1
Изобретение относится к области металлургии высокореакционных и тугоплавких металлов и может быть использовано при производстве слитков п фасонного литья в вакуумных гарниссажных печах.
Известен способ регулирования процесса плавки металлов и сплавов ъ вакуумной гарниссажной печи, при котором силу тока поддерживают либо ностоянной, либо изменяют но заранее заданной программе (как, например, в печи «Нева-2). Однако известный способ не обеспечивает получения стабильного количества и не гарантирует качества наплавленного металла при одной и той же силе тока, так как при этом не учитывается изменение толщины гарниссажа в процессе плавки, зависящей от целого ряда причин (неуправляемость дугой и т. д.). Поэтому применение известного способа -в гарниссажных печах приводит к значительным потерям металла (в случае роста гарниссажа) или браку слитков (в случае оплавления гарниссажа).
Для увеличения производительности печи и повышения качества слитков по предлагаемому способу регулируют процесс плавки путем изменения силы тока в зависимости от изменения толщины гарниссажа. Это позволяет вести плавку нри оптимальной толщине гарниссажа и гарантирует получение необходимого и стабильного количества наплавленного металла высокого качества.
Толщина гарниссажа в процессе плавки может быть определена различными способами. Так исследованиями пиродинамики расплава и температурного поля стенки гарннссажн()1о тигля установлено, что между температурой наплавленного металла, толщиной гарниссажа и температурой стенки тигля в каждый момент времени существует однозначная зависимость. Для каждой конструкции печи существует аналитически определяемый оператор, связывающий температуру наплавленного металла Г,, толщину гарниссажа бг
и температуру
в определепнои точке стенки тигля tf-.
)
(1) (2)
/,.-.L(8,),
где Q и L - операторы связи, учитывающие конструктивные параметры печи, род переплавляемого металла и силу тока.
Таким образом, для достижения и поддержания заданной температуры наплавленного металла, обеспечивающей в соответствии с выражением (1) определенную толщину гарниссажа, необходимо дозировать силу тока.
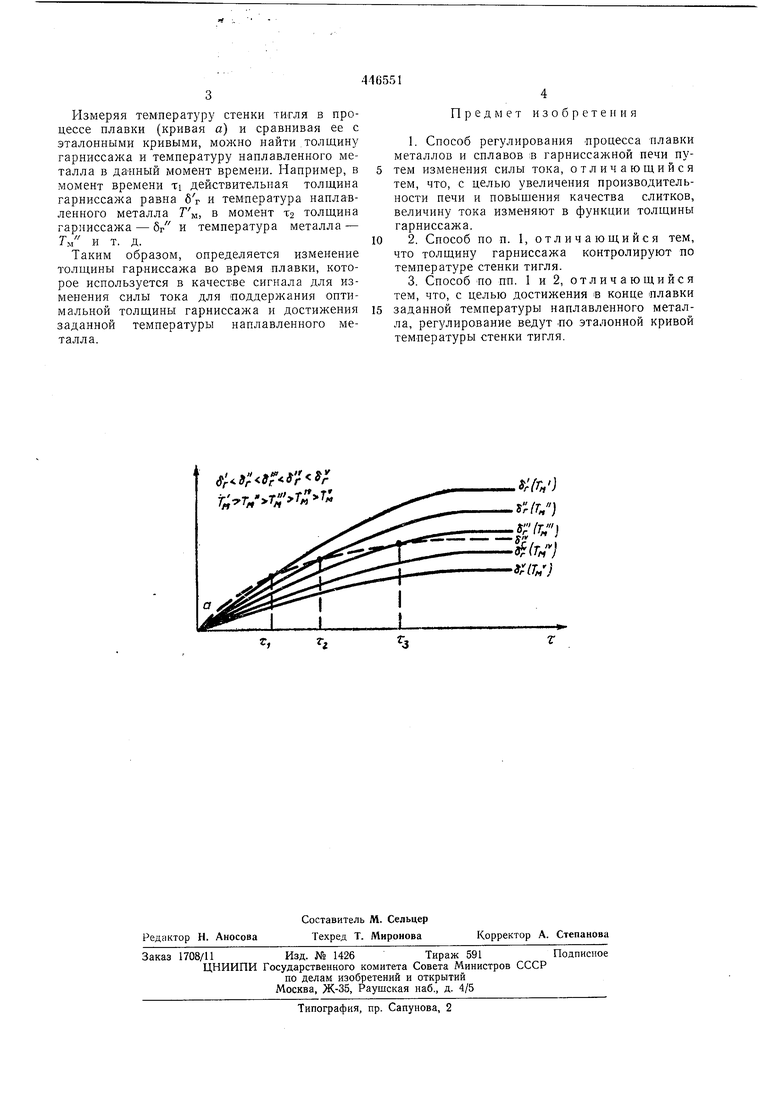
На чертеже представлены эталонные кривые изменения температуры стенки гарниссажного тигля во времени для различных значений толщины rapHHccaHia и температуры наплавленного металла.
Измеряя температуру стенки тигля в процессе плавки (кривая а) и сравнивая ее с эталонными кривыми, можно найти .толщину гарниссажа и температуру наплавленного металла в даиный момент времени. Например, в момент времени TI действительная толщина гарниссажа равна бг и температура наплавленного металла Гм, в момент Т2 толщина гарниссажа - б/ и температура металла -
Г 11 м и Т. Д.
Таким образом, определяется изменение толщины гарниссажа во время плавки, которое используется в качестве сигнала для изменения силы тока для поддержания оптимальной толщины гарниссажа и достижения заданной температуры наплавленного металла.
Предмет изобретения
1. Способ регулирования .процесса плавки металлов и сплавов в гарниссажной печи путем изменения силы тока, отличающийся тем, что, с целью увеличения производительности печи и повыщения качества слитков, величину тока изменяют в функции толщины гарниссажа.
2. Способ по п. 1, отличающийся тем, что толщину гарниссажа контролируют по температуре стенки тигля.
3. Способ по пп. 1 и 2, отличающийся тем, что, с целью достижения в конце плавки
заданной температуры наплавленного металла, регулирование ведут -по эталонной кривой темцературы стенки тигля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК МЕТАЛЛОВ И СПЛАВОВ | 1973 |
|
SU392108A1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2515411C1 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОЙ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ В ГАРНИСАЖНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2346221C1 |
| ВАКУУМНО-КОМПРЕССИОННАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1972 |
|
SU423570A1 |
| Электрод | 1974 |
|
SU606235A1 |
| СПОСОБ КОНТРОЛЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2374337C1 |
| ТИГЕЛЬ ВАКУУМНОЙ ДУГОВОЙ ГАРНИССАЖНОЙ ПЕЧИ | 1972 |
|
SU435436A1 |
| СПОСОБ И УСТРОЙСТВО ДИСКОВОГО ДОННОГО СЛИВА СИСТЕМЫ ВОЛКОВА | 2004 |
|
RU2338622C2 |
| СПОСОБ НАПЛАВЛЕНИЯ СЛИТКОВ В КРИСТАЛЛИЗАТОРАХ ЭЛЕКТРОПЕЧЕЙ СПЕЦЭЛЕКТРОМЕТАЛЛУРГИИ | 2019 |
|
RU2736949C2 |
| СПОСОБ ФОРМОВАНИЯ ДЕФОРМИРУЕМОГО МЕТАЛЛИЧЕСКОГО ПРОДУКТА ИЗ РАСХОДУЕМОГО ЭЛЕКТРОДА, ЕГО ВАРИАНТ, СЛИТОК, ДЕФОРМИРУЕМЫЙ МЕТАЛЛИЧЕСКИЙ ПРОДУКТ И РАСХОДУЕМЫЙ ЭЛЕКТРОД | 1994 |
|
RU2139948C1 |
&ад
Уг(1„}
