;Приведенное в формуле соотношение припуска над верхним торцом шлица (П.) и припуска при его основании (rig) обусловлено тем, что угол поворота дополнительного зуба от начала реэания до вертикальной диаметральной плоскости должен быть больше угла поворота основного зуба при его движении от диаметральной плоскости до конца резания,
Формулаизобретения
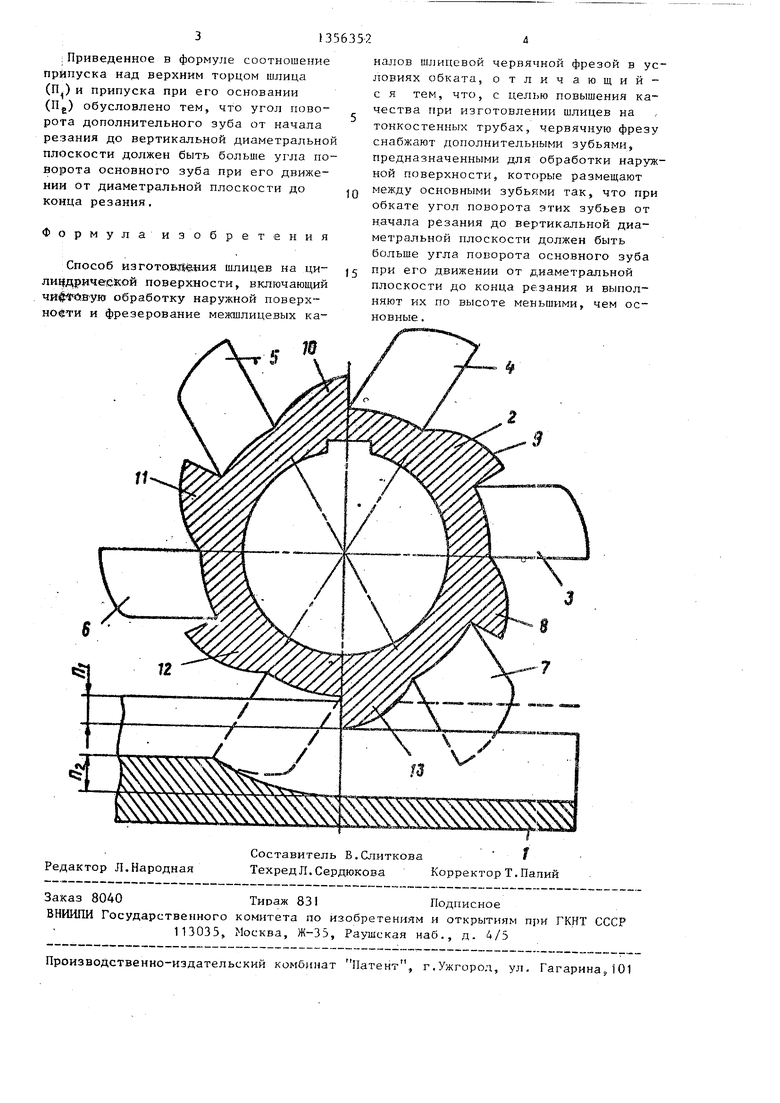
Способ изгото вд.§,«ия шлицев на ци- ли1|Д|)ичеекой поверхности, включающий чй|№йВ ую обработку наружной поверхности и фрезерование межшлицевых каналов шлицевой червячной фрезой в условиях обката, отличающий- с я тем, что, с целью повышения качества при изготовлении шлицев на тонкостепных трубах, червячную фрезу снабжают дополнительными зубьями, предназначенными для обработки наружной поверхности, которые размеш;ают между основными зубьями так, что при обкате угол поворота этих зубьев от начала резания до вертикальной диаметральной плоскости должен быть больше угла поворота основного зуба при его движении от диаметральной плоскости до конца резания и выполняют их по высоте меньшими, чем основные ,
Редактор Л.Народная
Составитель В.Слиткова I Техред Л. Сердюкова Корректор Т, Палий
Заказ 8040Тираж 831Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям П1)и ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комб1{нат Патент, г,Ужгород, ул, Гагарина 101
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2317877C1 |
| ФАСОННАЯ ФРЕЗА С ПОСЛЕДОВАТЕЛЬНОЙ СХЕМОЙ РЕЗАНИЯ | 2006 |
|
RU2317879C1 |
| ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2507040C2 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
Изобретение относится к обработке металлов резанием, в частности предназначено для фрезерования шлицев на тонкостенных трубах. Цель изобретения - повышение качества при изготовлении шлицев за счет одновременной обработки наружной поверхности и межИзобретение относится к обработке металлов резанием, в частности к фрезерованию тонкостенных деталей, и может быть использовано при изготовлении шлицев на поверхности тонкостенных труб. Цель изобретения - повышение качества при изготовлении шлицев на цилиндрической поверхности тонкостенной трубы за счет одновременной обработки наружной поверхности и межшлице вых впадин. На чертеже приведена схема, реализующая предлагаемый способ. На трубе 1 перед финишной обработкой оставляют два припуска: припуск над торцом шлица П и припуск у основания шлица П, и снимают их одновременно шлицевой червячной фрезой 2, на которой выполняют основные зушлицевых впадин, а следовательно, ликвидации деформации металла. Обработку трубы 1 производят шлицевой червячной фрезой 2 в условиях обката. На червячной фрезе имеются две группы чередующихся между собой разновысоких зубьев. Зубья 3-7 предназначены для фрезерования канавок между шлицами, зубья 8-13 - для фрезерования наружной поверхности трубы. В процессе обката |Угол поворота зубьев 8, 9,..., 12, от начала резания до вертикальной диаметральной плоскости должен быть больше угла поворота зубьев 3...7 при их движении от диаметральной плоскости до конца резания. 1 ил. i бья 3-7 для фрезерования канавок между шлицами, чередующимися с дополнительными зубьями 8-13, снимающими припуск над торцом шлица. При движении дополнительных зубьев фрезы утяжка металла не образуется, так как под ними достаточно толстый слой металла. При вращении основных зубьев на участке от поверхности металла до вертикальной диаметральной плоскости утяжки металла не происходит, так как при своем движении зуб только уплотняет металл, а при движении основного зуба от вертикальной диаметральной плоскости вперед вверх утяжке металла препятствует врезание следующего за ним основного зуба, который, двигаясь вперед вниз, не позволяет течь металлу. со СП О) со С ю
| Калашников С.Н | |||
| и др | |||
| Изготовление зубчатых колес | |||
| М.: Высшая школа, 1980, с | |||
| Способ укрепления под покрышкой пневматической шины предохранительного слоя или манжеты | 1917 |
|
SU185A1 |
