Изобретение относится к металлургии и может быть использовано для получения заготовок для последующей прокатки их в готовые изделия ответственного назначения.
Цель изобретения - повышение выхода 1 одного путем использования металла с ликвационной зоной,
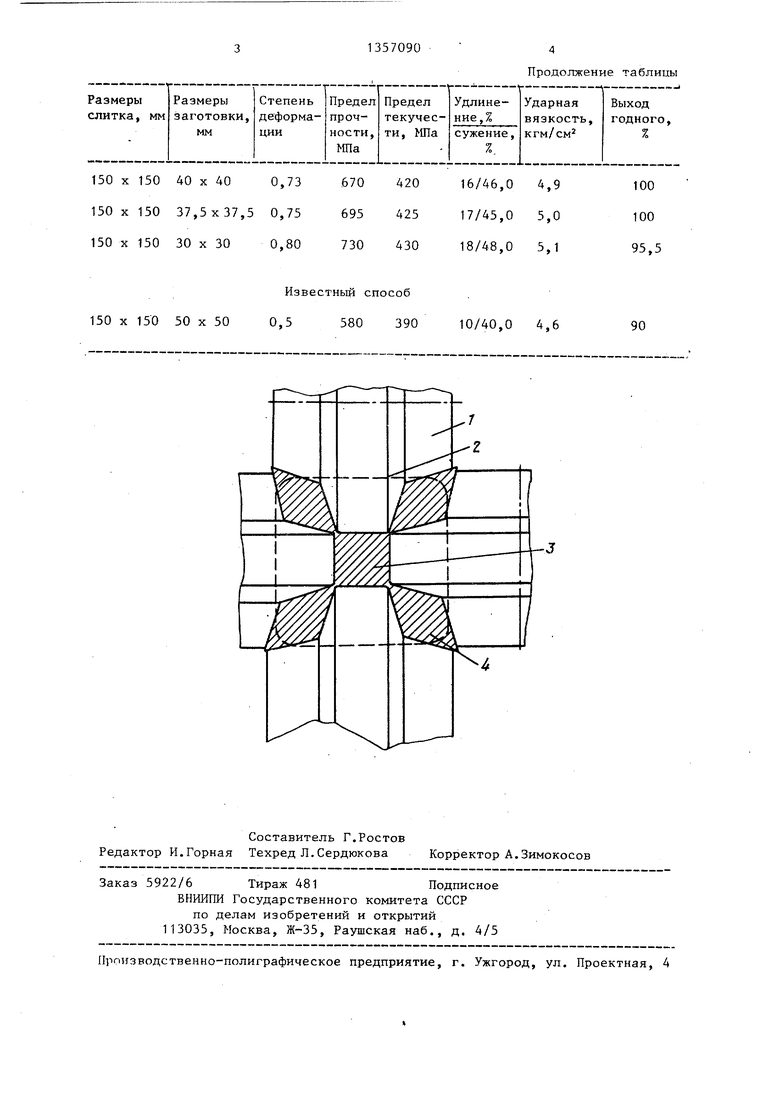
На чертеже показана схема прокат
четырех
to
предлат вемому способу, 50 х 50 мм происходят отбраковка центральной заготовки, ухудшение заполнения углов ромба, а при размерах заготовки 30 X 30 мм - переполнение ромбов, зачистка лампасов. Кроме того, снижение степени деформации основной зо ны слитка ниже 70% и приводит к смещению таких показателей механических свойств, как предел прочности и удлинение. Осевая пористость в этом случае также выше остальных размеров и оценивается баллом -2.
ки крестообразного профиля с сторонним обжатием.
Схема прокатки крестообразного профиля с четырехсторонним обжатием содержит ступенчатые валки 1 стана с четырехсторонним обжатием, слиток 2, центральную заготовку 3 в виде квадрата, заготовку 4 в виде ромба.
Способ производства заготовок осу- ществляется следующим образом. Механические свойства заготовки, по15
Несмотря на то, что в последнем случае ( 0,8) механические свойства центральной заготовки вьщ1е,осуществление процесса невозможно вслед ствие получения брака по форме ромба
В калибр, образованный ступенча тыми валками 1 стана с четырехсторонним обжатием, задают нагретый до температуры прокатки слиток 2, где его прокатывают в симметричный крестообразный профиль, состоящий из пяти . заготовок. Центральную заготовку 3 деформируют в виде квадрата, а заготовки 4, расположенные по диагоналям квадрата 3, в виде ромбов. Соотношение диагоналей ромбов (1:2,1) -- (1:2,3). При прокатке центральную заготовку деформируют с суммарным обжатием 70-75%. Затем крестообразный профиль разделяют на отдельные заготовки 3 и 4. После отделения, заготовки 4 в виде ромбов докатывают до квадратного профиля.
Пример. По предлагаемому способу на стане МК-380 с диаметром валков 350 мм прокатаны из стали 35ГС слитки размером 150 х 150 мм.
Результаты механических испытаний центральной заготовки приведены в таблице,
лученной из ромба, соответствуют требованиям ГОСТа во всех случаях.
Предлагаемый способ по сравнению с известным на 10% увеличивает выход 25 годного, повышает, качество на 15% и прочность центральных заготовок.
.Формула изобретения
30 Способ производства заготовок,
включающий отливку слитка и последую щую его прокатку в симметричный крес тообразный профиль, состоящий из пяти заготовок, центральная из которых выполнена в виде квадрата с дальнейшим
35
40
разделением заготовок докаткой,о т - личающийся тем, что, с целью повьш1ёния выхода годного путем использования металла с ликвационной зоной, прокатку крестообразного профиля ведут с четырехсторонним обжатием, причем четыре заготовки располагают по диагоналям квадрата в виде ромбов, при этом центральную заготовИз таблицы следует, что при разме- ку прокатывают с суммарным обжатием pax заготовки, изготавливаемой по 70-75%.
X 150 50 X 50 X 150 45 X 45
Предлагаемый способ 0,66 630 380 0,7 665 405
to
предлат вемому способу, 50 х 50 мм происходят отбраковка центральной заготовки, ухудшение заполнения углов ромба, а при размерах заготовки 30 X 30 мм - переполнение ромбов, зачистка лампасов. Кроме того, снижение степени деформации основной зоны слитка ниже 70% и приводит к смещению таких показателей механических свойств, как предел прочности и удлинение. Осевая пористость в этом случае также выше остальных размеров и оценивается баллом -2.
Механические свойства заготовки, по
Несмотря на то, что в последнем случае ( 0,8) механические свойства центральной заготовки вьщ1е,осуществление процесса невозможно вследствие получения брака по форме ромба.
Механические свойства заготовки, полученной из ромба, соответствуют требованиям ГОСТа во всех случаях.
Предлагаемый способ по сравнению с известным на 10% увеличивает выход годного, повышает, качество на 15% и прочность центральных заготовок.
Формула изобретения
Способ производства заготовок,
включающий отливку слитка и последующую его прокатку в симметричный крестообразный профиль, состоящий из пяти заготовок, центральная из которых выполнена в виде квадрата с дальнейшим
разделением заготовок докаткой,о т - личающийся тем, что, с целью повьш1ёния выхода годного путем использования металла с ликвационной зоной, прокатку крестообразного профиля ведут с четырехсторонним обжатием, причем четыре заготовки располагают по диагоналям квадрата в виде ромбов, при этом центральную заготов11/42,0 4,7 16/45,0 4,9
90
100
150 X 150 40 X 40 0,73 670 420 150 X 150 37,5x37,5 0,75 695 425 150 X 150 30 X 30 0,80 730 430
150 X 150 50 X 50
Известньш способ 0,5 580 390
Продолжение таблицы
4,9 5,0 5,1
100 100 95,5
10/40,0 4,6
90
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства сортовых заготовок | 1977 |
|
SU735337A1 |
| Способ производства заготовок | 1978 |
|
SU806169A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ ТОЛСТОСТЕННЫХ ТРУБ РАЗМЕРОМ 465×75 мм НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ТЕПЛОВЫХ УГОЛЬНЫХ БЛОКОВ С СУПЕРСВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2006 |
|
RU2386502C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ | 2018 |
|
RU2696801C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2011 |
|
RU2470724C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2006 |
|
RU2334571C2 |
| Способ производства заготовок | 1979 |
|
SU801908A1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2003 |
|
RU2255820C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 170×3×370 мм ИЗ СТАЛИ МАРКИ 16Х12МВСФБР-Ш (ЭП823-Ш) ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2545944C2 |
Изобретение относится к металлургии и может быть использовано для получения заготовок для последующей прокатки их в готовые изделия ответственного назначения. Цель изобретения - повьшение выхода годного путем использования металла с ликвацион- ной зоной. Слиток квадратного сечения четырьмя валками обжимается в крестообразный профиль, состоящий из пяти заготовок - центральная часть в виде- квадрата, а четыре заготовки, располагающиеся по диагоналям центрального квадрата,- в виде ромбов. Центральную часть деформируют с обжатием 70-75%. Ромбы докатьтают в квадраты после разделения заготовок. 1 ил., 1 табл. : сд 
Составитель Г.Ростов Редактор И.Горная Техред Л.Сердюкова Корректор А.Зимокосов
Заказ 5922/6 Тираж 481Подписное
БНИИШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ производства заготовок | 1977 |
|
SU735336A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для подачи пильного полотнища при нарезке на нем зубцов | 1927 |
|
SU8061A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
