Изобретение относится к области машиностроения и может быть использовано для получистовой и чистовой обработки зубьев цилиндрических зубчатых колес с эвольвентным профилем.
В настоящее время известно и используется на практике большое число способов обработки зубьев эвольвентных зубчатых колес. Большинство способов обработки применяемых в серийном производстве основаны на использовании специального зуборезного инструмента. Это зубофрезерование червячными и дисковыми модульными фрезами, зубошевингование, зуботочение и зубодолбление.
Однако на этапах подготовки производства у предприятия есть потребность в обработке небольших (опытных) партий зубчатых колес для испытаний изделий. В этом случае целесообразно обработку зубчатого венца выполнить универсальным инструментом, например, дисковой фрезой.
Развитие фрезерных станков с числовым программным управлением дает возможность реализовать обработку эвольвентного профиля стандартной дисковой фрезой за счет совместного перемещения заготовки и инструмента по четырем или пяти управляемым координатам.
Так известен способ фрезерования ряда зубьев элемента зубчатой передачи с прямолинейным контуром зуба по длине с помощью фрезы, которая установлена с возможностью вращения вокруг оси фрезы и которая имеет на своей периферии сменные режущие вставки, которые расположены так, что они при подводе фрезы к элементу зубчатой передачи входят во впадины между соседними зубьями, соответственно, и создают эти впадины между зубьями, указанные вставки имеют в своем смонтированном на фрезе состоянии, по меньшей мере, одну проходящую радиально и перпендикулярно оси фрезы режущую кромку, при этом при фрезеровании профиля зуба ось фрезы ориентирована в плоскости, перпендикулярной продольной длине спинки зуба, и во время вхождения вращающихся вокруг оси фрезы режущих вставок в поверхность, соответственно, впадины между зубьями элемента зубчатой передачи поворачивается в указанной плоскости в угловом диапазоне, который перекрывает зону всех нормалей к поверхности профиля подлежащего изготовлению зуба (пат. РФ №2567073, МПК B23F 21/14, B23F 1/06, В23С 5/20 (2006.01), опубл. 27.10.2015 г.).
Способ предусматривает движения фрезы построчно после или при вхождении в соответствующую впадину между зубьями вдоль зуба, т.е. параллельно впадинам между зубьями, при этом после такого прохождения строчки ось фрезы поворачивается с целью параллельного прохождения новой строчки. Таким образом, возникают проходящие параллельно спинкам зубьев полосы профиля зубьев. В зависимости от количества и плотности, проходимых при этом строчек, которые образуются за счет более или менее сильно выраженного поворота оси фрезы относительно подлежащего фрезерованию зуба. Проблема получения боковой поверхности с огранкой в способе решается за счет конструкции фрезы и траектории движения. Однако такой подход имеет и свои недостатки - повышенная нагрузка на вершины режущих вставок и проходящую радиально и перпендикулярно оси фрезы одну режущую кромку.
Известен также способ обработки боковых сторон профиля цилиндрических зубчатых эвольвентных колес вращающимся дисковым лезвийным инструментом по методу периодического обката, режущие кромки инструмента располагают в плоскости, перпендикулярной оси его вращения, при этом при обкате эвольвентного профиля при повороте обрабатываемого колеса вокруг своей оси на некоторый угол Δϕ дисковому лезвийному инструменту сообщают относительные перемещения по следующим формулам в отношении взаимоперпендикулярных осей X и Y, из которых ось Y параллельна оси дискового лезвийного инструмента:
по оси X: 
по оси Y: 
где α- угол профиля исходного контура обрабатываемого колеса;
m - модуль обрабатываемого колеса;
z - число зубьев обрабатываемого колеса; при этом согласование вращения обрабатываемого колеса вокруг своей оси и перемещение инструмента обеспечивают взаимосвязанными движениями рабочих органов станка в соответствии с управляющей программой от системы ЧПУ (патент РФ №2453404, МПК B23F 5/20(2006.01), опубл. 20.06.2012 г.).
Способ реализуется при согласованном вращении инструмента и заготовки. Формообразование профиля по всей ширине венца обеспечивается за счет выбора диаметра фрезы и длины кромок, перекрывающих ширину венца зуба. Данный способ может быть использован для чистовой обработки зубьев цилиндрических прямозубых колес. При обработке профилирование зубьев детали осуществляется различными участками режущих кромок, что обеспечивает достаточно высокую стойкость инструмента.
К недостаткам способа можно отнести узкие технологические возможности, а именно невозможность обработки винтовых эвольвентных поверхностей зубьев на косозубых колесах. Учитывая преимущества косозубых зубчатых передач и степень их распространенности в узлах и агрегатах машин область применения рассмотренных способов довольно ограничена.
Наиболее близким техническим решением, выбранным в качестве ближайшего аналога является способ обработки зубьев зубчатых колес дисковым лезвийным инструментом по методу периодического обката, режущие кромки которого расположены в плоскости, перпендикулярной оси его вращения, при обкате эвольвентного профиля при повороте обрабатываемого колеса вокруг своей оси на некоторый угол ϕ и соответствующим ему перемещениям дискового лезвийного инструмента в направлении взаимоперпендикулярных осей координат на расстояния ΔХ и ΔY, которые определяются следующими зависимостями:

где mt - модуль обрабатываемого колеса в торцовом сечении;
αt - угол профиля зубьев в торцовом сечении, определяется по формуле;
z - число зубьев обрабатываемого колеса,
при этом формообразующую поверхность дискового лезвийного инструмента смещают относительно оси обрабатываемого колеса на величину Y0, определяемую следующей зависимостью:
где  - диаметр граничных точек эвольвенты обрабатываемого колеса;
- диаметр граничных точек эвольвенты обрабатываемого колеса;
 - угол профиля на диаметре граничных точек;
- угол профиля на диаметре граничных точек;
ось инструмента располагают на расстоянии А от оси обрабатываемого колеса и поворачивают относительно плоскости торца обрабатываемого колеса на угол βb, определяемые следующими зависимостями:
βb=arctg(tgβ⋅cosαt),
где Х0 - расстояние от вершины зуба фрезы до оси обрабатываемого колеса в граничной точке эвольвентного профиля, определяется по формуле:
dфр - наружный диаметр дискового лезвийного инструмента;
β - угол наклона винтовой линии зубьев на делительном диаметре;
Dƒ - диаметр впадин зубьев обрабатываемого колеса,
обработку боковой стороны зуба выполняют за несколько совместных перемещений обрабатываемого колеса и инструмента, в пределах каждого из которых угол ϕ изменяют в пределах от 0° до ϕmах, определяемый зависимостью:

где αа - угол профиля зубьев на диаметре вершин зубьев;
после каждого из таких перемещений выполняют совместные перемещение инструмента вдоль оси обрабатываемого колеса на величину осевой подачи ΔZ и поворот колеса на угол ψ, определяемые следующими зависимостями:

 ,
,
где  - ширина обработанного участка зуба на диаметре граничных точек, определяется зависимостью:
- ширина обработанного участка зуба на диаметре граничных точек, определяется зависимостью:
 - угол наклона винтовой линии зубьев на диаметре граничных точек эвольвенты,
- угол наклона винтовой линии зубьев на диаметре граничных точек эвольвенты,
причем положение обрабатываемого колеса после поворота на угол ψ является нулевым для отсчета угла ϕ на следующем совместном перемещении (пат. РФ №2677553, МПК B23F 9/14 (2006.01), опубл. 17.01.2019).
К недостаткам ближайшего аналога, а также других известных способов обработки относится сложность настройки инструмента для обеспечения требуемой толщины зуба. Контроль толщины зуба, как правило, осуществляется либо по длине общей нормали, либо по размеру по роликам. На практике выполняют обработку зубчатого венца (или нескольких зубчатых венцов) первой детали партии, после чего измеряют его параметры на координатной машине, по результатам которых вносится коррекция на вылет инструмента в системе ЧПУ. Данный подход позволяет добиться требуемой точности на второй и последующих обработанных деталях, при этом первая деталь часто получается бракованной. Измерения длины общей нормали (или размера по роликам) ручными средствами измерений (даже высокоточными) непосредственно на станке зачастую дают значительную погрешность измерений. Причина погрешностей неудобное положение детали и средства измерения, плохой обзор зоны контакта измерительных площадок средств измерений и поверхностей зубьев, как следствие это приводит к ненадлежащему контакту измерительных площадок поверхностей зубьев зубчатого венца. В результате этого погрешность измерения длины общей нормали может составлять 0,2…0,4 мм, что сравнимо или превышает припуск под окончательную обработку зубьев. Объем наладочного брака в этом случае составит не одну деталь как при использовании координатно-измерительной машины, а две-три детали из партии, что очень существенно для опытного производства, когда объем партии составляет от трех до десяти деталей.
Технической задачей, на решение которой направлено изобретение, является повышение точности обработки зубьев по показателю длины общей нормали за счет автоматизированного контроля положения боковой стороны зуба после ее обработки в первой впадине первой детали из партии.
Указанная задача решается тем, что в способе обработки зубьев зубчатых колес дисковым лезвийным инструментом по методу периодического обката, включающем расположение режущих кромок инструмента в плоскости, перпендикулярной оси его вращения, при обкате эвольвентного профиля при повороте обрабатываемого колеса вокруг своей оси на угол ср дисковый лезвийный инструмент перемещают в направлении взаимоперпендикулярных осей координат на расстояния ΔХ и ΔY, которые определяют следующими зависимостями:

где mt - модуль обрабатываемого колеса в торцовом сечении;
αt - угол профиля зубьев в торцовом сечении, определяется по формуле;
z - число зубьев обрабатываемого колеса,
обработку боковой стороны зуба выполняют за несколько совместных перемещений обрабатываемого колеса и инструмента, в пределах каждого из которых угол ϕ изменяют в пределах от 0° до ϕmах, определяемый зависимостью:

где αа - угол профиля зубьев на диаметре вершин зубьев,
- угол профиля на диаметре граничных точек,
после обработки одной боковой стороны зуба в первой впадине производят автоматизированный контроль ее положения при помощи трехкоординатного щупа, центр сферического наконечника которого по программе ЧПУ подводят в точку с координатами:
где dн - диаметр сферического наконечника;
Db - диаметр основной окружности зубчатого колеса;
βb - угол наклона винтовой линии зуба на основной окружности;
W - расчетная длина общей нормали;
ΔW - припуск под окончательную обработку по длине общей нормали (на сторону);
ΔL - величина перебега, обеспечивающая гарантированный контакт сферического наконечника и боковой поверхности зуба,
фиксируют величину отклонения ΔR, на основе которой определяют величину коррекции на длину инструмента ΔWR и угловое положение заготовки ϕΔW:


после внесения коррекции на длину инструмента и углового положения заготовки обрабатывают оставшиеся впадины зубьев по обеим сторонам.
Выполнение способа обработки зубьев зубчатых колес вращающимся дисковым лезвийным инструментом по методу периодического обката, режущие кромки которого расположены в плоскости, перпендикулярной оси его вращения, при обкате эвольвентного профиля при повороте обрабатываемого колеса вокруг своей оси на некоторый угол ϕ и соответствующим ему перемещениям дискового лезвийного инструмента в направлении осей координат на величины ΔХ и ΔY за несколько совместных перемещений обрабатываемого колеса и инструмента в сочетании с автоматизированным контролем положения первой обработанной боковой стороны зуба и коррекцией длины режущего инструмента и углового положения заготовки на величины, рассчитанные по приведенным зависимостям позволит обеспечить требуемую толщину зуба на всех зубьях уже на первой обработанной детали, исключая наладочный брак по данному показателю точности.
Заявляемое техническое решение поясняется чертежами, где:
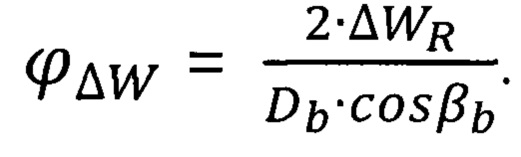
фиг. 1 - схема рабочих движений при обработке зубьев зубчатых колес дисковым лезвийным инструментом;
фиг. 2 - вид А на фиг. 1;
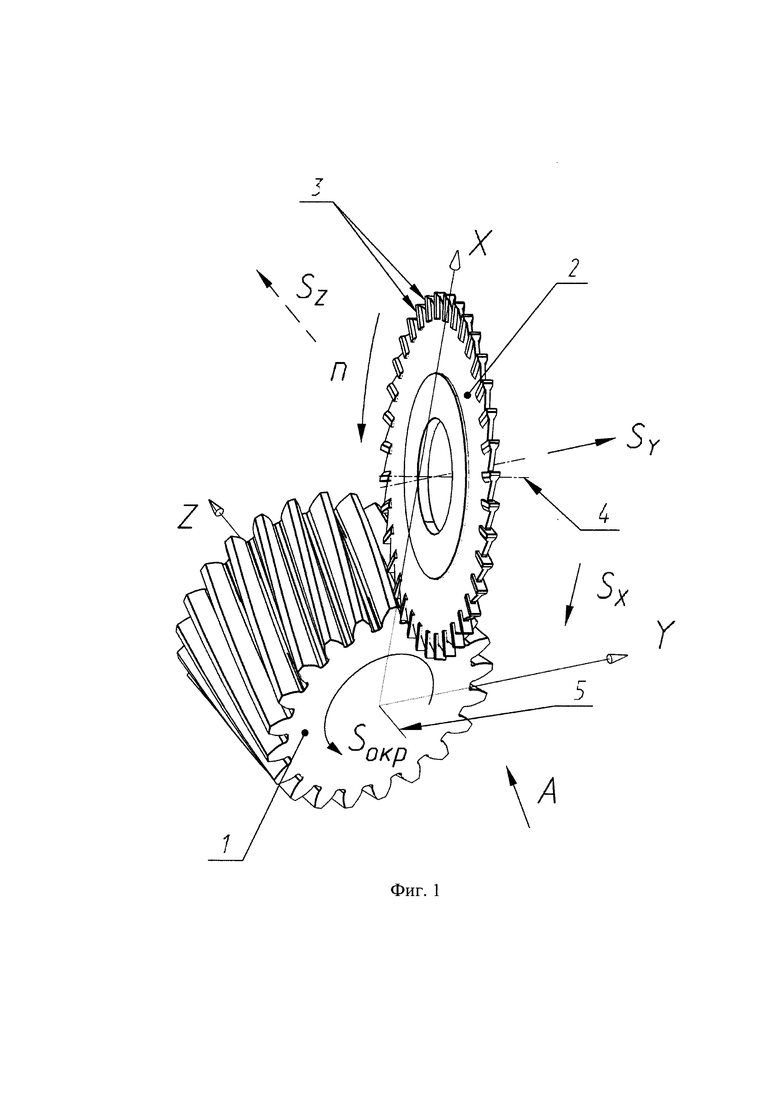
фиг. 3 - схема контакта трехкоординатного щупа;
фиг. 4 - выносной элемент Б на фиг. 3;
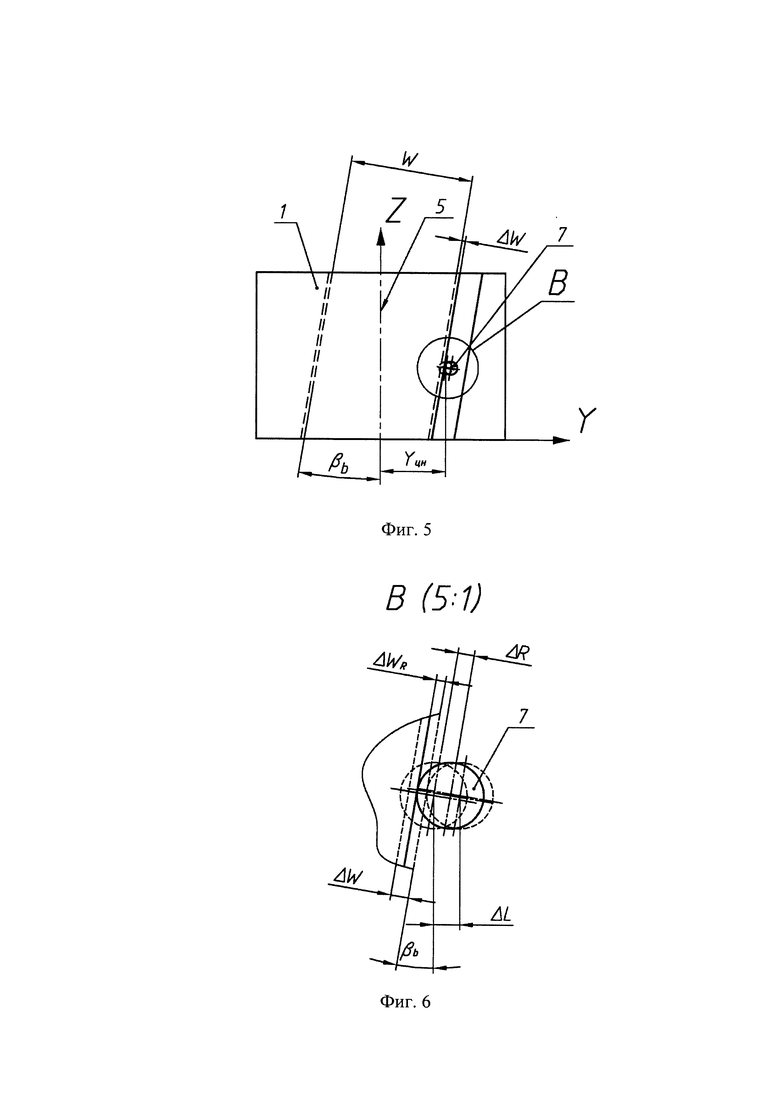
фиг. 5 - вид сверху на фиг.3;
фиг. 6 - выносной элемент В на фиг. 5.
Способ обработки зубьев зубчатого колеса 1 дисковым лезвийным инструментом 2 выполняется по методу периодического обката. Режущие кромки 3 инструмента 2 расположены в плоскости, перпендикулярной оси 4 его вращения. При обкате эвольвентного профиля при повороте обрабатываемого колеса 1 вокруг своей оси 5 на некоторый угол ϕ дисковый лезвийный инструмент 2 перемещается в направлении взаимоперпендикулярных осей координат X и Y на расстояния ΔХ и ΔY соответственно, которые определяются следующими зависимостями:
где mt - модуль обрабатываемого колеса в торцовом сечении;
αt - угол профиля зубьев в торцовом сечении, определяется по формуле;
z - число зубьев обрабатываемого колеса.
Обработку боковой стороны зуба выполняют за несколько совместных перемещений обрабатываемого колеса 1 и инструмента 2, в пределах каждого из которых угол ϕ изменяют в пределах от 0° до ϕmах, определяемый зависимостью:

где αа - угол профиля зубьев на диаметре вершин зубьев,
 - угол профиля на диаметре граничных точек.
- угол профиля на диаметре граничных точек.
После обработки одной боковой стороны зуба в первой впадине, производят автоматизированный контроль ее положения при помощи трехкоординатного щупа 6, центр сферического наконечника 7 которого по программе ЧПУ подводят в точку с координатами:
где dн - диаметр сферического наконечника;
Db - диаметр основной окружности зубчатого колеса;
βb - угол наклона винтовой линии зуба на основной окружности;
W - расчетная длина общей нормали;
ΔW - припуск под окончательную обработку по длине общей нормали (на сторону);
ΔL - величина гарантированного перебега.
С помощью трехкоординатного щупа 6 фиксируют величину отклонения ΔR, на основе которой определяют величину коррекции на длину инструмента ΔWR и угловое положение заготовки βΔW:

После внесения коррекции на длину инструмента и углового положения заготовки вокруг оси 5 обрабатывают оставшиеся впадины зубьев по обеим сторонам.
Использование способа покажем на примере обработки зубчатого колеса коробки переключения передач.
Параметры обрабатываемой детали:
m=3,7 мм - модуль нормальный;
z=21 - число зубьев;
α=23° - угол профиля обрабатываемой детали;
β=18° - угол наклона винтовой линии зубьев;
S = 6,1 мм - толщина зуба по дуге делительной окружности;
W=28,92 - длина общей нормали;
ΔW=0,15 мм - припуск под окончательную обработку по длине общей нормали (на сторону);
Db=74,605 мм - диаметр основной окружности;
βb=16,5258° - угол наклона винтовой линии зуба на основной окружности;
Фреза дисковая 3-х ст.d=70×4×22 (Т5К10);
dфp=70 мм - наружный диаметр дискового лезвийного инструмента.
Трехкоординатный щуп MarTest 802 EW с ценой деления 0,005 мм,
dн=4 мм - диаметр сферического наконечника трехкоординатного щупа.
ΔL=0,25 мм - величина гарантированного перебега (условного внедрения сферического наконечника в тело поверхности зуба).
Программа ЧПУ обработки участка боковой стороны зуба включает несколько совместных перемещений обрабатываемого колеса и инструмента.
После обработки одной стороны первой впадины зуба необходимо выполнить автоматизированный подвод трехкоординатного щупа к обработанной поверхности. Координаты центра сферического наконечника трехкоординатного щупа:


Координату Z центра сферического наконечника выбирают на середине зубчатого венца. Подвод трехкоординатного щупа осуществляют по программе ЧПУ и регистрируют величину отклонения ΔR. В выбранном примере ΔR=0,17 мм. При этом длина общей нормали, обеспечиваемая текущей настройкой инструмента, составит:
WR=W+2⋅ΔW - 2⋅ΔХ⋅cosβb+2⋅ΔR=28,92+2⋅0,15-2⋅0,25⋅cos16,5258°+2⋅0,17=29,0807 мм
Данная величина длины общей нормали меньше требуемой (с учетом припуска), поэтому обработка детали с текущей настройкой длины инструмента приведет получению брака.
Для исключения брака необходимо в системе ЧПУ станка задать корректор на длину инструмента, величина которого составляет:
ΔWR=ΔR-ΔХ⋅cosβb=0,17-0,25⋅cos16,5258°=-0,0697 мм,
а также откорректировать угловое положение заготовки на величину:

Величина коррекции углового положения в градусах составит:
ϕΔW=0,1117°.
Процесс обработки зубьев зубчатых колес дисковым лезвийным инструментом выглядит следующим образом. Заготовка обрабатываемого колеса с предварительно прорезанными пазами трапецеидальной или эвольвентной формы крепится в поворотном устройстве фрезерного станка с ЧПУ. Дисковый лезвийный инструмент крепится на оправке. Обработка может выполняться как на 5-ти координатном, так и на 4-х координатном фрезерном станке с ЧПУ. Процесс обработки боковых сторон зубьев выполняют по управляющей программе за несколько совместных перемещений обрабатываемого колеса 1 и инструмента 2. При обработке крупно модульных колес целесообразна выборка основного материала дисковой трехсторонней фрезой с трапецеидальным профилем с образованием предварительной канавки 8 по впадине зуба. После фрезерования одной боковой стороны в первой впадине, производят автоматизированный контроль ее положения при помощи трехкоординатного щупа 6, центр сферического наконечника 7 которого по программе ЧПУ подводят в точку с координатами ХЦН, YЦН, фиксируют величину отклонения ΔR, на основе которого определяется величина коррекции на длину инструмента ΔWR и угловое положение заготовки ϕΔW. После внесения коррекции на длину инструмента и угловое положение заготовки вокруг оси 5 обрабатывают оставшиеся впадины зубьев по обеим сторонам. После завершения работы станка по управляющей программе, обработанное колесо 1 снимают.
Заявляемое техническое решение позволяет повысить точность обработки зубьев по показателю длины общей нормали.
Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом может быть реализован на существующем оборудовании с числовым программным управлением с применением известных инструментов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| СПОСОБ ОБРАБОТКИ БОКОВЫХ СТОРОН ПРОФИЛЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ ЭВОЛЬВЕНТНЫХ КОЛЕС | 2011 |
|
RU2453404C1 |
| Способ нарезания конических колес на станках с ЧПУ | 1989 |
|
SU1720815A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗАКРЫТОГО ВЕНЦА ЦЕЛЬНОГО БЛОКА ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2403132C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| Устройство Баранова М.К. к станку для обработки конических зубчатых колес | 1989 |
|
SU1734571A3 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
| Способ обработки зубчатых колес | 2018 |
|
RU2677473C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |


Изобретение относится к области машиностроения и может быть использовано для получистовой и чистовой обработки зубьев цилиндрических зубчатых колес с эвольвентным профилем. Способ обработки зубьев зубчатого колеса (1) дисковым лезвийным инструментом (2) выполняют по методу периодического обката. Режущие кромки (3) инструмента (2) располагают в плоскости, перпендикулярной оси (4) его вращения. При обкате эвольвентного профиля при повороте обрабатываемого колеса (1) вокруг своей оси (5) на угол Δϕ дисковый лезвийный инструмент (2) перемещают в направлении взаимоперпендикулярных осей координат X и Y на расстояния ΔХ и ΔY, обработку боковой стороны зуба выполняют при совместных перемещениях обрабатываемого колеса (1) и инструмента (2), при этом угол Δϕ изменяют в пределах от 0° до ϕmах. После обработки одной боковой стороны зуба в первой впадине производят автоматизированный контроль ее положения при помощи трехкоординатного щупа (6), центр сферического наконечника (7) которого по программе ЧПУ подводят в точку с координатами ХЦН и YЦН. Фиксируют величину отклонения ΔR, на основе которой определяют величину коррекции на длину инструмента ΔWR и угловое положение заготовки ϕΔW, после внесения коррекции на длину инструмента и углового положения заготовки обрабатывают оставшиеся впадины зубьев по обеим сторонам, при этом все упомянутые величины определяют по приведенным зависимостям. Достигается повышение точности обработки зубьев по показателю длины общей нормали за счет автоматизированного контроля положения боковой стороны зуба после ее обработки в первой впадине первой детали из партии. 6 ил.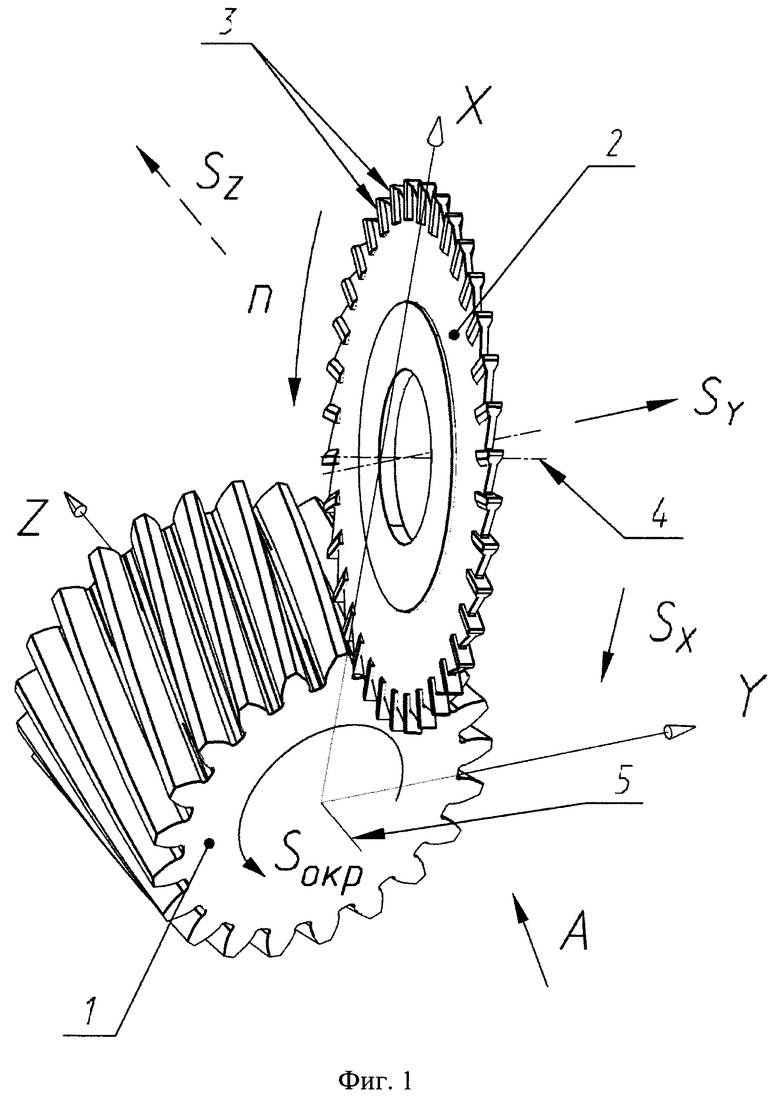
Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом по методу периодического обката, включающий расположение режущих кромок инструмента в плоскости, перпендикулярной оси его вращения, при обкате эвольвентного профиля при повороте обрабатываемого колеса вокруг своей оси на угол Δϕ дисковый лезвийный инструмент перемещают в направлении взаимоперпендикулярных осей координат на расстояния ΔХ и ΔY, которые определяют следующими зависимостями:
где mt - модуль обрабатываемого колеса в торцовом сечении;
αt - угол профиля зубьев в торцовом сечении;
z - число зубьев обрабатываемого колеса;
обработку боковой стороны зуба выполняют при совместных перемещениях обрабатываемого колеса и инструмента, при этом угол Δϕ изменяют в пределах от 0° до ϕmах, который определяют зависимостью:

где αа - угол профиля зубьев на диаметре вершин зубьев;
 - угол профиля на диаметре граничных точек;
- угол профиля на диаметре граничных точек;
отличающийся тем, что после обработки одной боковой стороны зуба в первой впадине производят автоматизированный контроль ее положения при помощи трехкоординатного щупа, центр сферического наконечника которого по программе ЧПУ подводят в точку с координатами:
где dн - диаметр сферического наконечника;
Db - диаметр основной окружности зубчатого колеса;
βb - угол наклона винтовой линии зуба на основной окружности;
W - расчетная длина общей нормали;
ΔW - припуск под окончательную обработку по длине общей нормали (на сторону);
ΔL - величина перебега, обеспечивающая гарантированный контакт сферического наконечника и боковой поверхности зуба;
фиксируют величину отклонения ΔR, на основе которой определяют величину коррекции на длину инструмента ΔWR и угловое положение заготовки ϕΔW:


после внесения коррекции на длину инструмента и углового положения заготовки обрабатывают оставшиеся впадины зубьев по обеим сторонам.
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| Способ черновой обработки зубчатого колеса симметричным набором дисковых фрез | 1990 |
|
SU1815024A1 |
| СПОСОБ ОБРАБОТКИ БОКОВЫХ СТОРОН ПРОФИЛЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ ЭВОЛЬВЕНТНЫХ КОЛЕС | 2011 |
|
RU2453404C1 |
| ЗУБОРЕЗНАЯ ФРЕЗА И СПОСОБ ФРЕЗЕРОВАНИЯ ЗУБЬЕВ ЭЛЕМЕНТОВ ЗУБЧАТОЙ ПЕРЕДАЧИ | 2011 |
|
RU2567073C2 |
| DE 10330474 A1, 10.02.2005 | |||
| WO 1999012688 A1, 18.03.1999. | |||

