Существующие способы регулирования дугового промел утка в дуговых вакуумных электропечах ле обеспечивают автоматического выбора наилучщего режима (оптимальной длины дуги) по технологическим признакам в течении плавки.
Предложенный ранее авторами способ (авт. св. Х 119631) также не обеспечивает достаточно точного и четкого изменения дугового промежутка и состояния ванны металла в каждый момент времени.
Для устранения указанного недостатка предлагается в качестве опорного напряжения использовать выходное напряжение реша}ощего устройства, на вход которого подают напряжение, являющееся функцией частоты импульсов напряжения дуги, превысивших заранее заданную амплитуду и длительность.
Сущность предлагаемого способа заключается в следующем.
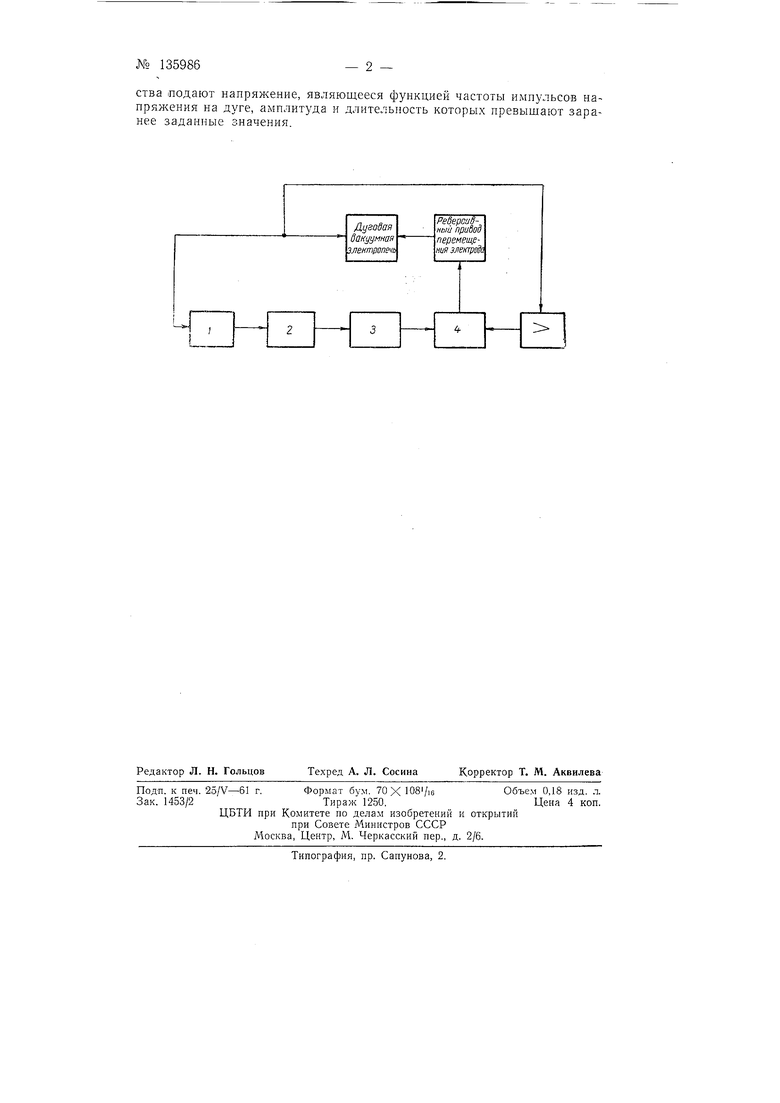
Напряжение дуги подают на вход устройства 1 (см. схему), отбирающего импульсы, амплитуда и длительность которых превосходят заранее заданную величину. Отобранные импульсы подают на вход устройства, на выходе которого получают напряжение, являющееся функцией частоты импульсов, прощедщих через устройство /.
Напряжение с выхода устройства 2 подают на вход рещающего устройства 5, напряжение на выходе которого является опорным напряжением для балансного усилителя 4, на второй вход которого подают напряжение, являющееся функцией напряжения дуги.
Предмет изобретения
Способ автоматического регулирования промежутка в дуговых вакуумных электропечах по авт. св. № 119631, отличающийся тем, что, с целью повыщения точности регулирования, на вход рещающего устройства подают напряжение, являющееся функцией частоты импульсов напряжения на дуге, амплитуда и длительность которых превышают заранее заданные значения.