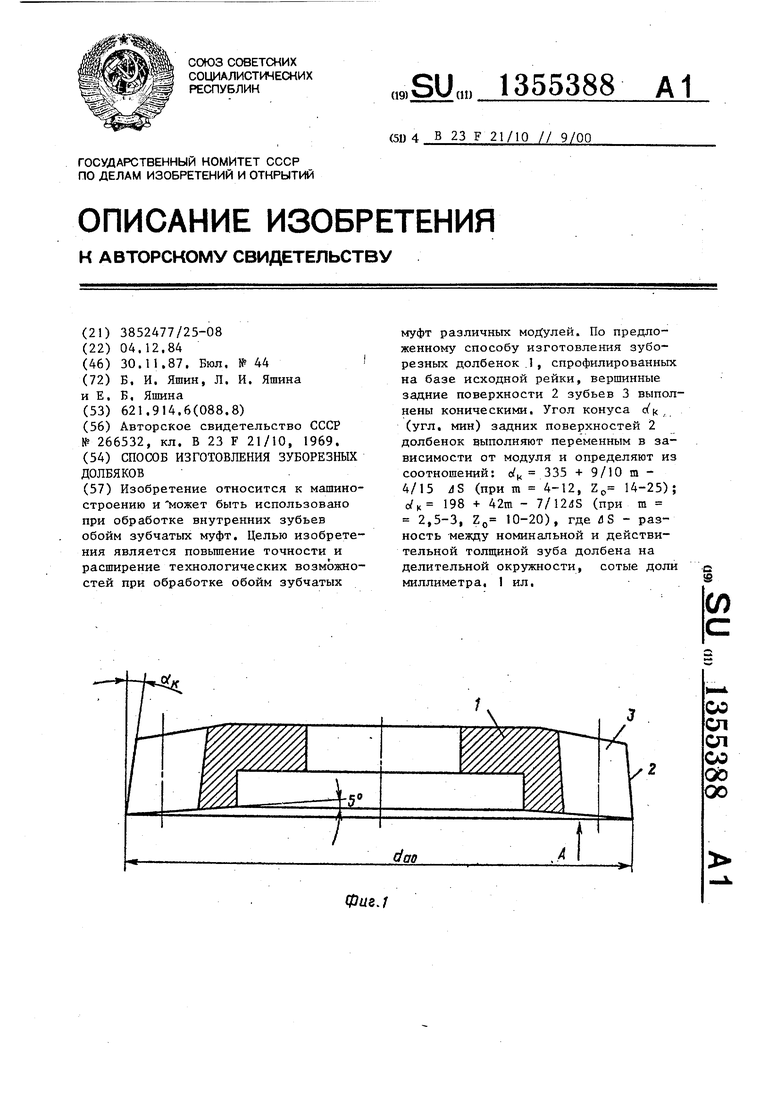
В-5
фиг. t
| 0 |
|
SU266532A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
