Изобретение относится к волочильному производству и может быть использовано при изготовлении прутков, труб и других профилей как в горячем, так и в холодном состоянии.
Целью изобретения является предотвращение обрыва заправочного конца заготовки.
На чертеже изображены предлагаемая )о Учитьшая, что прочность матер.иала
заготовка и схема захвата ее заправочного конца плашками волочильной тележки.
Заправочньй конец заготовки содержит рабочий участок 1, который вво- is дится в волоку 2,.и переходной конус- ньй участок 3. Длина рабочего участка выбирается исходя из особенностей : конструкции тянущего устройства воло25
чильного стана. В средней части рабо- 20 действия контактных напряжений и составляет Н(0,0б - 0,2)d, где d - истинньй или приведенньй диаметр рабочего участка.
Ширина выступа В определяется из условий исключения его среза от действия касательных напряжений и составляет В(1,1 - 5,5)Н.
С учетом создания дополнительного запаса прочности отношение пшрины выступа и впадины к их высоте следует принимать в пределах 2-6.
Применение предлагаемой заготовки обеспечивает повышение надежности захвата ее плашками и исключение обрывности в процессе волочения. Это достигается за счет зацепления плашек с заранее сформированными выступом и противолежащей ему впадиной на рабочем участке заправочного конца
чего участка 1 при сохранении площади поперечного сечения постоянной вьшол- нены выступ 4 и противолежащая ему выемка 5. При этом выступ 4 и выемка 5 располагаются на большей части п.е- риметра поперечного сечения рабочего участка заправочного конца заготовки, составляющего от 1/2 до 3/4.
Заготовка для волочения используется следующим образом.
Предварительно сформированный по одному из известных способов заправоч- ньй конец вводят в отверстие волоки 2, после чего рабочий участок 1 заготовки захватывается плашками 6 тянущего устройства волочильного стана. При захвате выступ 4 и выемка 5 рабочего участка заготовки входят в зацепление с соответствующими впади-
30
35
ной и выступом на плашках 6. Благода- 40 при сохранении постоянной площади поря этому зацеплению обесп ечивается передача тянущего усилия, в отличие от обьгчных заготовок, когда зубья насечки плашек внедряются в поверхность заправочного конца заготовки. После завершения волочения, когда осуществлена деформация заготовки по всей ее длине и ползгчен готовьй профиль, плашки легко выходят из зацепления, а профиль сбрасывается в карман. За счет того, что поверхность рабочего участка заготовки практически не повреждается з процессе захвата и волочения, возможно использование одного и того же заправочного конца для осуществления нескольких проходов волочения. В этом случае
ВНИИПИ Заказ 6178/13
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
размеры рабочего участка заготовки выбирают в соответствии с размерами волоки при последнем проходе волочения.
Геометрические размеры выступа и впадины на заготовке выбираются из условия исключения их смятия или среза при передаче тянущего усилия.
плашек обычно значительно выше, чем обрабатьгеаемого материала, для достижения поставленной цели достаточно обеспечить условия прочности только на выступе или впадине рабочего участка заготовки.
Высота выступа Н так же, как и глубина впадины, выбираются исходя, из условия исключения его. смятия от
перечного сечения рабочего участка. Формула изобретения
Заготовка для волочения, содержащая заправочный конец, на поверхности которого вьшолнена выемка, отличающая ся тем, что, с целью предотвращения обрьюа заправочного конца заготовки при волочении, на поверхности заправочного конца вьшол- нен выступ, противолежащий выемке, с высотой, равной глубине выемки и составляющей 0,06-0,2 диаметра заправочного участка, а отношение ширины выступа и выемки к их высоте находится в пределах от 2 до 6. 731 Подписное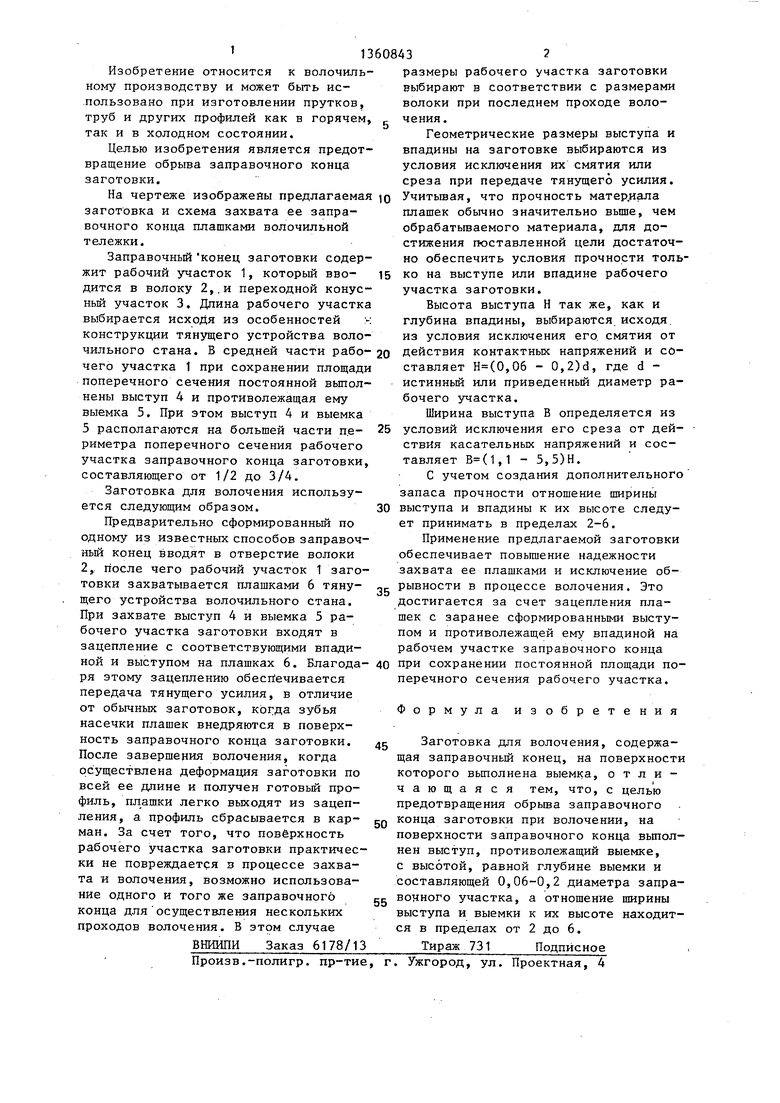
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОЧИЛЬНЫЙ СТАН | 1994 |
|
RU2090280C1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ МЕТАЛЛА С УЛЬТРАЗВУКОВЫМИ КОЛЕБАНИЯМИ ИНСТРУМЕНТА | 1984 |
|
SU1172137A1 |
| Волочильный стан | 1973 |
|
SU438467A1 |
| Волочильный стан | 1980 |
|
SU935150A1 |
| Зажимная плашка и способ ее прокатки | 1984 |
|
SU1209327A1 |
| Волочильная тележка | 1986 |
|
SU1397113A1 |
| Подающе-тянущий механизм непрерывного волочильного стана | 1984 |
|
SU1286311A1 |
| Волочильный стан | 1975 |
|
SU558735A1 |
| Волочильный стан | 1972 |
|
SU450609A1 |
| Волочильный стан | 1984 |
|
SU1235588A1 |
Изобретение относится к волочильному производству и может быть использовано при изготовлении прутков, труб и других профилей как в горячем, так и в холодном состояниях.; Цель изобретения - предотвращение обрыва заправочного конца заготовки. На заправочном конце заготовки выполнены выступ 4 и противолежащая ему- выемка 5 высотой 0,06-0,2 диаметра заправочного конца заготовки и шири- ной в пределах от 2 до 6. Выступ: 4 и выемка 5 соответствуют по форме и размерам выступу и выемке плашек 6 волочильной тележки. При волочении выступ 4 и выемка 5 входят в зацепление с соответствующими выступом и выемкой на плашках 6. Благодаря этому зацеплению обеспечиваются надежность захвата и предотвращение обрыва заправочного конца. При этом сохраняется постоянной площадь поперечного сечения заправочного конца заготовки. 1 ил. с (Л оо С5 о ОС ОО
| Когос A.M | |||
| Механическое оборудование волочильных и лентопрокатных цехов | |||
| - М,: -Металлургия, 1980, с | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| ПЛАШКА ГИДРОПРОТАЛКИВАТЕЛЯ ВОЛОЧИЛЬНОГО СТАНА | 0 |
|
SU198275A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
