центроиде обкаточного инструмента профилируют канавки с кривизной наименьшего радиуса,
Ь
Y- Cos
1 i-H1
Изобретение относится к машиностроению и может быть использовано при изготовлении многолезвийного режущего инструмента.
Цель изобретения - расширение технологических возможностей путем использования обкатного инструмента при обработке изделий различных типов сверл, зенкеров, фрез и т.д.
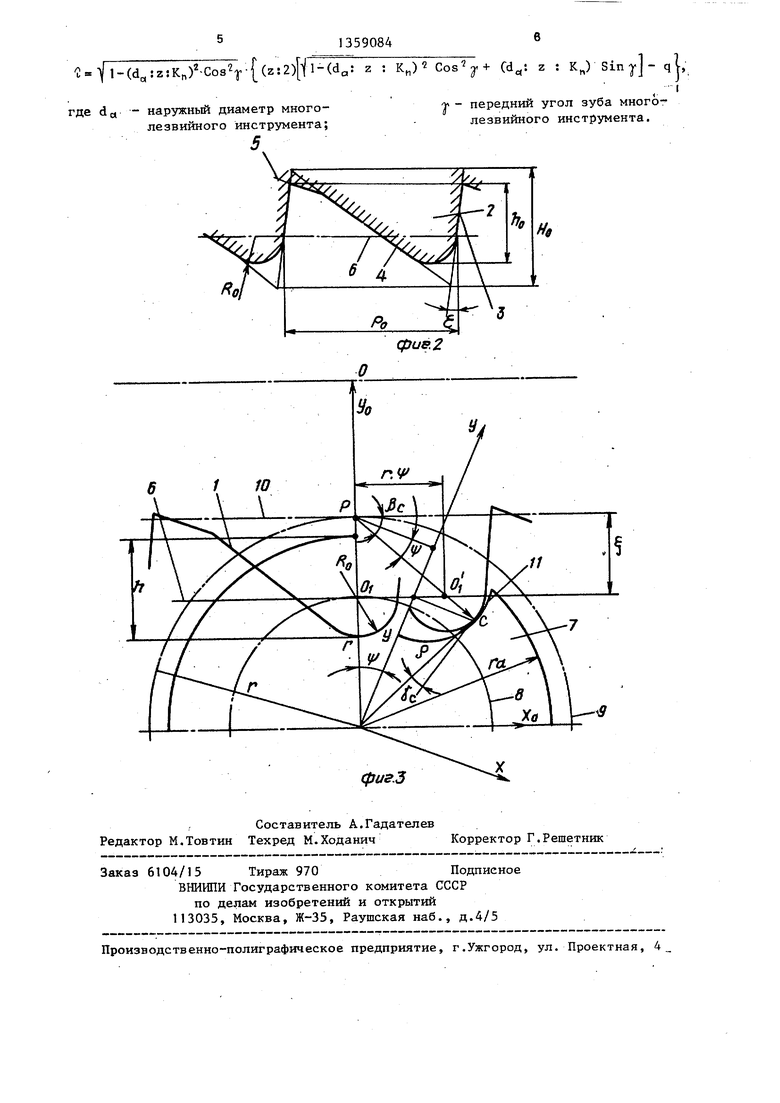
На фиг.I показана схема сопряжения обкатного и многолезвийного инструментов; на фиг.2 - исходньш контур обкаточного инструмента для профилирования многолезвийного инструмента; на фиг.З - схема профилирования циклоидальной канавки многолез - вийного инструмента.
Для осуществления способа методом обкатки используют реечный или цилиндрический обкаточный инструмент 1, профиль зубьев 2 которого соответствует исходному контуру, представляющему собой скошенные клинья с закругленными вершинами. Укороченная боковая сторона ограничена прямой линией 3, удлиненная - прямыми 4,5. Удлиненная сторона может быть очерчена вогнутой кривой. Начальное положение центроиды совмещено с центрами дуг окружностей, скругляющих вершины. Параметры контура зуба определены в зависимости от эталонного параметра К следующими соотношениями: шаг зубьев: Ро
К
теоретическая высота зуба HU 2,2 К„; рабочая высота зуба h 1,5 К,,; радиус закругления вершины RO q-K (,5- коэффициент радиуса скругления вершины зуба). При скругленйи профиля зубьев обкаточного инструмента радиусом Rg 0,5 К„ обеспечивается циклоидальный профиль стружечных канавок, удовлетворяющий
.,.(.-.-.,Co jM/:|;-)-slnri-qj,
где d - наружньм диаметр многолёз вийного инструмента, - передний уг0л зуба многолезвийного инструмен- та. 3 ил.
стандартным значениям и имеющий объем, достаточный для размещения стружки.
Угол , между укороченной боковой стороной (прямая 3) и перпендикуля- ром к центроиде 6 не превьшгает значения. 7 ° 40.
При осуществлении способа обкаточный инструмент 1 устанавливают на глубину h относительно наружной цилиндрической поверхности радиусом dd
2
многолезвийного инструмен-
та 75 совмещая вершину Г зуба 2 с линией кратчайшего межосевого расстояния 00. При этом, центр дуги окружности радиусом RO,скругляющей вершину профиля зуба обкаточного ин-- струмента, является точкой касания
начальной центроиды .6 с исходной окружностью 8 диаметром d .Исходная окружность - делительная окружность 9 наименьшего диаметра, при
обкатке которой по начальной центроиде 6 получают канавки мнбголезвийно- го инструмента наименьшей высоты и с профилем, выполненным по дуге ок-, ружности с наименьшим радиусом
0 .fo 0Глубину стружечньк канавок h, так же как наружный диаметр d назначают по геометрическому ряду с тем же знаменателем ( , что и для ряда эта-
35 лонных параметров К в соответствии с зависимостью:
j -i .
40
h q.
Обкатку производят при смещении центроиды IО от начального положения ее и соответственно делительной окружности 9 диаметром d от исходной окружности 8 на величину ,
удовлетворяющей условию кратности z длине делительной окружности окружному шагу зубьев или условию кратности Z диаметру делительной окружности d эталонному параметру
К„(где z --- -число зубьев
п многолезвийного инструмента).
При обкатке центр 0 дуги скруг- ления вершины нрофиля зуба обкаточного инструмента 1 перемещается вдоль начальной центроиды 6 и про- филирует канавки 11 многолезвийного инструмента циклоидального профиля по эквидистанте удлиненной эвольвенты (или по эпитрохоиде для обкаточных инструментов цилиндрического типа).
Производительность профилируемог многолезвийного инструмента зависит от объема стружечной канавки, который характеризуется глубиной h стружечной канавки и радиусом кривизfc
ны f для канавки. Радиус кривизны как:
1 определяется
Ро
ч
КоГ + R
М или выражая f ,
эталонный параметр;
R,
и
(
21 +
-)
К,
z +
Глубина стружечной канавки h опеделяется как:
h q.K у ,
де z - число зубьев инструмента; К| - эталонный параметр, выбираемый из геометрического ряда нормальных линейных размеров;
(( - знаменатель геометрического ряда;
j - натуральное число;
q - коэффициент радиуса дуги скругления вершины профиля зуба обкаточного инструмента (принимается 0,5)f, - коэффициент смещения делительной окружности относительно исходной, при обкатывании которой по центроиде обкаточного инструмента профилируют канавки с кривизной наименьшего из радиуса:
f -fe) {-iSin - q|,
do ,1
(
Cos
/da
-K--)
Z.K/
где
daнаружный диаметр многолез-r вийного инструмента; - передний угол зуба многолезвийного инструмента.
Формула изобретения
Сйособ профилирования многолезвийного режущего инструмента с циклоидальным профилем стружечной канавки при обработке обкатным инструментом, исходный контур которого обра- зован на базе инструментальной рейки, вершина совмещена с линией кратчайшего межосевого расстояния обкаточного и многолезвийного инструмента, а профиль обкаточного инструмента представляет собой сопряженную с циклоидальным профилем канавки многолезвийного инструмента кривую, о т -- личающийся тем, что, с целью расширения технологических возможностей, параметры циклоидального профиля канавки многолезвийного инструмента определяют из соотношений
(2СЧ
-2l5l
К
п
0
5
0
5
где j h - z К j
q
радиус кривизны дна стружечной канавки;
глубина стружечной канавки; число зубьев многолезвийного инструмента; эталонный параметр, выбираемый из геометрического ряда нормальных линейных размеров;
-знаменатель геометрического ряда;
-натуральное число;
-коэффициент радиуса дуги скругления вершины профиля зуба обкаточного инструмента;
-коэффициент смещения дели-, тельной окружности относительно исходной, при обкатывании которой по центроиде
, обкаточного инструмента профилируют канавки с кривизной наименьшего радиуса
1
l-(,) -Cos2y-{(z:2)il-( z : К) z : К J Sin y - q|,
где dot - наружный диаметр многолезвийного инструмента;
5
Г - передний угол зуба многолезвийного инструмента.
фие.2
фиг.З
Составитель А.Гадателев Редактор М.Товтин Техред М.Ходанич Корректор Г.Решетник
Заказ 6104/15 Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4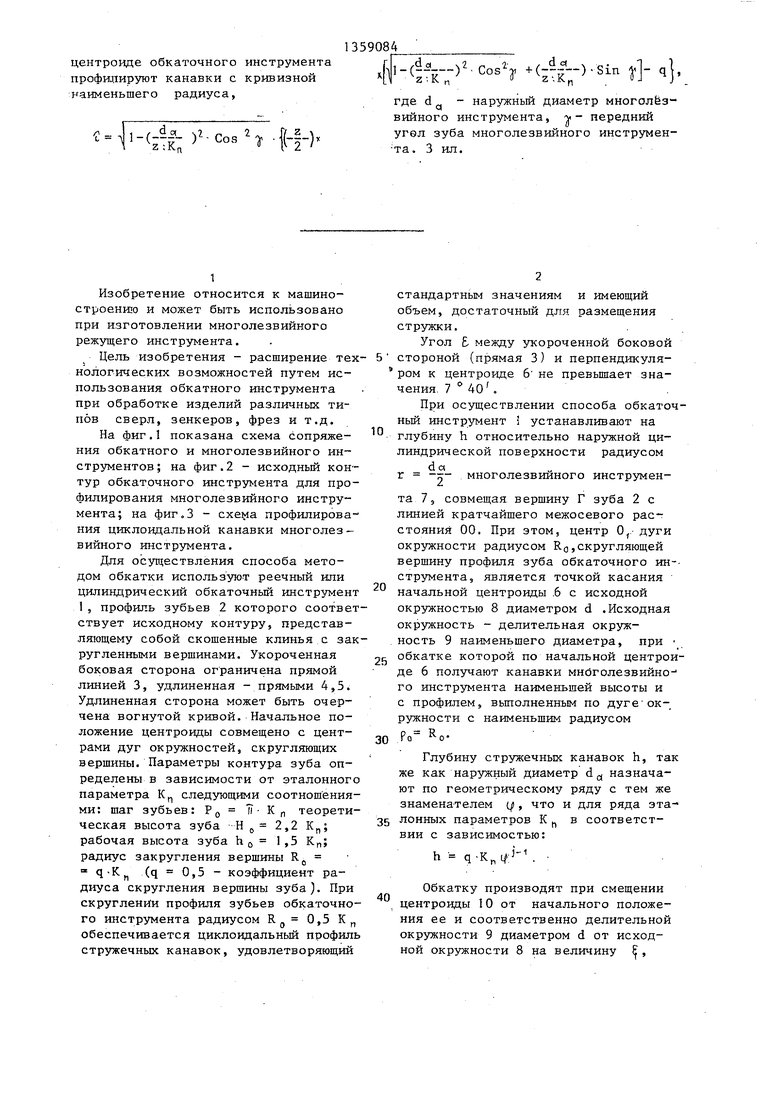
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поперечной прокатки заготовок режущего инструмента и ролик для его осуществления | 1984 |
|
SU1281327A1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| ЦИКЛОИДАЛЬНО-ЭВОЛЬВЕНТНОЕ ЗУБЧАТОЕ ЗАЦЕПЛЕНИЕ | 1993 |
|
RU2113643C1 |
| РОТОРНО-ВРАЩАТЕЛЬНАЯ МАШИНА | 1993 |
|
RU2062907C1 |
| РОТОРНО-ВРАЩАТЕЛЬНАЯ МАШИНА | 1996 |
|
RU2113622C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1970 |
|
SU271253A1 |
| ГЕРОТОРНЫЙ МЕХАНИЗМ | 2002 |
|
RU2250340C2 |
| СЧЕТЧИК ЖИДКОСТИ ВИНТОВОЙ | 2006 |
|
RU2324902C1 |
| Способ изготовления зубчатого профиля | 1985 |
|
SU1319990A1 |
| ДОЛБЯК ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС ЦЕВОЧНОГО ЗАЦЕПЛЕНИЯ | 2000 |
|
RU2185265C2 |
Изобретение относится к области машиностроения и может быть ис-г пользовано при изготовлении многолезвийных режущих инструментов. Целью изобретения является расширение технологических возможностей путем использования инструмента при обработке изделий различных типов (сверл, замеров, фрез и т.д. ). Способ профилирования многолезвийного режущего инструмента 7 с циклоидальным профилем стружечно й канавки 1.1 реализуется обкаточным инструментом 1, исходный контур которого спрофилирован на базе инструментальной рейки. Вершина режущего зуба 2 обкаточного инструмента совмещена с линией кратчайшего межосевого расстояния 0-0 обкаточного I и многолезвийного 7 инструментов, а профиль представляет собой сопряженную с циклоидальным профилем канавки 11 многолезвийного инструмента кривую, причем параметры циклоидального профиля канавки многолезвийного инструмента определяют из соотношений p(,z):(z + -г) -к„, h q-Kj - ( где р - радиус кри-г , визны для стружечной канавки; h - глубина стружечной канавки; z - число зубьев многолезвийного инструмента; Кл - эталонный параметр, выбранный из геометрического ряда нормальных линейных размеров; if- знаменатель геометрического ряда; j - натуральное число; q - коэффициент радиуса дуги скрутления вершины профиля ряда обкаточного инструмента; С - коэффициент смещения делительной окружности относительно исход- . . ной, при обкатывании которой :по с Q (Л 00 ел со О 00 4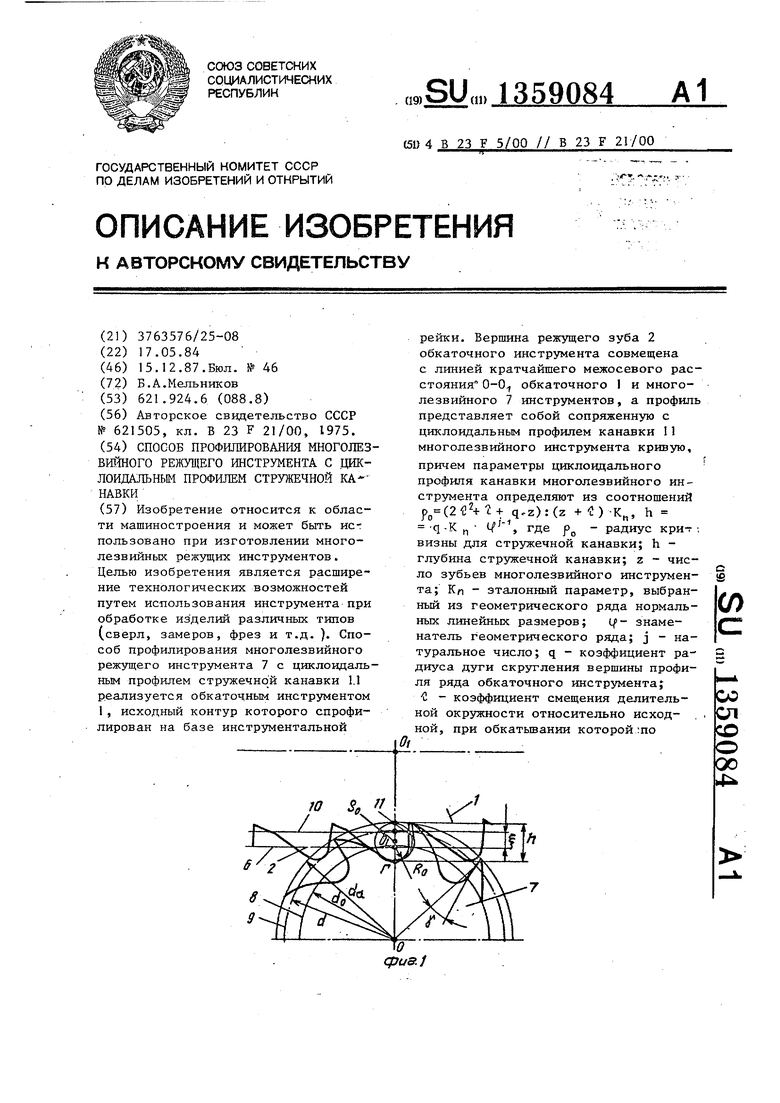
| "Инструмент для обработки зубчатых изделий по методу обкатки с поднутренной поверхностью зубьев | 1975 |
|
SU621505A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
