Известны способы автоматического регулирования длины дугового промежутка вакуумной дуговой иечи путем перемещения электрода В зависимости от отклонения контролируемого параметра, например, напряжения, ог заданных значений с использованием корректирующего сигнала, являющегося функцией импульсов, возникающих в результате шунтирования дугового промежутка каплями плавящегося металла.
Отличительная особенность предлагаемого способа состоит в том, что корректирующий сигнал формируют в виде управляющего импульса, начало воздействия которого совпадает с моментом появления импульса в контролируемом параметре, а длительность и амплитуда достаточны для компенсации влияния импульса в контролируемом параметре на величину и скорость перемещения электрода. Такое отличие позволяет повысить точность регулирования и уменьшить вероятность коротких замыканий.
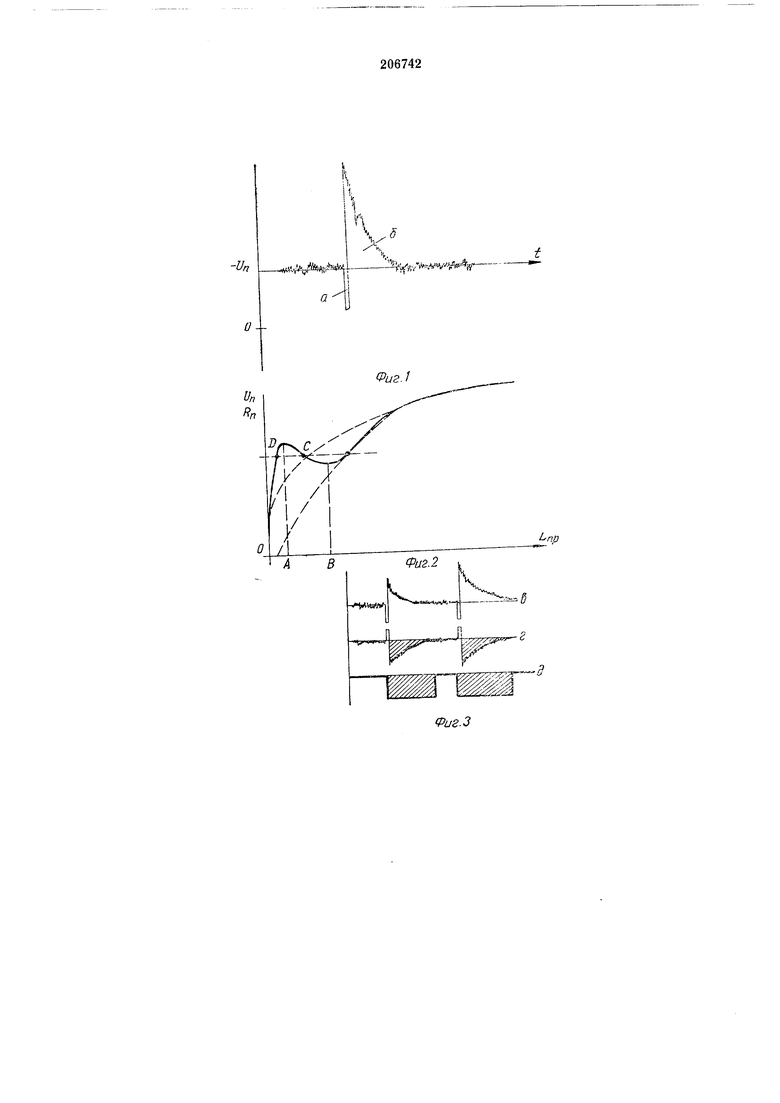
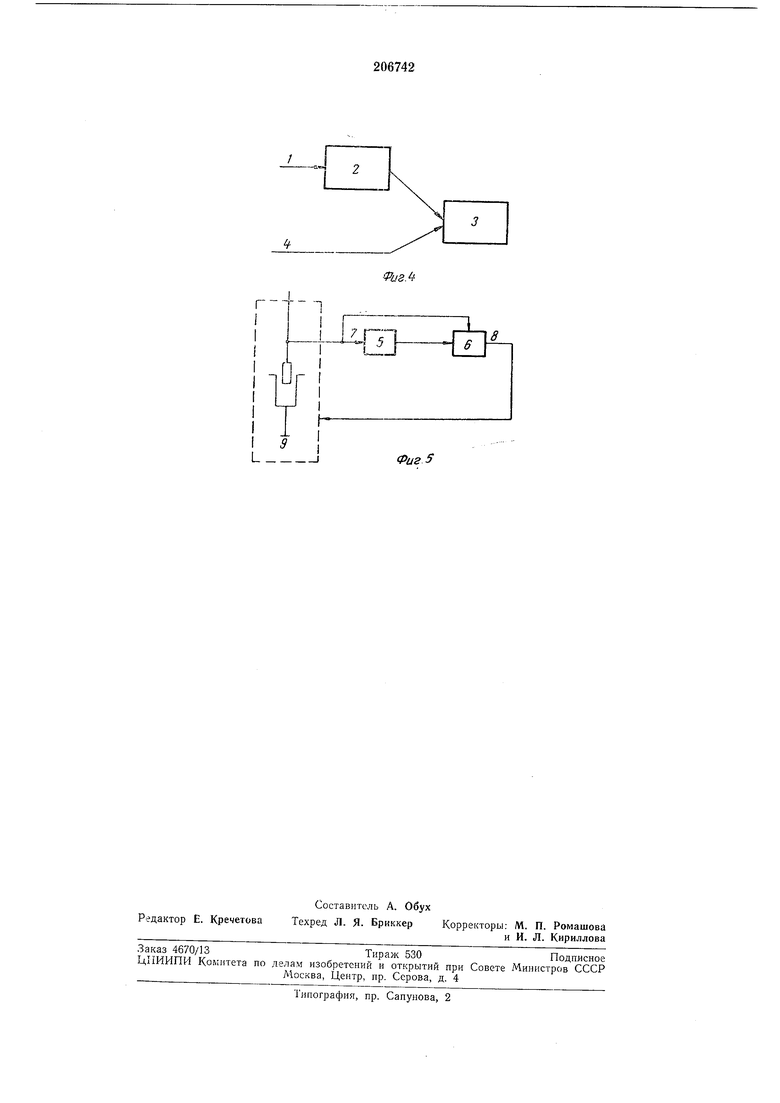
Описываемый способ поясняют приложенные чертежи. На фиг. 1 показаны импульсы напряжения, возникающие при шунтировании дугового промежутка каплями плавающего металла; на фиг. 2 - характеристика зависимости среднего значения напряжения нечи от длины дугового промелсутка; на фиг. 3 - возможные формы корректирующего сигнала; на
фиг. 4 и 5 - блок-схемы двух вариантов выполнения устройства для осуществления предложенного способа.
Из фиг. 1 видно, что часть а импульса, вызываемая шунтированием дуги, имеет обычно небольшую длительность по сравнению с отрицательным выбросом б, вызываемым перенапряжениями на электродах печи в момент погасания дуги при полном капельном коротком
замыкании. Площадь б намного превышает площадь а при нормальной плавке, особенно при поддержании короткой дуги. При уменьшении дугового промежутка частота следования указанных импульсов растет, при этом
возрастает и суммарная площадь б (имеется в виду сумма этих площадей для всех импульсов на рассматриваемом интервале реализации). В результате «среднее за некоторый промежуток времени напряжения печи с
уменьшением дугового промежутка с некоторого момента начинает возрастать (вместо обычного уменьшения) за счет суммарной погрешности, вносимой в это «среднее отрицательной частью (б на фиг. 1) импульса наиряження. Это является одной из главных причин, почему характеристика f(np) приобретает в области коротких дуг неоднозначность (см. фиг. 2). При этом на участке А-В- (точка с) система регулирования статически щих регуляторов рассчитаны на работу в области положительного градиента сигнала (), на участке А-В этот гради dLnp 1 ент отрицателен. При этом рабочая точка устойчиво находиться только в области О-А (точка D). Но эта точка неприемлема по технологическим соображениям, так как она характеризуется резким увеличением длительности капельных к. з., т. е. в этой точке длительность импульса (а, на фиг. 1) резко возрастает (за счет чего и наступает равновесие площадей а и 6). Регулятор и печь, в результате, работают в колебаний с большой амплитудой, что приводит к неминуемому браку слитков. Для устранения этого предложено корректирующий сигнал формировать в момент появления каждого импульса. Форма такого сигнала будет зависеть от конкретного устройства и от точки приложения этого сигнала к системе. Однако , чтобы момент появления корректирующего сигнала совпадал с началом импульса, а его амплитуда и длительность были достаточны для компенсации ВЛИЯНИЯ отрицательного выброса б на перемещение электрода. На фиг. 3 показаны возможные формы этого сигнала. Здесь в - текущее значение контролируемого параметра, например напряжения печи; г - сформированный противофазный сигнал, который может суммироваться с входным; д - сформированный прямоугольный сигнал, воздействующий на любое звено системы в противофазе с сигналом, поступающим на вход этого же звена под действием входного. Такой прямоугольный сигнал может быть использован для полной остановки электрода на время действия сигнала. Нри этом средняя характеристика i7n /(Lnp) может предстать в виде линии, изображенной на фиг. 2 пунктиром, т. е. для системы регулирования она остается однозначной и даже более крутой, чем реальная. В качестве примеров осуществления предлагаемого способа рассмотрим две блок-схемы. На фиг. 4 напряжение / печи подают на вход устройства 2, которое отбирает импульсы напряжения, инвертирует их. Инвертированные импульсы поступают на вход системы регулирования 3 в противофазе с основным сигналом 4. На фиг. 5 приведена блок-схема другой реализации. В этом случае напряжение дуги подается в устройство 5, на входе которого формируется прямоугольный сигнал, воздействующий на систему авторегулирования 6 в течение времени существования на входе системы импульса 7 таким образом, чтобы при появлении этого сигнала было прекращено действие основного параметра, а управляющее воздействие 8 системы авторегулирования на объект управления - печь 9 во время существования сигнала от устройства 5 было равно или меньше того, что имело место непосредственно перед появлением импульса в контролируемом параметре. Н1)едмет изобретения Способ автоматического регулирования длины дугового промежутка вакуумной дуговой печи путем перемещения электрода в зависимости от отклонения контролируемого параметра, например напряжения, от заданных значений с использованием корректирующего сигнала, являющегося функцией импульсов, возникающих в результате шунтирования дугового промежутка каплями плавящегося металла, отличающийся тем, что, с целью цовыщения точности регулирования и уменьшения вероятности коротких замыканий, указанный корректирующий сигнал формируют в виде управляющего импульса, начало воздействия которого совпадает с моментом появления импульса в контролируемом параметре, а длительность и амплитуда достаточны для компенсации влияния импульса в контролируемом параметре на величину и скорость перемещения электрода.
,.-i s S
47g./