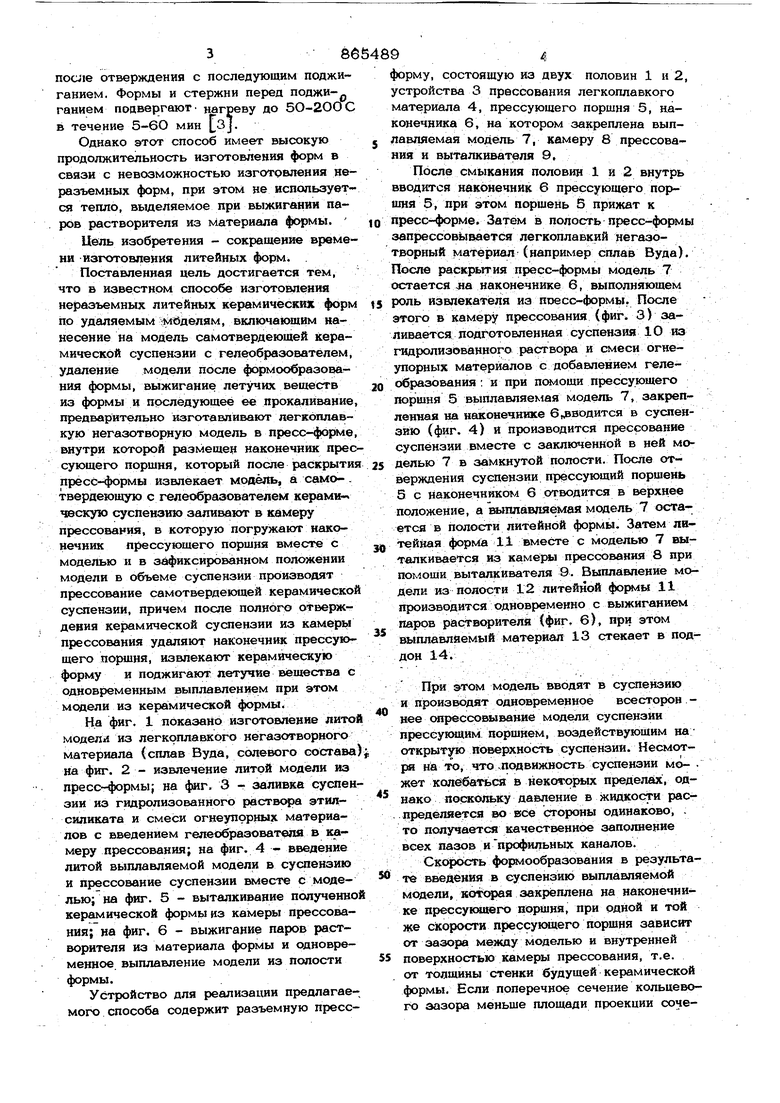
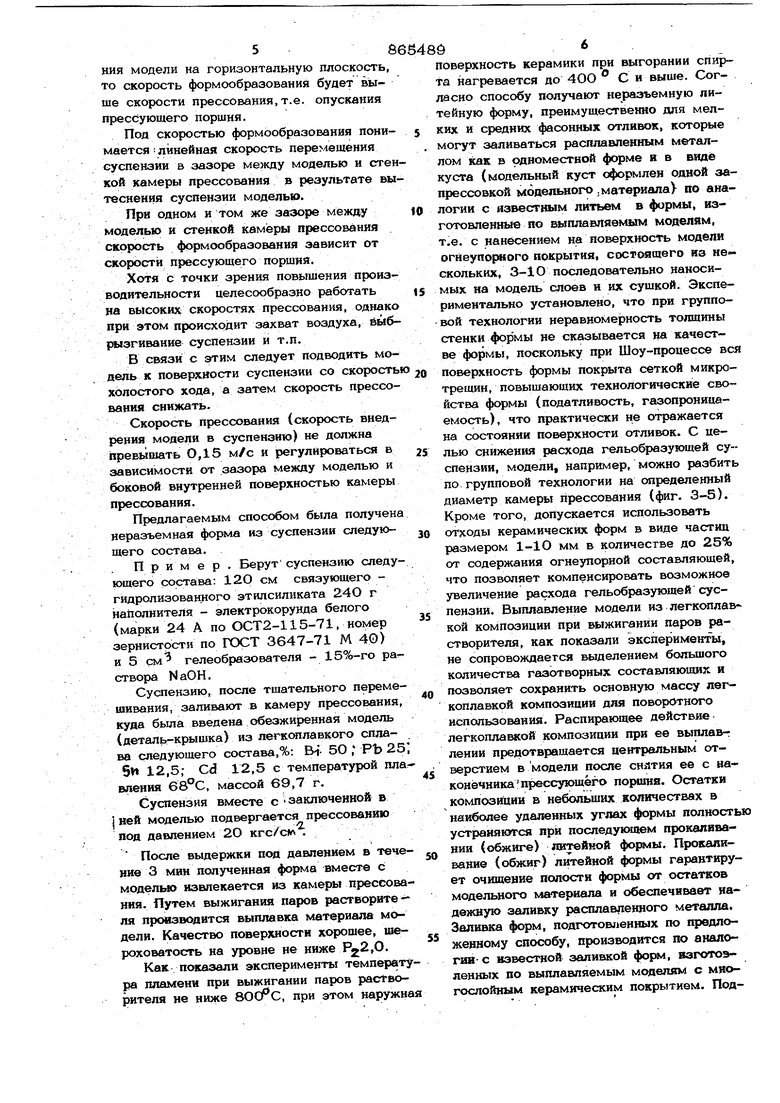
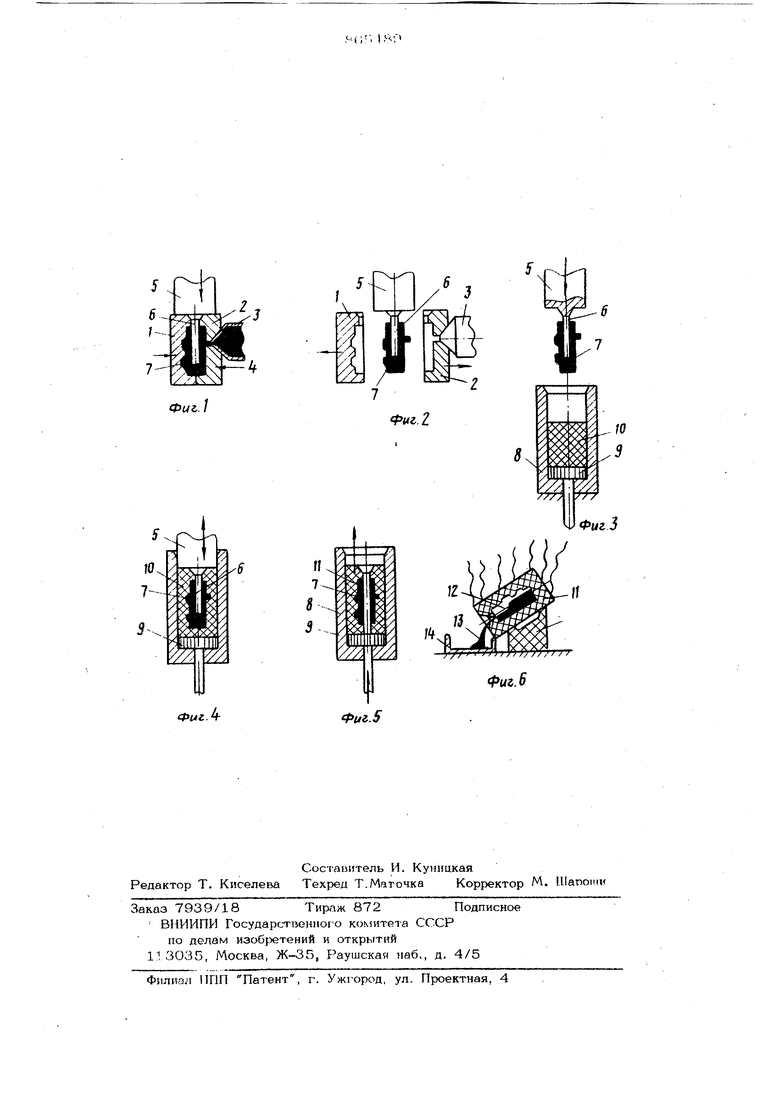
(54) СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАЗЪЕМНЫХ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ Изобретение относится к литейному производству и может быть использовано при изготовлении неразъемных форм для мелких и средних фасонных отливок. Известен способ изготовления оболочковых форм, включающий получение литой модели из легкоплавкого материала (например модельной массы), нанесение на модель слоев оболочки, сушку или химическое отверждение оболочки, удаление выплавляемой модели из керамической оболочки, прокаливание оболочки l. Однако при таком способе изготовлени форм, получаемых по §ыплавляемым моде лям, затруднено качественное нанесение огнеупорного покрытия на внутренние полости модели, длителен цикл операций, связанный с нанерением на поверхность модели угнеупорного покрытия, состоя щего из нескольких (3-10) последовательно наносимых на модель слоев и их суш кой, низкая производительность. Известно изготовление литейных форм по Шоу-процессу, согласно которому огеливаемую суспензию наносят на постоянную модель, после формообразования производят удаление модели, затем поджигают летучие вещества, выделяющиеся из формы и прокаливают 2. Недостатками Шоу-процесса являются необходимость одновременного использования приготовленной смеси в короткий промежуток времени (за 2-4 мин от начала приготовления: смеси). Большая чувствительность процесса даже к незначительным отклонениям, что делает его нестабильным и трудноуправляемым в связи с необходимостью хорошего заполнения, а также длительность процесса изготовления форм. Наиболее близким по технической сущности и достигаемому результату является способ изготовления керамических форм и стержней из смеси на основе огнеупорного налолнителя, этилсил штатного связующего, растворителя и отвердителя путем нанесения приготовленной смеси на модель, извлечения последней из формы после отверждения с последующим поджиганием. Формы и стержни перед поджи-ганием подвергают нагреву до 5O-2OUC в течение 5-6О мин L3j. Однако этот способ имеет высокую продолжительность изготовления форм в связи с невозможностью изготрвления неразъемных форм, при этом не используется тешю, вьщеляемое при выжигании паров растворителя из материала формы. Цель изобретения - сокращение времени изготовления литейных форм. Поставленная цель достигается тем, что Б известном способе изготовления неразъемных литейных керамических форм по удаляемым ;М«делям, включающим нанесение на модель самотвердеющей керамической суспензии с гелеобразователем, удаление модели после формообразова ния формы, выжигание летучих веществ из формы и последующее ее прокаливание предварительно изготавливают легкоплавкую негазотворшую модель в пресс-форме внутри которой размещен Наконечник прес сующего порщня, который после раскрыти пресс-формы извлекает модель, а само- твердеющую с гелес разователем керами ческую суспензию заливают в камеру прессования, в которую погружают наконечник прессующего поршня вместе с моделью и в зафиксированном положении модели в объеме суспензии производят прессование самотвердеющей керамическо суспензии, причем после полного отверждения керамической суспензии из камеры прессования удаляют наконечник прессующего порщня, извлекают керамическую форму и поджигают летучие В(бщества с одновременным выплавлением при этом модели из керамической формы. На фиг. 1 показано изготовление лито модели из легкоплавкого негазотворного материала (сплав Вуда, солевого состава на фиг. 2 - извлечение литой модели из пресс-формы; на фиг. 3 - заливка суспен зии из гидролизованного раств(}а этилсиликата и смеси огнеупорных материалов с введением гелеобразователя в камеру прессования; на фиг. 4 - введение литой выплавляемой модели в суспензию к прессование суспензии имеете с моделью; на фиг. 5 - выталкивание полученно керамической формы из камеры прессования; на фиг. 6 - выжигание паров растворителя из материала формы и одновременное выплавление модели из полости формы. Устройство для реализации предлагаемого способа содержит разъемную пресс8694 форму, состоящую из двух половин 1 и 2, устройства 3 прессования легкоплавкого материала 4, прессующего поршня 5, наконечника 6, на котором закреплена выплавляемая модель 7, камеру 8 прессования и выталкивателя 9, После смыкания половин 1 и 2 внутрь вводится наконечник 6 прессующего поршня 5, при этом поршень 5 прижат к пресс-форме. Затем is полость пресс-формы запрессовывается легкоплавкий негазотворный материал (например сплав Вуда). После раскрытия пресс-формы модель 7 остается ла наконечнике 6, выполняющем роль извлекателя из поесс-формы. После этрго в камеру прессования (фиг 3) заливается подготовленная суспензия 10 из гидролизованного раствора и смеси огнеупорных материалов с добавлением гелеобразования: и при помощи прессующего поршня 5 выплавляемая модель 7, закрепленная на наконечнике 6 уводится в суспензию (фиг. 4) и производится прессование суспензии вместе с заключенной в ней моделью 7 в замкнутой полости. После отверждения суспензии прессующий порщень 5 с наконечником 6 отводится в верхнее положение, а иыплавпяемая модель 7 остается в полости литейной формы. Затем литейная форма 11 вместе с моделью 7 выталкивается из камеры прессования 8 при помощи вь1талкивателя 9. Выплавление модели из полости 12 литейной формы 11 производится одновременно с выжиганием паров растворителя (фиг. 6), при этом выплавляемый материал 13 стекает в поддон 14. При этом модель вводят в суспензию и производят одновременное всесторон нее опрессовывание модели суспензии прессующим порщнем, воздействующим на открытую поверхность суспензии. Несмотря на то, что .подвижность суспензии мо- . жет колебаться в некоторых пределв1Х, однако поскольку давление в жидкости распредёляется во все стороны одинаково, . то получается качественное заполнение всех пазов ипрофильных каналов. Скорость фо1 4ообразования в результате введения в суспензию выплавляемой модели, которая закреплена на наконечнике прессующего поршня, при одной и той же скорости прессующего порщня зависит от зазора между моделью и внутренней поверхностью камеры прессования, т.е. от толщины стенки будущей керамической формы. Если поперечное сечение кольцевого зазора меньше площади проекции сочения модели на горизонтальную плоскость, то скорость формообразования будет выше скорости прессования, т.е. опускания прессующего поршня. Под скоростью формообразования понимается : линейная скорость перемещения суспензии в зазоре между моделью и сте кой камеры прессования в результате вы теснения суспензии моделью. При одном и том же зазоре между моделью и стенкой камеры прессования скорость формообразования зависит от скорости прессующего поршни. Хотя с точки зрения повышения производительности целесообразно работать на высоких скоростях прессования, однако при этом происходит захват воздуха, быб рызгивание суспензии и т.п. В связи с этим следует подводить модель к поверхности суспензии со скорость холостого хода, а затем скорость прессования снижать. Скорость прессования (скорость внедрения модели в суспензию) не должна превышать 0,15 м/с и регулироваться в зависимости от зазора между моделью и боковой внутренней поверхностью камеры прессования. Предлагаемым способом была получена неразъемная из суспензии следующего состава. Пример. Берут суспензию следующего состава: 12О см связующего гидролизовадного этилсиликата 24О г наполнителя - электрокорунда белого (марки 24 А по ОСТ2-115-71, номер зернистости по ГОСТ 3647-71 М 4Q) и 5 см гелеобразователя - 15%-го ра створа NaOH. Суспензию, после тщательного перемешивания, заливают в камеру прессования, куда бьша введена обезжиренная модель (деталь-крышка) из легкоттлавкого сплава следующего состава,%: &i- 5О , РЪ 25 5и 12,5,- Cd 12,5 с температурой пла вления 68°С, массой 69,7 г. Суспензия вместе с -заключенной в 1 ней моделью подвергается прессованию под давлением 2О кгс/см . После выдержки под давлением в тече ние 3 мии полученная форма вместе с моделью извлекается из камеры прессова ния. Путем выжигания паров растворителя производится выплавка материала модели. Качество поверхности хорошее, шероховатость на уровне не ниже Ру,2,,О. Как показали эксперименты температу ра пламени при выжигании паров растворителя не ниже ВОСгС, при этом наружна поверхность керамики при выгорании спирта нагревается до 40О С и выше. Согласно способу получают неразъемную литейную , преимущественно для мелких и средних фасонных отливок, которые могут заливаться расплавленным металлом как в одноместной форме и в вндё куста (модельный куст оформлен одной запрессовкой модельного .материала} по аналогии с известным литьем в формы, изготовленные по Е плавляемым моделям, т.е. с нанесением Н|а поверхность модели огнеупо(1ого покрытия, состоящего из не скольких, 3-1О последовательно наносимых на модель слоев и их сушкой. Экспериментально установлено, что при групповой технологии неравномерность толщины стенки формы не сказывается на качестве формы, поскольку при Шоу-процессе вся поверхность формы покрыта сеткой микротрещин, повыщающих технологические свойства формы (податливость, газопроницаемость), что практически не отражается на состоянии поверхности отливок. С целью снижения расхода гельобразующей суспензии, модели, например, можно разбить по групповой технологии на сяределенный диаметр камеры прессования (фиг. 3-5). Кроме того, допускается использовать отходы керамических форм в виде частиц размером 1-10 мм в количестве до 25% от содержания огнеупорной составляющей, что позволяет компенсировать возможное увеличение расхода гельобразующей суспензии. Выплавление модели из легкснплавкой композиции при выжигании паров растворителя, как показали эксперименты, не сопровождается выделением большого количества газотворных составляющих и позволяет сохранить основную массу легкоплавкой композиции для поворотного использования. Распирающее действие легкопламсой композиции при ее выплавг лении предотвращается центральным отверстием в модели после снятия ее с наконечника прессующего поршня. Остатки композиции в небольших количествах в наиболее удаленных углах формы полностью устраняются при последук цем прокалявании (обжиге) питейной формы. Прокаливание (обЖиг) литейкой формы гарантирует очищение полости формы от остатков модельного материала и обеспечивает надежную заливку расплавдешюго металла. Заливка форм, подготовленных по предложенному способу, производится по аналогин-с известной заливкой фо(4, взготоэленных по выплавляемым моделям с многослойным керамическим покрытием. Под76готовка формы может быть в двух вариантах:а)прокаливание формы при ЭОО-ЭЗОЪ и охлаждение ее с печью, усгановка форм в опоку с сухим наполнителем в виде кварцевого песка, нагрев форм вместе с опокой до 40О-7ОО° заливка формы; б)установка изготовленной формы (без прокаливания) в опоку с сухим Наполнителем в виде кварцевого песка, нагрев формы вместе с опокой до температуры не ниже в печи, выдержка и извлечение опоки из печи, заливка горячей формы (точные режим температуры и времени не указаны, так как они зависят от сплава, размеров отливки и т.д.). Прочность при испытании на изгиб (Тц керамических образцов, изготовленных по предложенному способу в соответстви;; с материалом формы на этилсиликатном свя зующем (пример в описании), кгс/см . В сыром состоянии 4,3-4,5 После прокаливания 7,3-7,5 Газотворность форм, изготовленных по предложенному способу, после выгорания ла}юв спирта определялась в трубчатой 98 печи при 11 dp С) приведена в таблице 1. Таблица 1 Время от начала Газотворность форм, см - /г отсчета, с При выгорании паров растворителя в форме возникают микротреошны и микропоры, которые кбмпенсируют усадку керамики и не оказываются на качестве литья. В данном случае используются составы широко прим.еняемые для Шцу-процесса. Плотность керамики форм, полученных свободной заливкой и прессованием приведены в табл. 2 и 3. Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления отливок в неразъемных литейных керамических формах по удаляемым моделям | 1981 |
|
SU996064A1 |
| Способ изготовления литейных форм | 1979 |
|
SU863145A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2006 |
|
RU2367539C2 |
| Способ изготовления керамических форм и стержней по постоянным моделям | 2020 |
|
RU2748251C1 |
| Способ изготовления керамических форм и стержней по постоянным моделям | 2021 |
|
RU2760029C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532753C1 |
| Способ изготовления многослойных оболочковых литейных форм | 1980 |
|
SU944744A1 |
| Способ изготовления литейных форм по легкоплавким моделям | 1980 |
|
SU891203A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ ИЗ СЫПУЧИХ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ ПО РАЗОВЫМ ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2512710C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
35
80
175,927
1,88
давлением 2 кгс/см
260
Свободная заливка суспензии
Таблица 3
при давлении кгс/см
1,48 Ь.ак следует H;.I табл. .1 и 2. плотност :е|1;г1ики сюсше пыжнгання oapOF; раствор|1Т(ля при прессоЕ анип суспензии под да влением Р--20 кгс:/см возрастает на 10% по сравне1{ию со свободной залиикой. Ilpeдлaгae ь й способ изготовления литейных форм позволяет: а)улучшить-формообразование за счет прессования суспензии вместе с заключен ной в ней выплавляемой модеЯью при зафиксированнии ее положения в обойк е суспензии; б)применять единую по консисгенции суспензию независимо от сложности моделей, например с глубокими полостями пазами и т.п., за счет прессования суспензи вместе с заключенной в ней моделью;в)использовать тепло, выделяемое пр выжигании паров растворителя из матери ала литейной формы, производят выплавление модели одновременно с выжиганием паров растворителя; г)улучшить условия труда, поскольку мелкие частицы присыпаемого огнеупорного материала загрязняют атмосферу на рабочих местах; д)исключить стержни и простановку стержней, которые требуют для своего изготовления самостоятельной оснастки; е)механизировать технолоптческий процесс изготовления литейных без стержней, которые для точного фикс1|Х)ва лия Б литейной форме должны иметь знаки, в связи с чем увеличение толщины стенки литейной формы полностью компен сируется:, . ж)снизить трудоёмкость изготовления литейных форм; з)уменьшить необходимую производст венную площадь; и) уменьшить расход легкоплавкого выплавляемого материала модели за счет объема наконечника прессующего пор шня, на котором фиксируется модель при ее изготовлении в пресс-форме; к) исключить воздействие от расширения модели на стенки литейной формы при выплавлении ее за счет отверстия в модели, получаемого после снятия с наконечника;л) оформить литниковый канал в процессе прессования суспензии вместе с за 80LO ключенлой в ней моделью при помощи наконечника прессующего пc)fшня; м) обеспечить н юбxoди loe положение модели в процессе формирования литейной формы, т.е. в процессе прессования суспензии, и таким образом, снизить разностенность литейной формы из-за смещений модели путем закрепления ее на наконечнике. Например, модель via сплава Вупа тяжелее модели из модельного состава на основе парафина и т.п. и введение модели в суспензию без закрепления на наконечнике не обеспечивает необходимого ее положения внутри керамической массы. Формулаизобретения Способ изготовления нepaзъe Шыx литейных керамических форм по удаляемым моделям, включающий нанесение на модель самотвердеющей керамической суспензии с гелеобразователем, удаление модели после формообразования формы, выжигание летучих веществ из формы и последующее ее прокаливание, отличающийся тем, что, с целью сх)кр)ащения времени изготовления форм, предварительно изготавливают легкоплавкую негазотворную модель в пресс-форме, внутри которой размещен наконечник прессующего порщня, который после раскрытия прессформы извлекает модель, а самотверпеющую с гелеобразователем керамическую суспензию заливают в камеру прессования, в которую погружают наконечник прессующего поршня вместе с моделью и в зафиксированном положении модели в объеме суспензии, производят прессование самоотвердеющей керамической суспензии, причем после полного отверждения керамической суспензии из камеры прессования удаляют наконечник, прессующего поршня, извлекают керамическую форму и поджигают летучие вещества с одновременным выплавлением при этом модели из керамической формы. Источники информации, принятые во внимание при экспертизе 1.Дошкар Ж. и др. Производство очных отливок. М., Машиностроение , 979, с. 78. 2.Там же с 143-151. 3.Авторское свидетельство СССР 287241, кл. В 22 С 9/О4, 1969.
фуг. /
