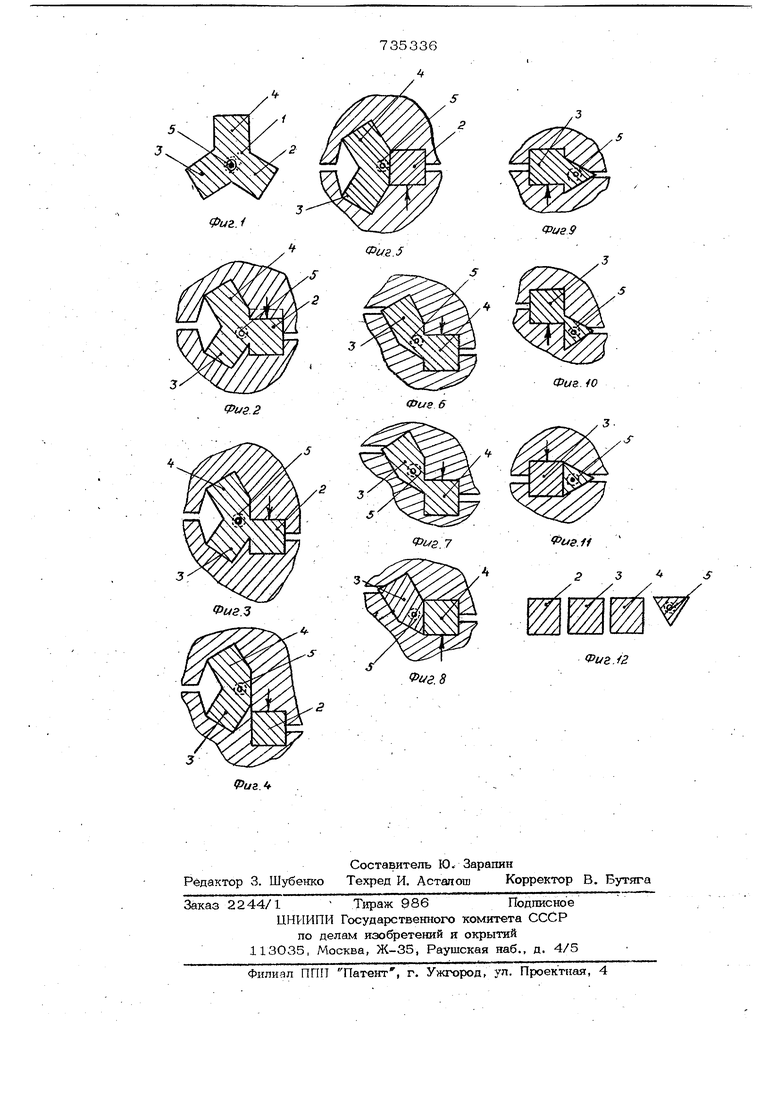
, (54) СПОСОГ ПРОИЗВОДСТВА ЗАГОТОВОК Изобретение относится к металлургии и может быть использовано при разработке технологии непрерывной разливки И последующей прокатки загчзтовок, служащих полуфабрикатами iroTOBoro проката, Известен способ производства заготовок, включающий непрерывную отливку симметричного трехлучевохх) профиля С основанием луча в зоне его сочленени с другими лучами, равньтм 0,72-2,3 дли ны грани луча, а вторьм основанием, равным 0,5-1,0 длины грани луча, и последующее отделение лучей друг от друга Ш. Недостаток известного способа - повышенный расходный коэффициент металл так как отделение лучей друг от друга известными методами газокислородной резки вызывает потери металла в угар и окалину. Цель изобретения - снижение расхода металла н улучшение качества пьверхнос отделяемых лучей. Цель достигается тем, что лучи профиля отделяют поочередно -путем преимущественного воздействия ка шбром npoiкатного валка на одну из граней одного луча в направлении, перпендикулярном радиусу луча, и кантовки раската после отделения каждого луча, а после сдвига луча на велич1шу О,57-О,92 длинь грани луча меняют таправление сдвига на противоположное, Суш,ество способа поясняется чертежами, где на.фиг, 1-12 показано : . последовательное отделетше лучей от трехлучевого профиля,. На устанот ке непрерьтной разл1-тки отливают трехлучевой профиль 1, причем его Jjy4K 2,3 и 4 не имеют дефектов осевой зоны.. Ликвацшнная зона 5 расположена Bi сердцевине трехлучевого щх) филя 1. После отливтш профиль 1 режут ца мерные длины, подогревают, до температ фы прокатки и подают на прокатный стан, В валках прокатного стана в первом пропуске (фиг,2) луч 2 смещают относительно сочлененных с ним лучей 3 и 4. Смещение луча 2 осуш.ествляют путем обжатия его по грани (указано стрелкой), fo есть лучи 3 и 4 удерживаются, а луч 2 в результате обжатия смещается относительно них. При дальнейшей прокатке (фиг.З и 4) луч 2 полностью отделяется от лучей 3 к 4 . Более целесообразно, однако, после того, как произведен сдвиг луча 2 на величину 0,57-0,92 длины грани луча, изменить направление сдвига на противоположное, как показано на фиг,5. В этом случае углы лучей получаются округленными, а грань луча, по которой идет отделение, - более качественной. Так как для разделения лучей наиболее благоприятное положение, когда грань отделяемого луча параллельна оси валка , то после отделения луча 2 остав щиеся сочленнымй лучи 3 и 4 кантуют, Кантовка производится вдоль продольной оси раската. Дальнейшее отделение луsjeft 3 и 4 друг от друга, а тазсже сердцевины от луча 3 аналогично выполненному (фиг. ). В результате отделения получают три сортовые заготовки 2,3 и 4 (фиг . 12) и сердцевину. заготовки 2,3 и 4 свободны от дефектов в осевой зоне и могут быть исполызованы для деталей ответственного назначения. П р и м е р. На машине непрерывного литья отливается трехлучевой прЬфиль из стали ШХ15. Все его лучи рав.ны и сочленены между собой под углом 120 . Лучи профиля в поперечном сече НИИ имеют форму квтдрата со стороной 42 мм. В лучах m ,лля полностью отсу ствуют рыхлость и ликвация хрома и углерода. Профил1 прокатывается па пол 7 4 непрерывном стане 300, где за З.пропуска отделяется каждый луч, т.е. после 9 пропусков имеем три заготовки 37x43,6 мм и сердцевину треугольной формы. В дальнейшем заготовки прокатывают в круг диаметром 12 мм, каКйбруют и направляют на изготовление шариков для подшипников. Сердцевину отправляют в сталеплавильный цех на переплавку. Формула изобретения 1 Способ производства заготовок, включающий непрерывную отливку симметрично трехлучевого профиля, с основанием луча в зоне его сочленения с другими лучами равным 0,72-2,3 длины грани луча и вторым основаютем равным 0,51,0 длины грани луча, и последующее отделение лучей друг от друга, отличающийся тем, что, с целью снижения расхода металла, лучи профиля отделают поочередно путем преимущественного воздействия калибром прокатного валка на одну из граней одного луча в направлении, перпендикулярном радиусу луча, и кантовки раската после отделения каждого луча. 2. Способ по п. 1, о т л и ч а ю щ и и с я тем, что, с целью улучшения качества поверхности отделяемых лучей после сдвига луча на величину 0,570,92 длины грани луча меняют направление сдвига на противоположное. Источники информации, принятые во. внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2437943/02, кл. В 21. В 1/02, 1976.
«г.З
Фиг. 8
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства заготовок | 1979 |
|
SU801908A1 |
| Способ прокатки | 1979 |
|
SU804012A1 |
| Способ производства заготовок | 1978 |
|
SU806171A1 |
| Способ производства заготовок | 1978 |
|
SU806168A1 |
| Способ получения заготовок | 1979 |
|
SU1036407A2 |
| Способ производства заготовок | 1981 |
|
SU1014180A1 |
| Способ производства заготовок | 1978 |
|
SU806172A1 |
| Способ производства сортовых заготовок | 1977 |
|
SU735337A1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Способ производства листов | 1983 |
|
SU1176983A1 |