Предполагаемое изобретение относится к электродуговой сварке, а именно к устройствам для импульсного питания сварочной дуги с автоматической стабилизацией длины дугового промежутка, и может найти широкое применение в технологии и технике электросварочных работ.
Известен автоматический стабилизатор длины дугового промежутка, содержащий исполнительное устройство, состоящее из источника питания, балластного сопротивления, шунтируемого коммутирующим устройством, блок сравнения напряжения дуги с задающим напряжением, последовательно соединенный элемент сравнения и релейный элемент с нулевым порогом срабатывания и двумя выходами, один из которых соединен с исполнительным устройством непосредственно, а другой - через блок формирования длительности импульсов. Стабилизатор содержит последовательно соединенные импульсный элемент, ячейку памяти, ключ, работающий в противофазе с исполнительным устройством, интегратор (авт. св.. 616078. Автоматический стабилизатор длины дугового промежутка. Б.И. 27, 1978 г. МПК В 23 К 9/10).
Для поддержания постоянной длины дугового промежутка данный автоматический стабилизатор определяет период следования импульсов сварочного тока при постоянной длительности импульсов в момент, совпадающий с концом паузы.
Недостатком такого устройства является то, что при коротком замыкании дугового промежутка, как при возбуждении дуги, так и после случайного обрыва дуги и повторном возбуждении дуги, возрастает частота следования импульсов тока до максимального значения, а также резко увеличивается амплитуда импульсов тока, что приводит к перегреву электрода, выбросу кусков электродной проволоки и, следовательно, к повышенному разбрызгиванию металла.
Известен автоматический стабилизатор длины дугового промежутка, содержащий исполнительное устройство, состоящее из источника питания, балластного сопротивления, шунтируемого коммутирующим устройством, блок сравнения напряжения дуги с задающим напряжением, к которому подключены последовательно соединенные блок формирования длительности пауз и релейный элемент с двумя выходами, один из которых соединен с исполнительным устройством непосредственно, а другой - через блок формирования длительности импульсов (авт. св. 616080. Автоматический стабилизатор длины дугового промежутка. Б.И. 27, 1978 г. МПК В 23 К 9/10).
В данном стабилизаторе для поддержания постоянной длины дуги определяется период повторения импульсов сварочного тока при постоянной длительности импульсов.
Недостатком такого устройства является то, что при коротком замыкании дугового промежутка возрастает частота следования импульсов тока до максимального значения и также резко увеличивается амплитуда импульсов тока, что приводит к перегреву электрода, выбросу кусков электродной проволоки и следовательно к повышенному разбрызгиванию металла.
Прототипом предлагаемого устройства, по нашему мнению, является автоматический стабилизатор длины дугового промежутка, содержащий исполнительное устройство, состоящее из источника питания, балластного сопротивления, шунтируемого коммутирующим устройством, блок сравнения напряжения дуги с задающим напряжением, выполненный в виде последовательно соединенных элемента сравнения напряжения дуги с задающим напряжением, импульсного элемента, ячейки памяти, ключа, работающего в противофазе с исполнительным устройством, а также последовательно соединенные элемент сравнения и релейный элемент с нулевым порогом срабатывания, релейный элемент, интегратор, причем, выход интегратора соединен с первым входом элемента сравнения, а выходы релейных элементов соединены с исполнительным устройством, при этом, выход ключа, подключен ко второму входу элемента сравнения (авт. св. 656761. Автоматический стабилизатор длины дугового промежутка. Б.И. 14, 1979 г. МПК В 23 К 9/10).
В данном стабилизаторе для поддержания постоянной длины дуги определяется период повторения импульсов сварочного тока при постоянной длительности импульсов как функционал от напряжения дуги на интервале паузы:
где К - коэффициент пропорциональности;
Т - период следования импульсов тока;
f - частота следования импульсов тока;
Uэт - эталонное напряжение, с которым сравнивается функционал от отклонения напряжения дуги от задающего напряжения во время всей паузы согласно зависимости
Напряжение дугового промежутка определяется общеизвестной формулой:
Uд=Uак+bст•lд,
где Uaк - сумма анодного и катодного падений напряжений;
bст - градиент потенциала столба дуги;
lд - длина дугового промежутка.
Недостаток этого устройства заключается в том, что при коротком замыкании дугового промежутка возрастает частота следования импульсов тока до максимального значения и также резко увеличивается амплитуда импульсов тока, что приводит к перегреву электрода, выбросу кусков электродной проволоки и следовательно к повышенному разбрызгиванию металла.
Целью предлагаемого изобретения является - ограничение амплитуды импульсов сварочного тока при коротком замыкании дугового промежутка как при возбуждении, так и при случайном коротком замыкании.
Поставленная задача решена следующим образом. Ограничение амплитуды импульсов обеспечивается за счет уменьшения длительности импульсов сварочного тока, что при экспоненциальной форме импульсов и приводит к уменьшению амплитуды.
Для этого в устройство для сварки введен датчик коротких замыканий 8, состоящий из порогового элемента - стабилитрона, резистора и светодиода оптотранзистора. При этом выход датчика коротких замыканий через усилительное устройство подключен ко второму входу блока формирования длительности импульсов.
Для того чтобы однозначно и своевременно можно было зафиксировать факт короткого замыкания и ограничить амплитуду в первом же импульсе, датчик коротких замыканий работает на интервале паузы. Далее сущность изобретения поясняется чертежами, на которых изображено:
на фиг. 1 - блок-схема автоматического стабилизатора длины дугового промежутка;
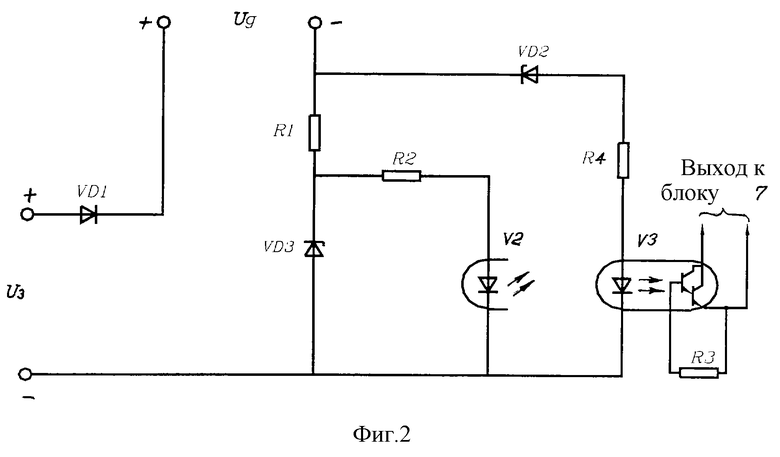
на фиг. 2 - принципиальная схема датчика сравнения заданного напряжения с дуговым, совмещенная с датчиком коротких замыканий;
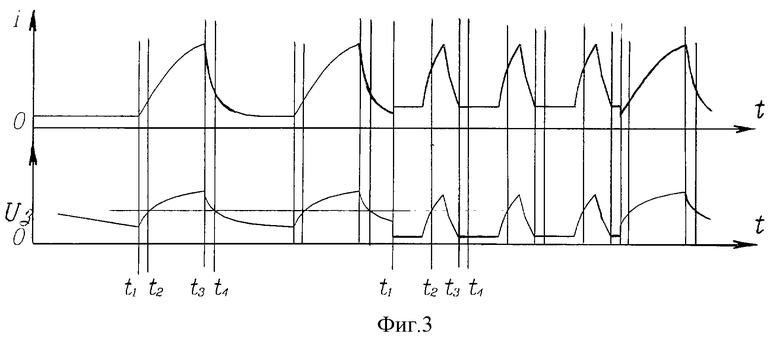
на фиг. 3 - эпюры тока и напряжения.
В выходную цепь источника питания 1 включено балластное сопротивление 2, параллельно которому подсоединено коммутирующее устройство 3 (фиг.1). К дуговому напряжению Уд источника питания 1 подключен блок сравнения напряжения дуги с заданным напряжением 4, который имеет два параллельных выхода, один из которых соединен с блоком формирования длительности пауз 5, выход которого подключен релейному элементу 6. Релейный элемент 6 соединен с коммутирующим устройством 3 и с одним из входов блока формирования длительности импульсов 7, выход которого также подключен к коммутирующему устройству 3. Ко второму выходу блока сравнения напряжения 4, подключен датчик коротких замыканий, состоящий из датчика коротких замыканий 8, и усилительного устройства 9, которое подсоединено к второму входу блока формирования длительности импульсов 7.
Устройство работает следующим образом. Напряжение дугового промежутка сравнивается во время паузы с задающим напряжением Uз в блоке сравнения 4. Ошибка ΔU(t)=Uз-Uд с выхода блока сравнения напряжения дуги с задающим напряжением поступает одновременно: с одного выхода на блок формирования длительности пауз 5, который интегрирует ошибку ΔU(t) на интервале всей паузы до величины срабатывания релейного элемента 6.
Релейный элемент переводит коммутирующее устройство 3 во включенное состояние, при этом протекает ток импульса, который возрастает по экспоненте. Одновременно релейный элемент запускает блок формирования длительности импульсов. После заданной длительности импульса с выхода блока формирования длительности импульсов 7 поступает сигнал, переводящий коммутирующее устройство в выключенное состояние, то есть импульс тока прекращается.
При коротком замыкании сравнение заданного и дугового напряжения также осуществляется на интервале паузы. Пороговый элемент VD2 представляет собой стабилитрон (фиг. 2), напряжение которого выбрано таким образом, что выполняются следующие соотношения:
UЗ<Д+UVD2
UЗ<UАК+βLСТ+UVD2
UЗ≤UАК+UVD2
UЗ>UVD2
Поэтому через стабилитрон VD2 протекать будет ток только при коротком замыкании. Этот ток будет протекать и через светодиод оптотранзистора V3. Величину этого тока ограничивает резистор R4. При протекании этого тока оптотранзистор V3 полностью отпирается и воздействует на второй вход блока формирования длительности импульсов 7, подготавливая его для формирования меньшей длительности импульсов, чем заданная длительность при нормальном горении дуги (фиг.3). В следствии этого пока будет длится короткое замыкание, длительность импульсов сварочного тока будет ограничена и амплитуда их не будет превышать длительности при горении дуги, что исключит выбросы кусков электродной проволоки и ускорит возбуждение дуги, так как частота их будет максимальна. Это позволит повысить надежность работы устройства и качество сварного соединения.
Таким образом, предлагаемое техническое решение благодаря ограничению длительности импульса тока при коротких замыканиях исключает выброс электродного металла, что повышает качество сварного шва и надежность работы устройства для сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2001 |
|
RU2185941C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2010 |
|
RU2457088C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
| ДАТЧИК КОРОТКИХ ЗАМЫКАНИЙ ДЛЯ ДУГОВОЙ СВАРКИ ИМПУЛЬСАМИ ТОКА И НАПРЯЖЕНИЯ В ЗАЩИТНЫХ ГАЗАХ | 1999 |
|
RU2165343C2 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2008 |
|
RU2371288C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2190510C2 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2006 |
|
RU2322331C1 |
| Автоматический стабилизатор длины дугового промежутка | 1975 |
|
SU616079A1 |
| Автоматический стабилизатор длины дугового промежутка | 1975 |
|
SU616080A1 |
Изобретение относится к дуговой сварке, в частности к устройствам для импульсного питания сварочной дуги, и может найти применение в различных отраслях машиностроения в сварочных работах. Изобретение позволяет ограничить длительность импульса тока при коротких замыканиях, что исключает выброс электродного металла и соответственно повышает качество сварки. Устройство содержит исполнительное устройство, блок сравнения напряжения дуги с задающим напряжением, последовательно соединенные блок формирования длительности пауз, релейный элемент с двумя выходами, и блок формирования длительности импульсов. Один из выходов релейного элемента соединен с исполнительным устройством непосредственно, а другой - через блок формирования длительности импульсов. Вход блока формирования длительности пауз подключен к выходу блока сравнения напряжения дуги с заданным напряжением во время паузы. Датчик коротких замыканий работает в фазе с блоком сравнения напряжения дуги с задающим напряжением. Вход датчика коротких замыканий подключен ко второму выходу блока сравнения напряжения дуги с задающим напряжением, а выход - через усилительное устройство к дополнительному входу блока формирования длительности импульсов. 3 ил.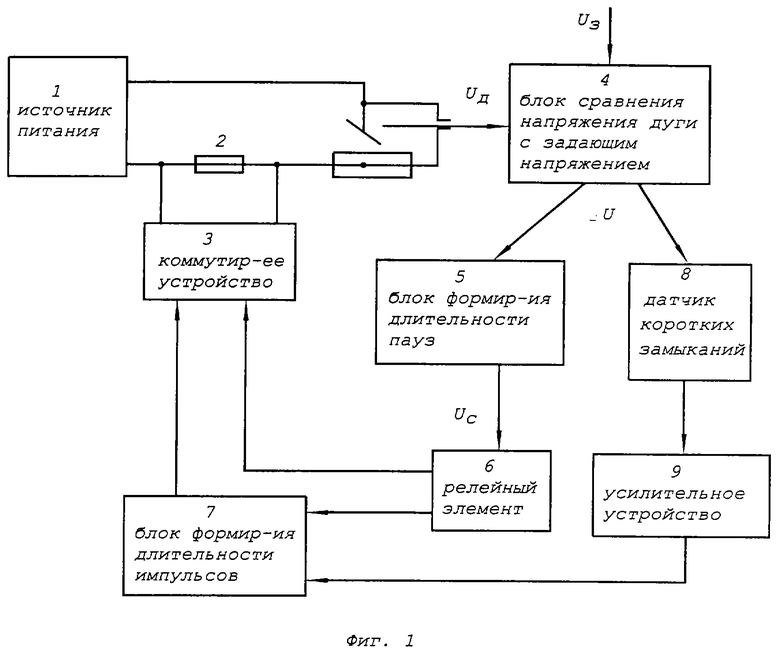
Устройство для сварки, содержащее исполнительное устройство, блок сравнения напряжения дуги с задающим напряжением, последовательно соединенные блок формирования длительности пауз, релейный элемент с двумя выходами и блок формирования длительности импульсов, причем один из выходов релейного элемента соединен с исполнительным устройством непосредственно, а другой - через блок формирования длительности импульсов, а вход блока формирования длительности пауз подключен к выходу блока сравнения напряжения дуги с заданным напряжением во время паузы, отличающееся тем, что в него дополнительно введен датчик коротких замыканий, работающий в фазе с блоком сравнения напряжения дуги с задающим напряжением, причем вход датчика коротких замыканий подключен ко второму выходу блока сравнения напряжения дуги с задающим напряжением, а выход - через усилительное устройство к дополнительному входу блока формирования длительности импульсов.
| Автоматический стабилизатор длины дугового промежутка | 1975 |
|
SU616080A1 |
| ИМПУЛЬСНЫЙ СТАБИЛИЗАТОР СВАРОЧНОЙ ДУГИ | 1992 |
|
RU2043888C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1992 |
|
RU2035275C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2063314C1 |
| WO 09205006, 02.04.1992. | |||

