В настоящее время при производстве точного -штья по выплав.темым моделям прокаливание керамических форм в опоках с наполнителем производят в камерных или конвейерных печах, к. п. л, которых в этом случае не превышает 0,05%.
Предлагаемая конструкция безынерционной отрал :ательноГ| печч сокращает время прокаливания оболочек до 20-25 мин, снижает расход электроэнергии в 4-5 раз, нозволяет прокаливать 50% огнеупо|)вых керамических оболочек в незаформованном состоянии без : iCi inKii наполнителем и автоматизировать процесс.
Эти преимуц.1,ества предлагаемой иечи достигаются за счет усг;: новки в ней водоохлаждаемых стенок из полированного алюминия, представляющих собой экраны, отражающие .п-чистую энергию н.. прокаливаемые оболочки (формы).
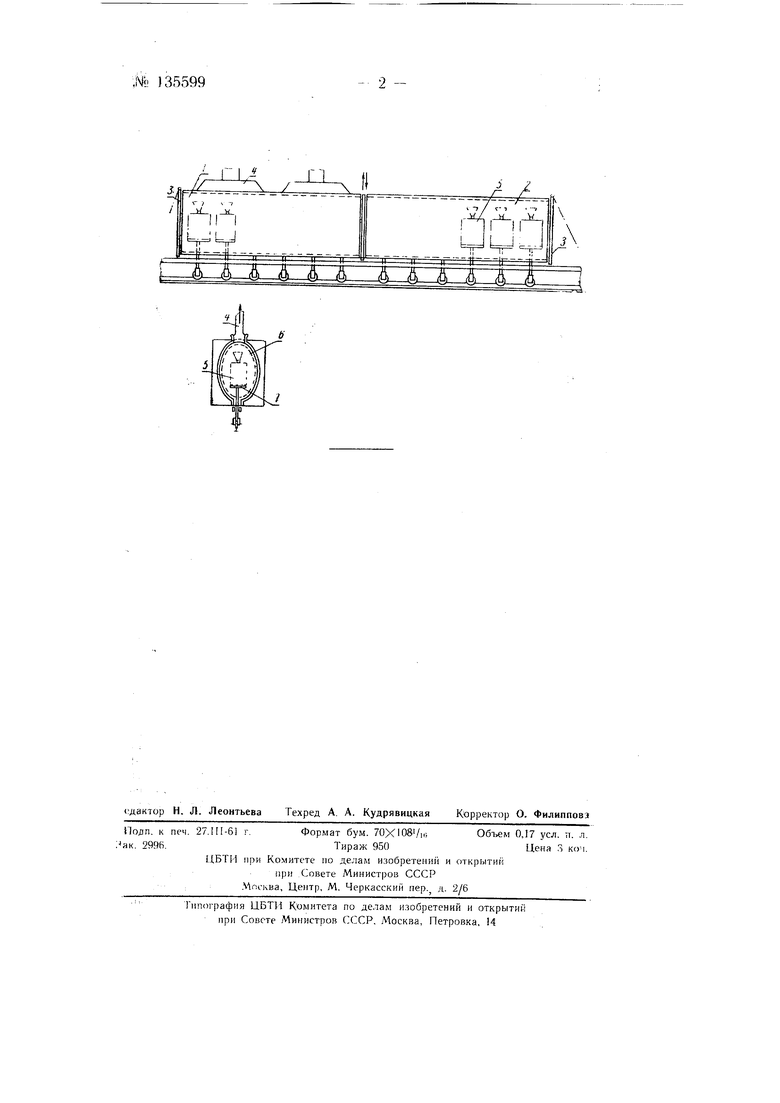
На чертеже дана печь в двух проекциях.
Печь состоит из двух проходных камер / стях имеет дверцы 3. В первой камере / при рают остатки модельного состава и продукты горения уда.мяются из ei пространства при помощи вентиляционного устройства 4. Вгорая камера 2 для прокаливания форм 5 при 900-950°. Охлаждае мые водой стенки печи (экраны) 6 выполнены из полированного алю МИНИН и отражают падающей на них лучисто энергии- В пре.-; лагаемой печи может быть применен как газовый, так и электрообогреи Керамические формы J устанавлива отся па каретки 7, ереме цаемыо внутри печи.
П р е д .м е т и з о б р о т е н п я
Безынерционная (тражательная печь для производства литья л-. выплавляемым моде;1ям, отличающаяся тем, что, с целью спижо пия стоимости литья, охлаждаемые стенки иечи изготовлены из Fuwr. рованного алюминия, отражающего лучистую энергию, идущую на пг-ка,; ив аниг ;)болочкп.
и ./ и на торцовых чз нагреве до 700 выго
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литого инструмента из биметалла | 1949 |
|
SU87185A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532750C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1999 |
|
RU2146983C1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
| Способ изготовления форм по выплавляемым моделям | 1990 |
|
SU1764770A1 |
| Верхняя вращающаяся форма к шерф-машине | 1956 |
|
SU105524A1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ НА ОСНОВЕ ЭТИЛСИЛИКАТНОГО СВЯЗУЮЩЕГО | 1996 |
|
RU2098217C1 |
| Способ изготовления неразъемных литейных керамических форм по удаляемым моделям | 1979 |
|
SU865489A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ ДЕТАЛИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157296C1 |
| Приспособление для принудительного охлаждения футеровки электрических печей | 1949 |
|
SU87435A1 |