5
со
О5 О5 СО
to
u
Изобретение относится к машиностроению, и может быть использовано при обработке зубчатых колес.
Целью изобретения является повышение производительности заточки инструмента путем сокращения времени на переналадку станка.
На чертеже показана схема зацепления фрезы с рейкой, имеющей стандартный исходный контур.
Червячная фреза спрофилирована на базе исходного червяка. Зубья 1 фрезы оснащены режущими кромками 2. Исходный контур фрезы смещен относительно оси фрезы на величину, определяемую из соотношения:
J 1 с л/ и ё„-2,
mPi 7Г
где d - диаметр фрезы;
m - модуль;
Р, - шаг винтовой.поверхности
стружечных канавок. Начальное смещение исходного контура т равно расстоянию.между делительным цилиндром 3 фрезы (диаметра d (,) и делительной плоскостью 4 исходной рейки 5, находящейся в беззазорном зацеплении с производящим червяком фрезы. Это начальное, смещение m является начальным смещением исходного контура червячной фрезы. По мере переточки фрезы, которую производят, шлифуя переднюю поверхность Диаметр фрезы и начальное смещение уменьшаются из-за задних углов у боковых 2 и вершинных 6 режущих кромок. Нач альное смещение m выполнено
зависящим от шага Р винтовой поверхности стружечной канавки, модуля и диаметра фрезы d.
Устанавливая для фрез различного модуля один и тот же ход винтовой поверхности Р и задаваясь значениями диаметра фрезы,при данном модуле получают смещение исходного контура фрезы, обеспечивающее постоянство PJ для всех этих фрез. Смещение исходного контура выполняют в сторону от оси фрезы.
Предложенная червячная фреза для обработки зубьев цилиндрических зубчатых колес по сравнению с известной позволяет повысить производительность заточки фрез за счет исключения необходимости затрат времени на пере- настройку гитар заточных станков.
Формула изобретения
Червячная фреза для обработки зубьев цилиндрических колес, спрофилированная на базе исходного червяка, со смещением исходного контура, отличающаяся .тем, что, с целью повьш1ения производительности заточки, исходный контур смещен относительно оси фрезы на величину m , определяемую из соотношения
,5 m
m
тР
12
mPz 7Г
где d g, - диаметр червячной фрезы; m - модуль червячной фрезы; Р - ход винтовой поверхности стружечных канавок.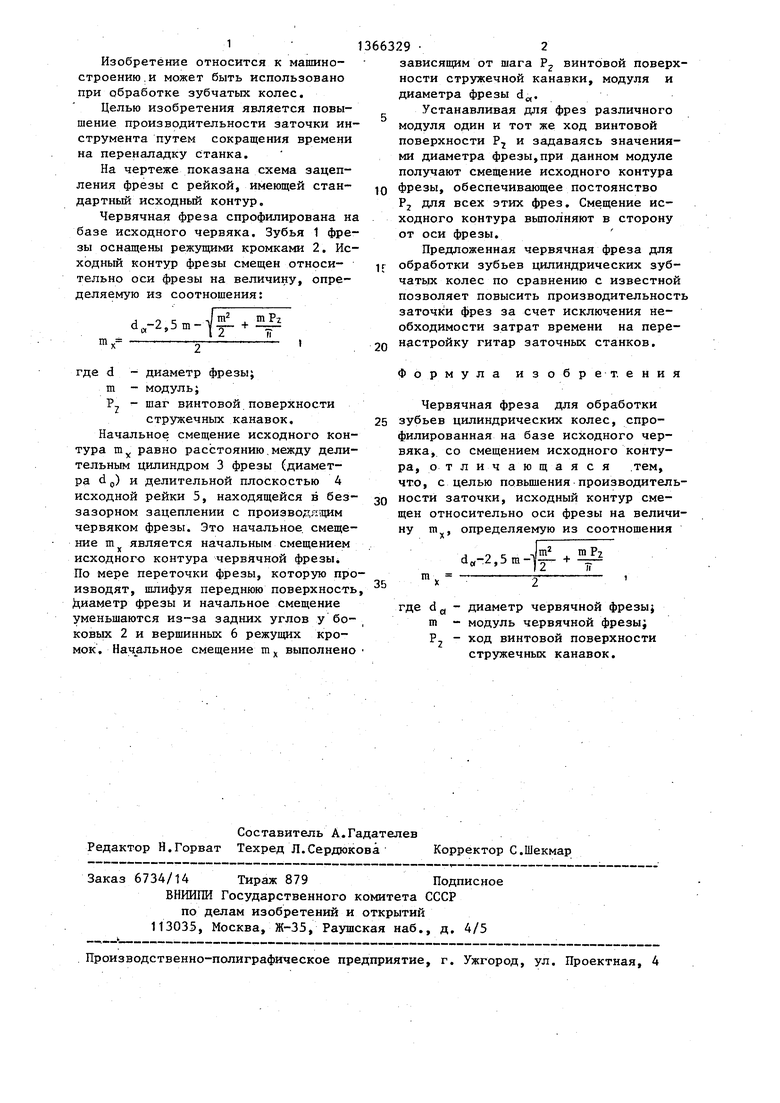
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования винтовых передних поверхностей многозаходных червячных фрез с врезными стружечными канавками | 1988 |
|
SU1691074A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2151671C1 |
| Сборная червячная фреза | 1982 |
|
SU1349912A1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| Цилиндрическая спироидная фреза | 1985 |
|
SU1348099A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Червячная фреза | 1980 |
|
SU933317A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
Изобретение относится к области машиностроения и может быть использовано при обработке зубчатых колес.. Целый изобретения является повышение стойкости фрезы и производительности заточки инструмента путем оптимизации задних углов червячной фрезы и сокращения времени на переналадку заточного стана. Червячная фреза спрофилирована на базе исходного червяка. Зубья 1 фрезы оснащены режущими кромками 2. Исходный контур фрезы смещен в сторону оси фрезы на величину т, определяемую из соотношения m(,5m-Ym2/2+mP., где dc диаметр фрезы, m - модуль, Р шаг винтовой поверхности стружечных канавок . Смещение исходного контура выполняют, как правило, в сторону оси фрезы. 1 ил.