Червячная фреза может быть использована на заводах машиностроения для обработки профилей зубьев колес, валиков и других зубчатых изделий с повторяющимися по окружности зубьями (профилями).
Известны червячные фрезы с криволинейным, а с прямолинейным профилями боковых режущих кромок; режущие кромки у последних расположены на винтовой поверхности постоянного или переменного, изменяющегося по длине шага, различного для обеих сторон зубьев.
Предлагаемая червячная фреза отличается от известных тем, что ее зубья выполнены с изменяющимся шагом, одинаковым или различным для обеих сторон зубьев как в осевом направлении, так и по винтовой поверхности.
Предлол енное выполнение червячной фрезы повышает точность обработки зубчатых изделий.
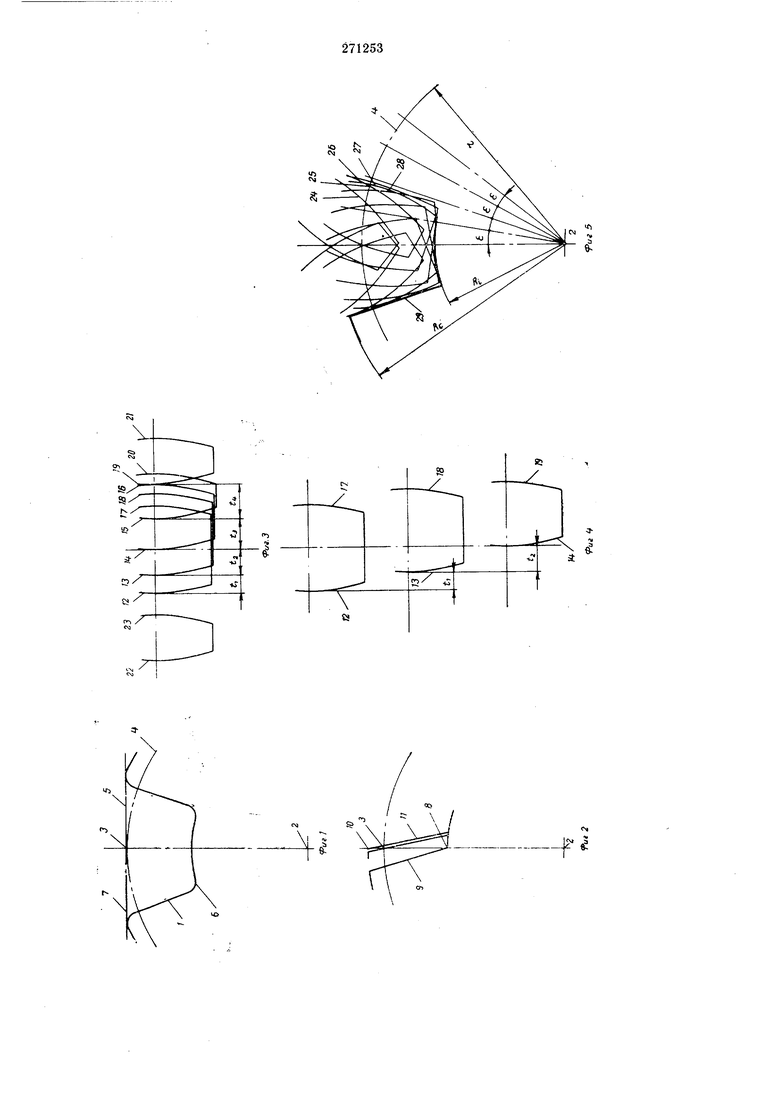
На фиг. 1 показаны профиль / детали, концентричный относительно ее оси 2, получаемый при нормальной обкаточной обработке; полюс профилирования 3, центроида обработки детали - начальная окружность 4, центроида обработки инструмента-начальная прямая 5 инструмента, переходная кривая 6 в основании профиля детали, срез 7 вершины профиля, получающийся при обработке нормальными червячными фрезами с постоянным положением полюса профилирования.
На фиг. 2 показано желательное положение полюса профилирования: в точке 8 для обработки ножки профиля детали в положении .9 и в точке 10 для обработки головки проф) ля в положении 11.
На фиг. 3 - совмещенные в одну плоскость (при вращении фрезы вокруг своей оси) режущие кромки одной ноловины зубьев фрезы: совмещенное полол ение левых режущих кромок 12-16 зубьев фрезы и правых режущих кромок 17-21 тех же зубьев. Левая и правая режущие кромки 22 и 23 зуба фрезы левой половины соответствуют кромкам 16 и 21 правой половины фрезы; доли шага /i, 4, з, U-винтовой поверхности, проходящей через режущие кромки левой стороны зубьев фрезы. На фиг. 4 показан центральный зуб фрезы
с рел ущими кромками /2 и /7 и два последующих зуба фрезы с режущими кромками 13 и /S и М и 19.
На фиг. 5 дана последовательность образования профиля детали при обработке предложенной фрезой.
Червячная фреза с криволинейным профилем боковых кромок, зубья у которой выполнены с изменяющимся шагом, одинаковым или различным для обеих сторон зуТОБОЙ поверхности, позволяет в процессе работы изменять положение и размеры центроид обработки детали и инструмента и положение полюса нрофилирования.
При применении известных червячных фрез с постоянным шагом винтовых поверхностей режущих кромок в процессе обработки размеры центроиды 4 детали и положение центроиды 5 инструмента и полюса профилирования 3 постоянны.
в основании профиля у окружности владин образуется криволинейный участок - переходная кривая 6, уменьшающий правильно обработанный участок профиля / детали, а также возможен срез 7 профиля детали у окружности выступов.
При применении предложенной червячной фрезы образование лрофиля детали происходит, как и при применении известных червячных фрез, в процессе обкаточного движения детали и инструмента методом огибания, но в силу переменной величины шага винтовой поверхности профилей режущих кромок положение полюса профилирования и размеры центроид обработки в процессе обработки изменяются. Закон их изменения должен быть установлен, исходя из желательного изменения условий обработки. Так, например, для удовлетворения указанных выше условий уменьшения переходных кривых в основании профиля детали и увеличения возможности обработки вершины профиля детали, положение центроид обработки и полюса профилирования должны быть такими, чтобы лри обработке ножки профиля детали величины переходных кривых уменьшались, для чего необходимо уменьшение центроиды обработки детали. Полюс Профилирования должен находиться ближе к центру детали, например в точке 8, и профилирование должно происходить при положении 9 детали; для обработки верщйны профиля детали величина центроиды обработки детали должна быть увеличена, полюс профилирования должен быть удален от оси детали и помещен, например, в точку 10 детали (см. фиг. 2). Это достигается соответствующим изменением шага fi, tz, t, 4 профиля зубьев фрезы (см. фиг. 3). Обработка производится при обычных условиях работы червячной фрезы: деталь и фреза совершают равномерные вращательные движения вокруг своих осей. Совмещенные в одну плоскость зубья одной правой стороны фрезы приведены на фиг. 3. В соответствии с изменяющимися величинами доли шага t, t, /3, /4 винтовой поверхности, приходящимися на один угловой щаг зубьев фрезы, изменяется положение режущих кромок зубьев фрезы по
сравнению с их положением у фрез известной конструкции.
Образование профиля детали предложенной фрезой приведено на фиг. 5. Поворот детали равномерный - угол поворота е на один зуб
фрезы (угловой шаг новорота детали на один рез фрезы). Показаны последовательные положения 24-28 зубьев фрезы в процессе обкаточного движения обработки относительно неподвижной впадины детали, методом огибания они образуют нрофиль 29 детали.
В (Приведенном ..примере получен прямолинейный радиальный профиль детали, правильно обработанный до окружности выступов радиуса RC, выходящий за пределы условной
начальной окружности 4 радиуса г и имеющий значительно уменьшенную переходную кривую в основании профиля у окружности впадин радиуса Rf, что нормальным (известными) червячным фрезами, профилирующими впадину
методом огибания, невозможно.
Применение предложенной фрезы позволяет значительно расширить возможности обкаточной обработки с профилированием методом огибания, получить при обработке зубчатые детали с большей высотой профиля, не обрабатываемые нормальными червячными фрезами.
Предмет изобретения
Червячная фреза с криволинейным профилем боковых рел4ущих кромок, отличающаяся тем, ЧТО, с целью .повышения точности обработки зубчатых изделий в местах перехода сопряженных поверхностей головок и ножек зубьев, последние выполнены с изменяющимся шагом, одинаковым или различным для обеих сторон зубьев как в осевом направлении, так и по винтовой поверхности.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| Способ обработки зубьев цилиндрических зубчатых колес | 1981 |
|
SU1096058A1 |
| Способ профилирования многолезвийного режущего инструмента с циклоидальным профилем стружечной канавки | 1984 |
|
SU1359084A1 |
| Инструмент для обработки по методу огибания изделия с неэвольвентным профилем | 1980 |
|
SU963744A1 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Прозрачная или отрезная дисковая фреза | 1989 |
|
SU1701438A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |