(54) СПОСОБ ПРОИЗВОДСТВА СОРТОВЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства сортовых заготовок | 1977 |
|
SU740310A1 |
| Способ производства заготовок | 1979 |
|
SU801908A1 |
| Способ прокатки | 1979 |
|
SU804012A1 |
| Способ производства заготовок | 1978 |
|
SU806169A1 |
| Способ получения заготовок | 1979 |
|
SU1036407A2 |
| Способ производства заготовок | 1977 |
|
SU735336A1 |
| Способ прокатки сортового металла | 1978 |
|
SU710679A1 |
| Способ производства заготовок | 1978 |
|
SU806172A1 |
| Способ производства заготовок | 1981 |
|
SU1014180A1 |
| Способ производства листов | 1983 |
|
SU1176983A1 |
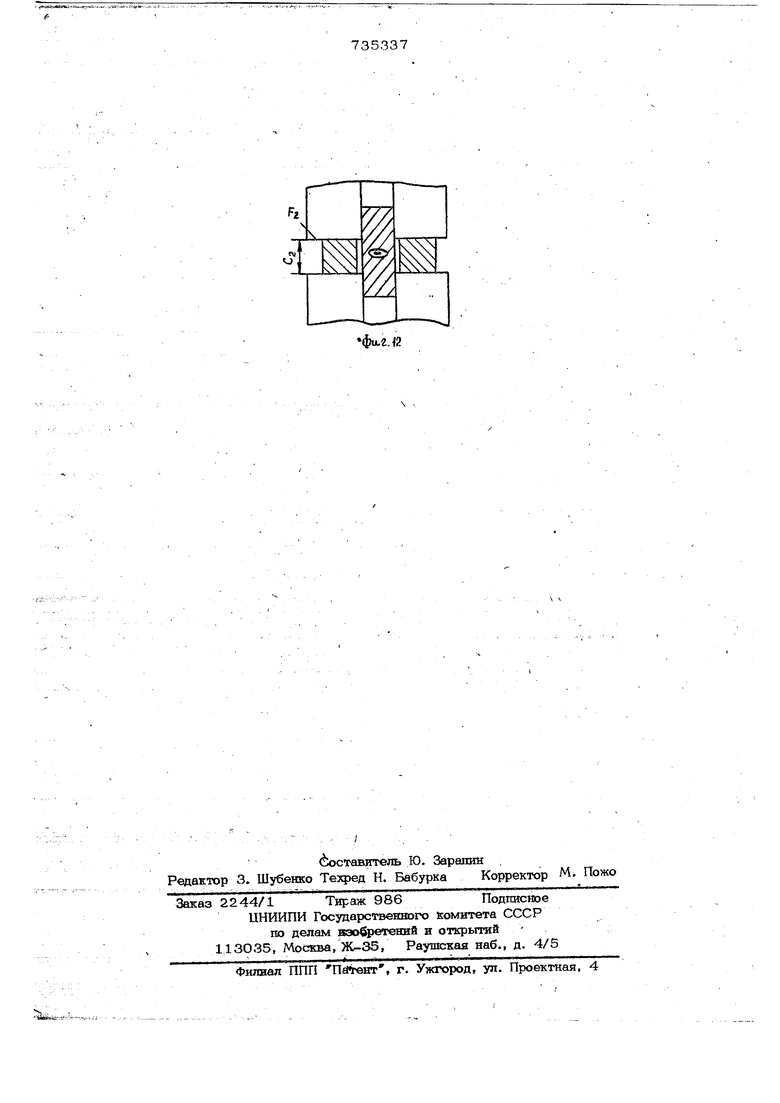
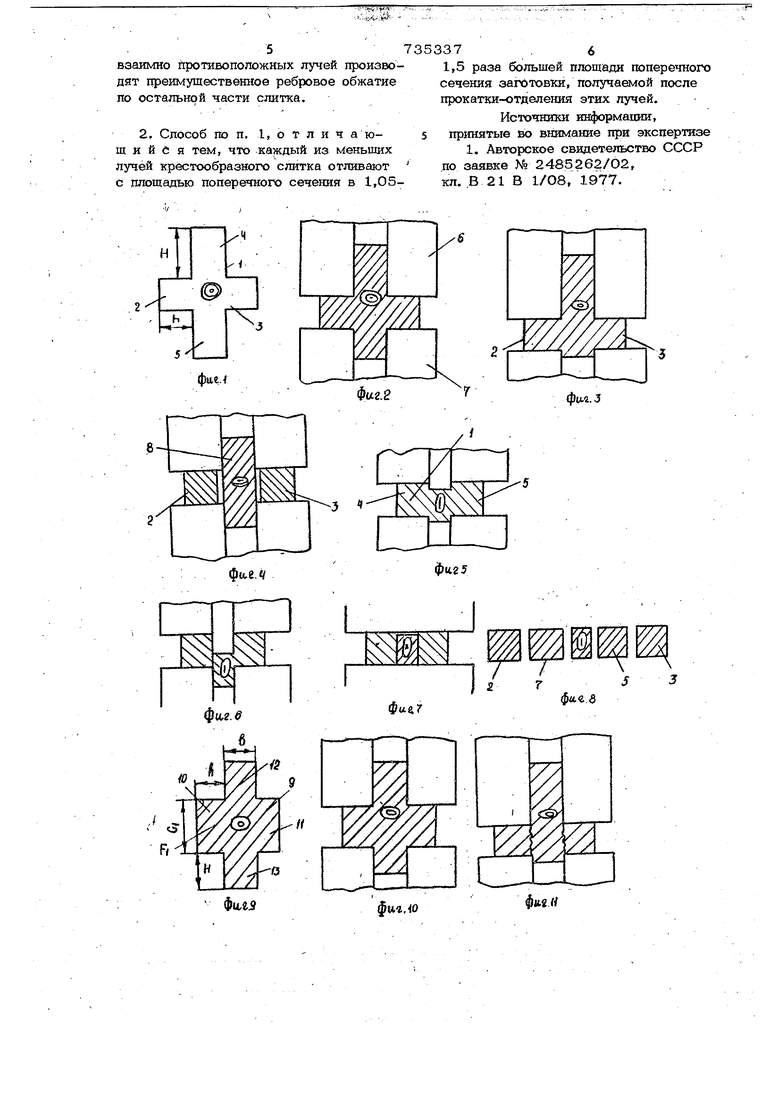
1 ч Изобретение относится к металлургии а именно к технологии производства полупродукта и может быть использовано на существующих или создаваемых комплексах совмещения и сочетавши непрерывной разливки с прокаткой. Известен Способ производства сортовых заготовок, включающий отливку слит ков в виде креста, удаление центральной части слитка за счет последовательной прокатки- отделения двух взаимно противоположных лучей, а затем двух остав1Щ1ХСЯ лучей крестообразного слитка и последующую прокатку из тшх профилей меньшего поперечного сечения 1 . Недостаток известного способа - боль щой отход металла (до 20%) при удалении ликвационной зоны и осевой пористости. Цель изобретения - снижение отходов при удалении ликваиионной зоны и осевой пористости. Цель достигается тем, что крестообр ный слиток отливают с соотношением осе вых размеров взаимно перпеншйулярных лучей 1,05-1,5, а затем одновременно с прокаткой - отделением двух меньших взаимно противоположных лучей производят преимущественное ребровое обжатие по остальной части слитка, а каждый из меньших лучей.крестообразного слитка отливают с площадью поперечного сечения в 1,05-1,5 pa3ia большей площади поперечного сечения заготовки, получаемой после прокатки-отделепня этих лучей. На фиг. 1 приведена схема 1фестообразного слитка; на фиг. 2-8 последовательные стадии отделения в валках , центральной части стштка; на ф1вг. 9-12 последовательные стадии отделения в валках меньших лучей. Крестообразный слиток условно делится на 5 основных участков, а именно, центральный участок 1 с ликвационной зоной, образующейся в процессе кристаллизации, и четыре луча 2,3,4 и 5, лишенных лисвации, пористости и других макродефектов. При определенных парамет рах геометрии участков и процесса разпив ки получают величину ликвационной зоны меньшую, чем центральная часть 1 .На границе перехода каждого луча в централь ную часть получают также здоровый метал Лучин 4 и 5 выполняют большими, ч& лучи 2 II 3 в 1,О5 раза, то есть отнон 1,05-1,5. Отделение центральной части слитка производят в следующей последовательности. Валками 6 и 7 с ручьями одновремен но со сдвигом лучей 2 и 3 относительно остальной части раската, обжимают лучи 4 и 5. (Одна из промежуточных фа прокатки показана на фиг. 3). При этом режим деформации выбирают таким, чтобы не произошло отделение лучей 2 и 3 от остальной части раската. Отделение производят в калибре (фиг.4), где одновременно с противоположным сдвигом лу чей 2 и 3 окончательно обжимают часть раската 8. Первую фазу п хжатки-отделения (фиг. 5) осуществляют путем сдвига (фиг.6) и последующего противосдвига (фиг.7) участка 1 относительно лучей 4 и 5. -...,. ,. . .. ..... , ;, ...,;;. . При этом получают отделеймё друг о друга части крестообразного слитка (фиг.8), причем из них (2-5) пригодны для дальнейшей прокатки заготовки. дальнейшей прокатки заготовки. Крестообразный слиток (фиг.9) имее центральную часть 9 и четыре луча 1013. Лучи 10 и 11 вьшолняют такими, что площадь поперечного сечения F каж дого из них больше площади поперечного сечения . заготовки, Г получаемой после прокатки -отделения в 1,05-1,5 раза. Изменение площади осуществляют в основном за счет иа енения размера С по сравнению с С2. Пределы изменения соотношения размеров с.г1,О5-1,5 обусловлены следующими граотгчньгми усйовиямк. Нижний предел 1,05 выёран исходя из необходимой величины степени дефор мации основного элемента по высоте, явл$1ющейся следствием реакция металла от сил, затрачиваемых на деформацию сдвига лучей 2 и 3 или Ю и 11. В своей конечной фазе сдвиг переходит в срео и минимальная степень деформации 1Ййодатся в пределах 1,1-1,05. Меньшие величины степени деформации ни теоретически, ни по данным опытов на 74 тане 280 ДПИ не приводят к желаемым езультатам. Верхний предел 1,5 ограничен условием ристаллизации крестообразного слитка. о экспериментальным данным НИИЧермета отношение высоты луча к го ширине более 1,5 приводит к локаизации ликвационной зоны в самом луче не происходит ее вытеснения в центральную часть, слитка. Пример. Сортовую заготовку ВО, используемую для дальнейшей прокатки тфофил й меньшего поперечного сечения, получают из крестообразного слитка следующих параметров. Лучи 10 и 11 (фиг.9) имеют размеры hxc 78x90 мм, лучи 12 И 13 Н X Ь 90x100 мм. При этом отношение т- 1,154. Прокатку ведут в валках дуо- реверсивно.го стана 85О. Усредненная степень деформации по пропускам 1,15. За 4 пропуска отделяют два луча с конечными размерами 80x80 мм. После этого кантуют оставшуюся часть сечением 90x210 мм и прокатывают за 3 пропуска с получением заготовок 80x80 мм: и центральной части раската 75x50 мм. Размер 75 мм получается вследствие утяжки менее массивного элемента раската при сдвиговой деформа.ции. . В результате прокатки - отделения имеем площадь поперечного сечения здорового металла 4х8%х80%хО,96оику2 .,-24576 мм , а центральной дефектной части 4х75%х50хО,96-36ОО мм, тта| -«ттг ylvTRO/„С/ / -Ч/- rtf-,V Отсюда процент отходов составляет 5600x100 14,65%. 24576 Формула изобретения 1. Способ производства сортовых заготовок, включающий отливку слитков в виде креста, удаление центральной части слитка за счет последовательной прокатки-отделения двух взаимно противоположных лучей, а затем двух оставшихся лучей крестообразного слитка и последующую прокатку из них профилей меньшего поперечного сечения, отличающийся тем, что, с цепью . снижения отходов гфи удале ши ликвационной зоны и осевой пористости, крестообразный слитрк отливают с соотношением осевьгх размеров взаимно перпендикулярных лучей 1,О5-1,5, а затем одновременно с прокаткой-отделетшем двух меньших
взаимно йротивоположных лучей произво дят преимущественное ребровое обжатие по остальной части слитка.
1,5 раза большей площади поперечного сечения заготовки, получаемой после прокатки-отделения этих лучей. Источники информации, 5 принятые во внимание при экспертизе
ГГРО фа1.5
/
-Ъ
,/
фае.ч
фаг 5
фи,г.&
фиа
t 77/
;dmv
VW///A
« 7
-о
Z
Фае5
«м
tj
