(54) СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК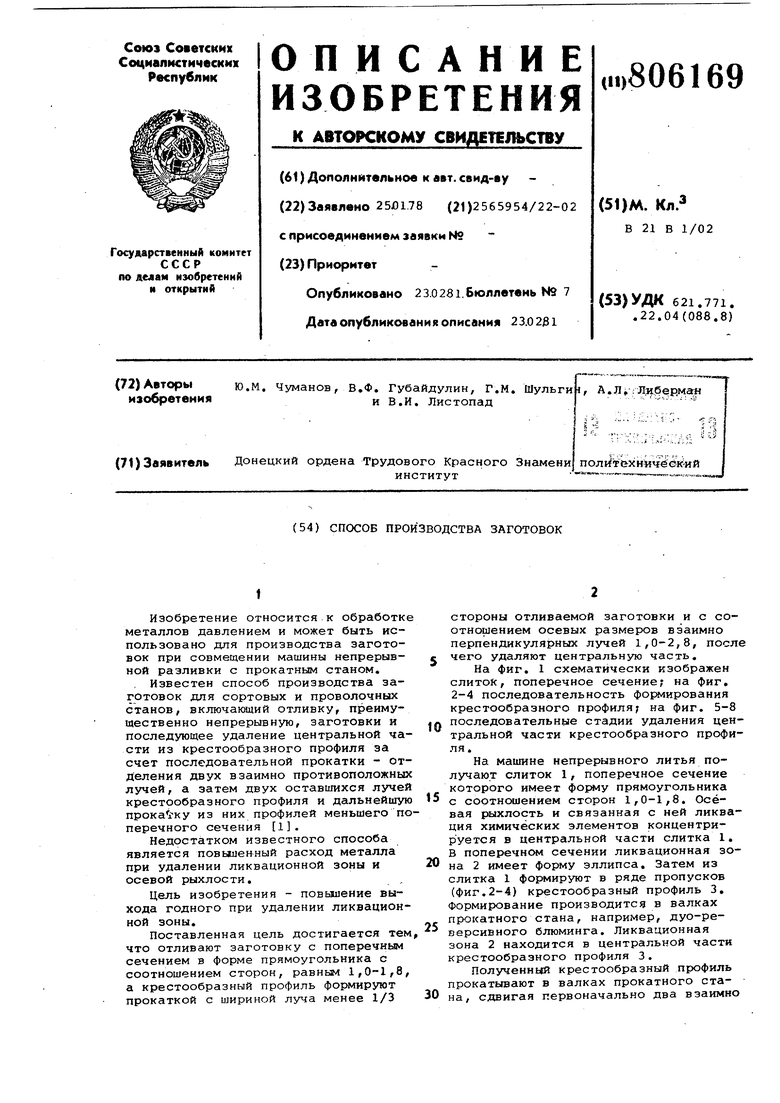
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства заготовок | 1979 |
|
SU801908A1 |
| Способ производства сортовых заготовок | 1977 |
|
SU735337A1 |
| Способ прокатки | 1979 |
|
SU804012A1 |
| Способ получения заготовок | 1979 |
|
SU1036407A2 |
| Способ производства листов | 1983 |
|
SU1176983A1 |
| Способ производства сортовых заготовок | 1977 |
|
SU740310A1 |
| Способ производства заготовок | 1986 |
|
SU1357090A1 |
| Способ производства заготовок | 1978 |
|
SU806172A1 |
| Способ производства заготовок | 1978 |
|
SU806171A1 |
| Способ изготовления поковок | 1980 |
|
SU854534A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано для производства заготовок при совмещении машины непрерывной разливки с прокатным станом.
, Известен способ производства заготовок для сортовых и проволочных станов, включающий отливку, преимущественно непрерывную, заготовки и последующее удаление центральной части из крестообразного профиля за счет последовательной прокатки - отделения двух взаимно противоположных лучей, а затем двух оставшихся лучей крестообразного профиля и дальнейшую прокагку из них профилей меньшего поперечного сечения 1.
Недостатком известного способа является повыиенный расход металла при удалении ликвационной зоны и осевой рыхлости.
Цель изобретения - повыоение выхода годного при удалении ликвационной зоны.
Поставленная цель достигается тем что отливают заготовку с поперечным сечением в форме прямоугольника с соотношением сторон, равным 1,0-1,8, а крестообразный профиль фopмиpsют прокаткой с шириной луча менее 1/3
стороны отливаемой заготовки и с соотношением осевых размеров взаимно перпендикулярных лучей 1,0-2,8, после чего удаляют центральную часть.
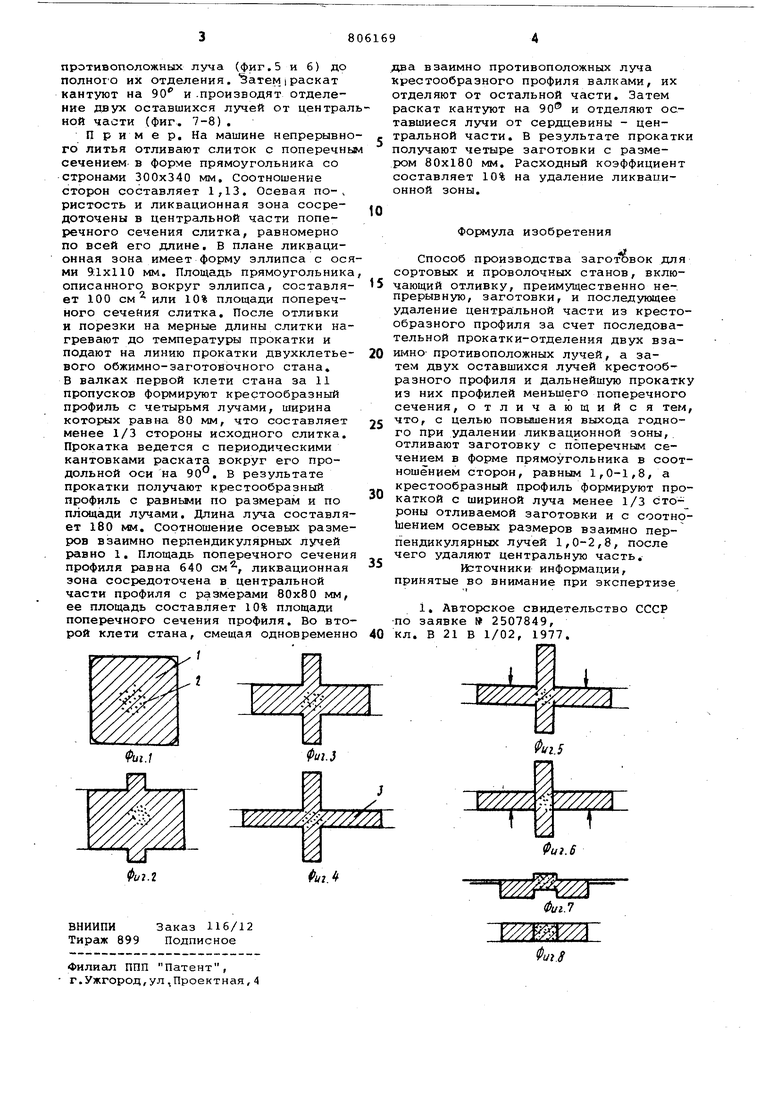
На фиг. 1 схематически изображен слиток, поперечное сечение; на фиг. 2-4 последовательность формирования крестообразного профиля; на фиг. 5-8 последовательные стадии удаления цен0тральной части крестообразного профиля .
На машине непрерывного литья получают слиток 1, поперечное сечение которого имеет форму прямоугольника
5 с соотношением сторон 1,0-1,8. Осевая рыхлость и связанная с ней ликвация химических элементов концентрируется в центральной части слитка 1. В поперечном сечении ликвационная зо0на 2 имеет форму эллипса. Затем из слитка 1 формируют в ряде пропусков (фиг.2-4) крестообразный профиль 3. Формирование производится в валках прокатного стана, например, дуо-ре5версивного блюминга. Ликвационная зона 2 находится в центральной части крестообразного профиля 3.
Полученный крестообразный профиль прокатывают в валках прокатного ста0на, сдвигая первоначально два взаимно
