Изобретение относится к техноло-
Г1
гии прокатного производства, а именно к способу и инструменту для изготовления заготовок режущего инструмента типа фрез, разверток, зенкеров и т.д. поперечной прокаткой.
Цель изобретения - повышение качества заготовок путем исключения не доката и зон с остаточными растягивающими напряжениями, а также расширение технологических возможностей путем обеспечения выполнения заготовок многолезвийного режущего инструмента.
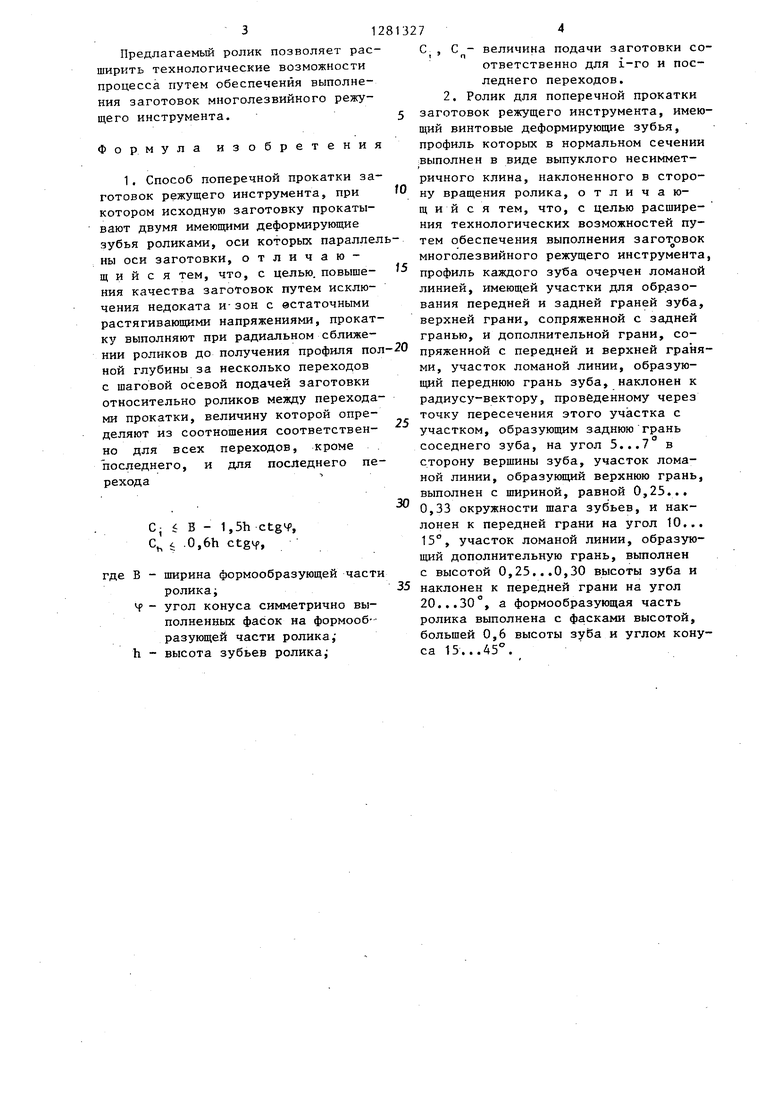
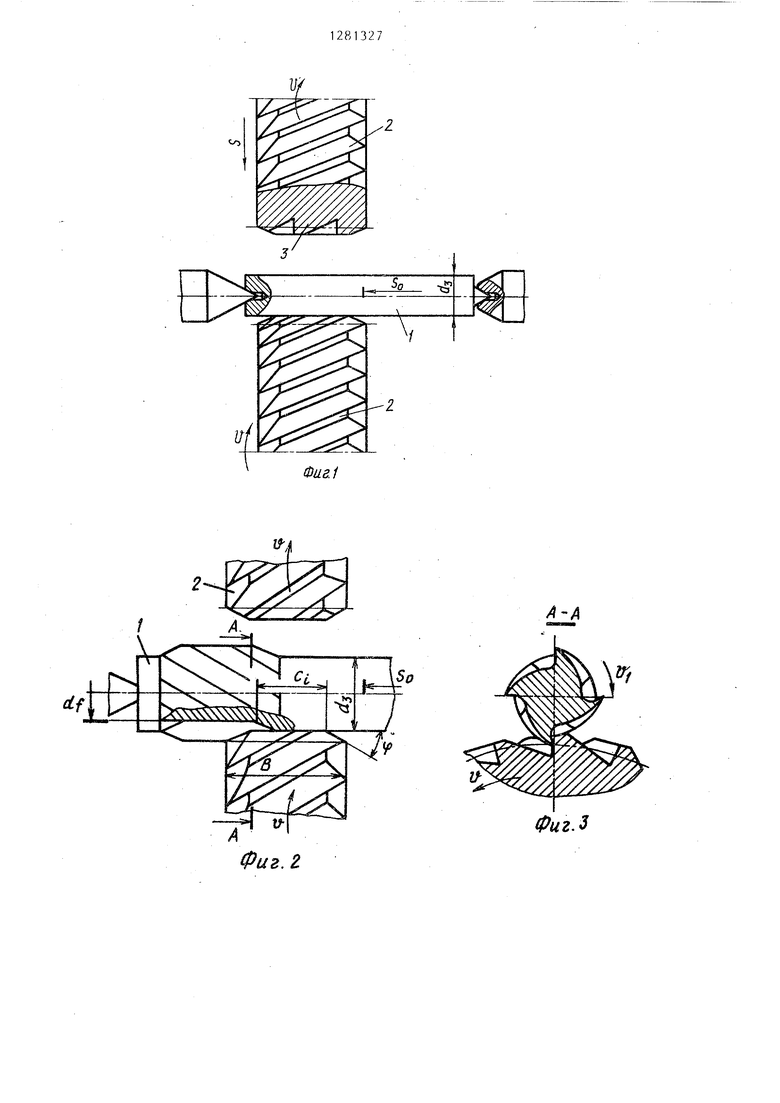
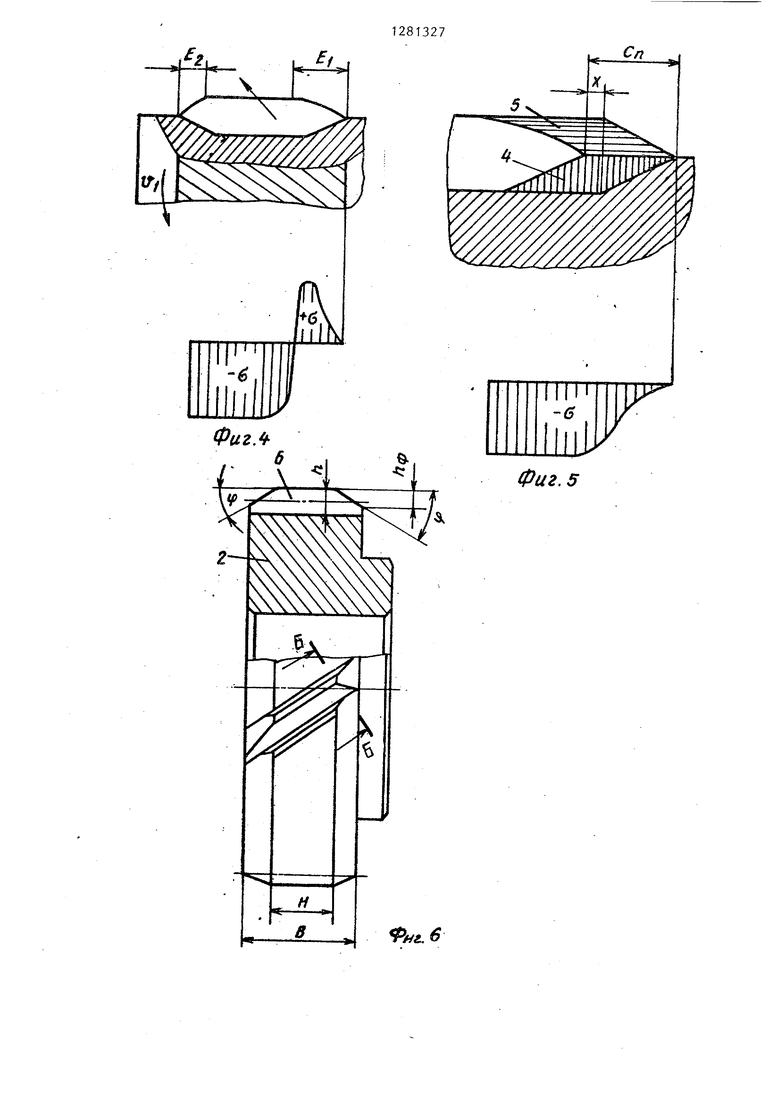
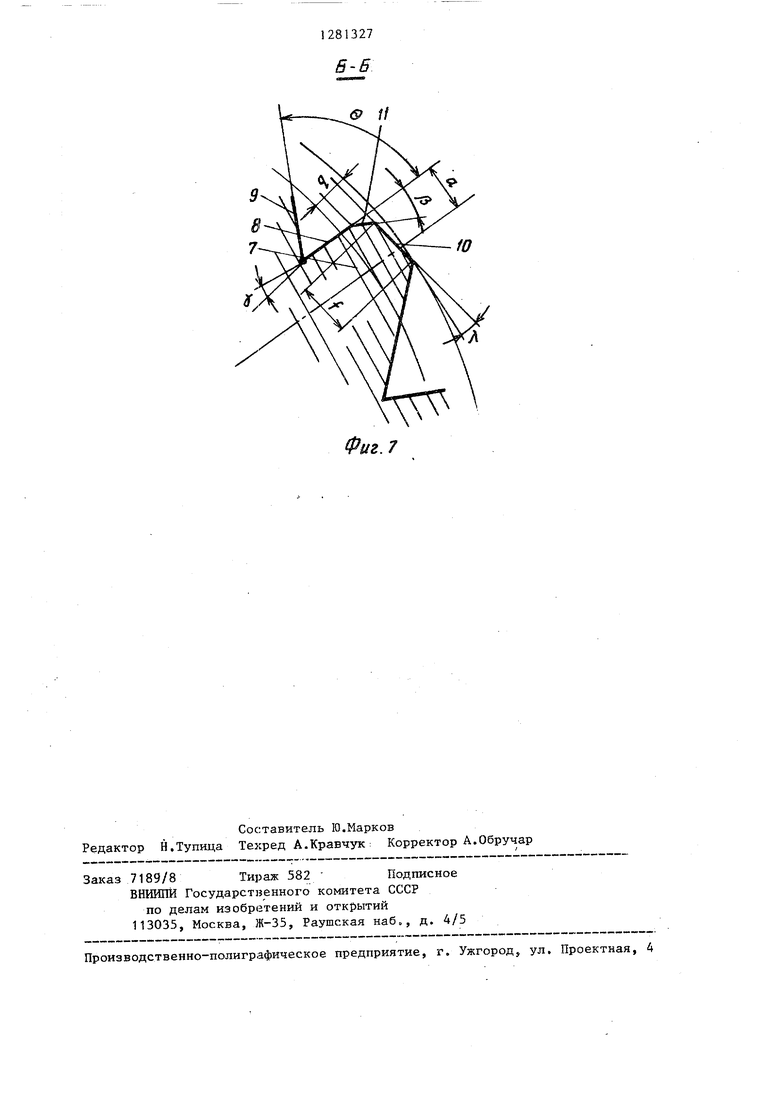
На фиг. 1 показано исходное положение роликов и исходной заготовки при осуществлении способа поперечной прокатки заготовок режущего инструмента, вид сбоку; на фиг. 2 - положение роликов после накатывания части зубьев, вид сбоку; на фиг. 3 - разрез А-А на фиг. 2 на фиг. 4 - схема направления смещения поверхностных слоев деформируемых зубьев и эпюры напряжений по длине зуба на переходах прокатки; на фиг. 5 - схема перераспределений металла, вытесняемого из впадины в вершину зуба, на последнем переходе прокатки и эпюра напряжений по длине зуба; на. фиг. 6 - ролик для осуществления способа, вид сбоку} на фиг. 7 - разрез Б-Б на фиг. 6.
Исходную заготовку 1 прокатывают двумя роликами 2, имеющими дефор мирующие зубья 3, при радиальном сближении роликов до получения про- филя полной глубины. Деформацию осуществляют за несколько переходов с шаговой осевой подачей заготовки относительно роликов между переходами прокатки, величину подачи С определяют из соотношения (для всех переходов, кроме последнего)
С;
В - 1,5h-ctg4i
для последнего готовки
перехода подача заС 0,6h ctg4,.
В - ширина формообразующей части
ролика;
Ч - угол конуса симметрично выполненных фасок на формооЗра- зующей части ролика; Ъ - высота зубьев ролика.
5
0
5
0
5
0
Согласно предлагаемому способу осу-, ществляют прокатку многолезвийных ий- струментов из быстрорежущих сталей с числом зубьев по геометрическому ря- , 4, 8и16, нормсшьный шаг зубьев по делительной окружности Р 1,57; 3,14; 5,01, 6,,28; 10,02 и 12,56 мм, угол фаски.Ч 7...90°, угол наклона зубьев 14°30.. .37°-. Прокатка проводится на модернизированном резьбонакатном станке с числом оборотов шпиндельной бабки 16 об/мин и изменением величины подачи 0,12... 0,30 мм/зуб.
Способ обеспечивает повьшение качества заготовок путем исключения недоката при установленной величине подачи между переходами С, а также зон с остаточными растягивающими напряжениями за счет незначительной величины перекрытия на последнем переходе прокатки, благодаря чему металл, вытесняемый из впадины 4, смещается в радиальном направлении . и заполняет вершину зуба 5. При этом на всей длине зубьев переходного участка обеспечиваются сжимающие напряжения ,
Ролик 2 для осуществления способа имеет винтовые деформирующие зубья 6, профиль которых в нормальном сечении выполнен в виде выпуклого несимметричного клина 7 и очерчен ломаной линией, имеющей участки для образования передней грани 8 зуба задней грани 9, верхней грани 10, сопряженной с задней гранью, и дополнительной грани 11, сопряженной с
д передней и верхней гранями.
Участок ломаной линии, образукнций переднюю грань зуба, наклонен к радиусу-вектору, проведенному через точку пересечения зтого участка
с участком, образующим заднюю грань соседнегб зуба, на угол f 5...7° в сторону вершины зуба, участок ломаной линии, образующий верхнюю грань, выполнен с шириной f 0,25... 0,33 окружного шага зубьев и наклонен к передней грани на угол Д 10... 15, участок ломаной линии, образующий дополнительную грань, выполнен с высотой q О,25.,0,30
высоты зуба и наклонен к передней грани на угол р 20... ЗО. Формообразующая часть ролика выполнена с .фасками высотой h 0,6 высоты зу- ба h и углом конуса 15...45,
Предлагаемый ролик позволяет расширить технологические возможности процесса путем обеспечения выполнения заготовок многолезвийного режущего инструмента.
Формула изобретения
1. Способ поперечной прокатки заготовок режущего инструмента, при котором исходную заготовку прокатывают двумя имеющими деформирующие зубья роликами, оси которых параллельны оси заготовки, отличающийся тем, что, с целью, повышения качества заготовок путем исключения недоката и-зон с естаточными растягивающими напряжениями, прокатку выполняют при радиальном сближе10
J5
С , С - величина подачи заготовки соответственно для i-ro и последнего переходов, 2. Ролик для поперечной прокатки заготовок режущего инструмента, имеющий винтовые деформирующие зубья, профиль которых в нормальном сечении :Выполнен в виде выпуклого несимметричного клина, наклоненного в сторону вращения ролика, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения выполнения заготовок
о
многолезвийного режущего инструмента, профиль каждого зуба очерчен ломаной линией, имеющей участки для образования передней и задней граней зуба, верхней грани, сопряженной с задней гранью, и дополнительной грани, сонии роликов до получения профиля поп-20 пряженной с передней и верхней граняной глубины за несколько переходов с шаговой осевой подачей заготовки относительно роликов между переходами прокатки, величину которой определяют из соотношения соответственно для всех переходов, кроме последнего, и для последнего перехода
С- В - 1,5h ctg f, С .0,6h ctg,
В - ширина формообразующей части
ролика;
Ч - угол конуса симметрично выполненных фасок на формообразующей части ролика,- h - высота зубьев роликаj
С , С - величина подачи заготовки соответственно для i-ro и последнего переходов, 2. Ролик для поперечной прокатки заготовок режущего инструмента, имеющий винтовые деформирующие зубья, профиль которых в нормальном сечении :Выполнен в виде выпуклого несимметричного клина, наклоненного в сторону вращения ролика, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения выполнения заготовок
о
многолезвийного режущего инструмента, профиль каждого зуба очерчен ломаной линией, имеющей участки для образования передней и задней граней зуба, верхней грани, сопряженной с задней гранью, и дополнительной грани, сопряженной с передней и верхней граня0
5
ми, участок ломаной линии, образующий переднюю грань зуба, наклонен к радиусу-вектору, проведенному через точку пересечения этого участка с участком, образующим заднюю грань соседнего зуба, на угол 5...7° в сторону вершины зуба, участок ломаной линии, образующий верхнюю грань, выполнен с шириной, равной 0,25... 0,33 окружности шага зубьев, и наклонен к передней грани на угол 10... 15°, участок ломаной линии, образующий дополнительную грань, вьтолнен с высотой О,25...О,30 высоты зуба и наклонен к передней грани на угол 20...30°, а формообразующая часть ролика выполнена с фасками высотой, большей 0,6 высоты зуба и углом конуса 15. ..45°.
Фи.г.1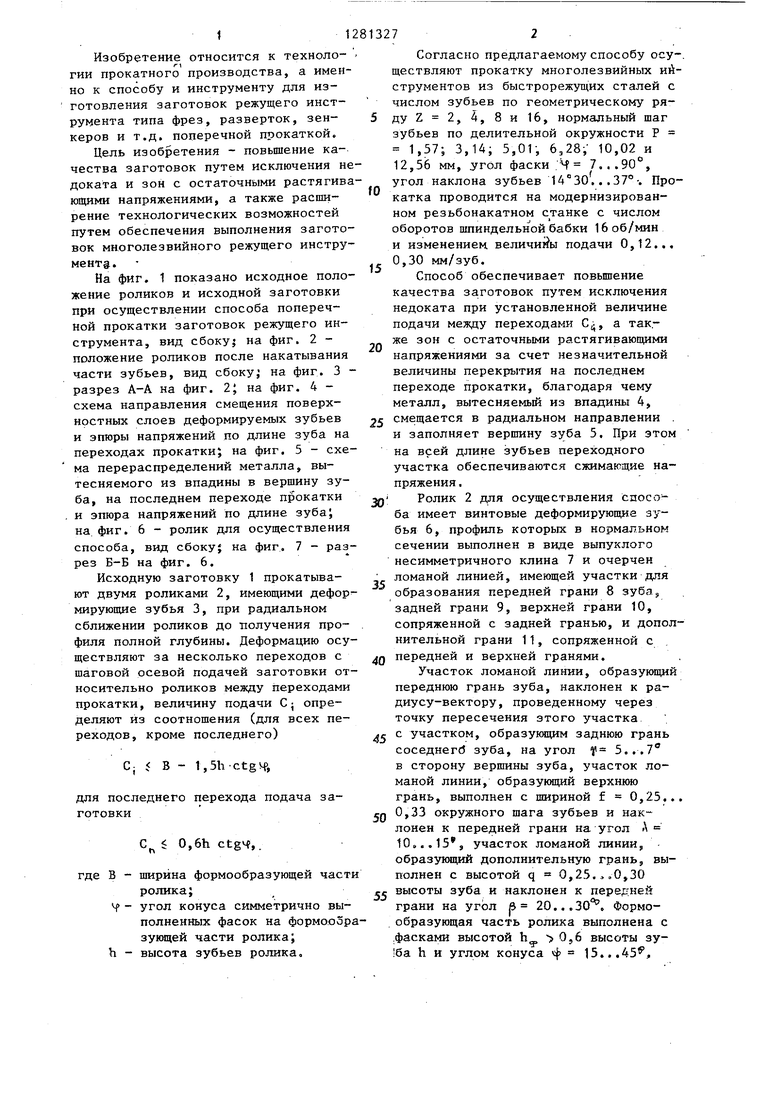
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления зубчатого профиля | 1985 |
|
SU1319990A1 |
| Способ изготовления режущего инструмента с винтовой частью | 1985 |
|
SU1316736A1 |
| Способ профилирования многолезвийного режущего инструмента с циклоидальным профилем стружечной канавки | 1984 |
|
SU1359084A1 |
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
| Инструмент для накатывания зубчатых профилей | 1983 |
|
SU1228952A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЛЕЗВИЙНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2006 |
|
RU2306208C1 |
| Способ поперечной прокатки режущего инструмента и инструмент для его осуществления | 1987 |
|
SU1622068A1 |
| Метчик | 1980 |
|
SU984751A1 |
| РОТАЦИОННАЯ БОРФРЕЗА, СОДЕРЖАЩАЯ ТВЕРДЫЙ СПЛАВ | 2008 |
|
RU2470742C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОБОЛОЧЕК ИЗ ТРУБНЫХ ЗАГОТОВОК И ТРУБНАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК РОТАЦИОННОЙ ВЫТЯЖКОЙ | 2009 |
|
RU2405646C1 |
Изобретение относится к прокатке заготовок многолезвийного режущего инструмента и позволяет повысить качество этих заготовок. Для этого при поперечной прокатке двумя роликами выбирают оптимальный шаг подачи заготовки между переходами в функции ширины роликов и угла конуса их фасок. Зубья роликов выполнены одинаковыми и очерчены в нормальном сечении ломаной линией. На последнем переходе прокатки обеспечивается незначительная величина перекрытия, благодаря чему металл смещается в радиальном направлении и заполняет впадину зубл. При этом на всей длине зубьев переходного участка обеспечиваются сжимающие напряжения, что повышает качество заготовок. 2 с.п. ф-лы, 7 ил. ю 00 00 N9 
йгЖ
А-А
щ
Фиг.З
Фиг. г
Фиг.
Фиг. 5
f Л
х
.
5
Ht,6
6-Б
Ф If
Фиг.7
| 0 |
|
SU82780A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
