(54) ВОЛОЧИЛЬНЫЙ СТАН
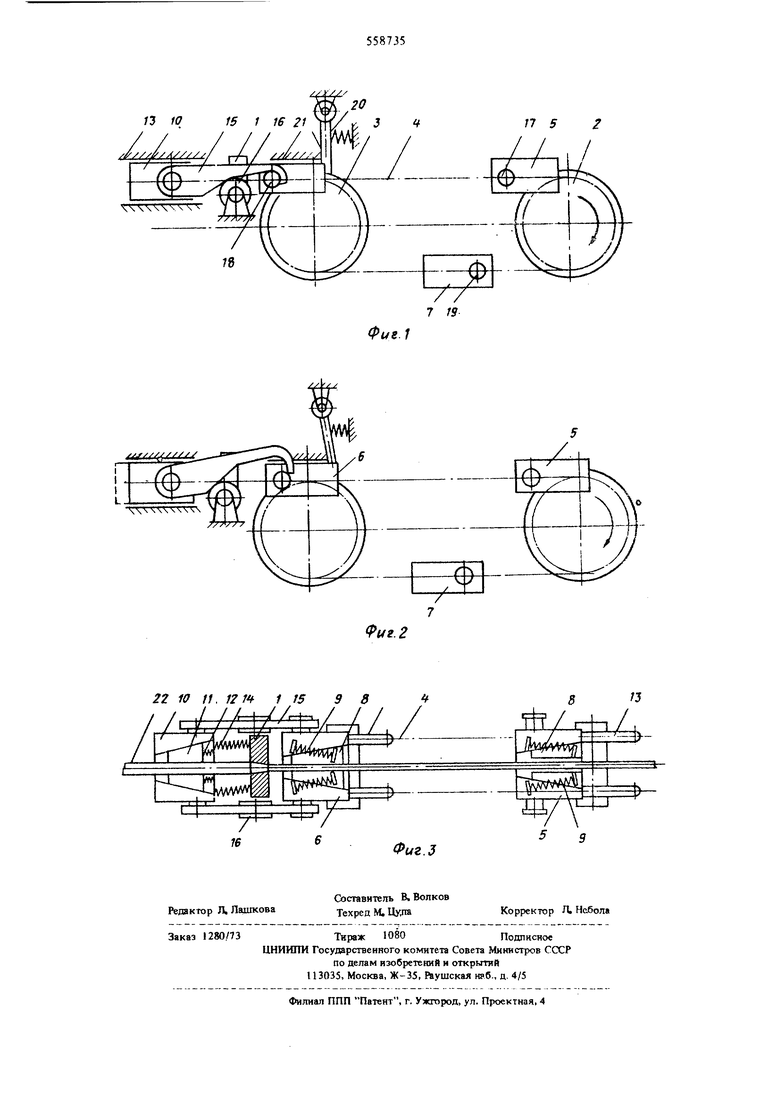
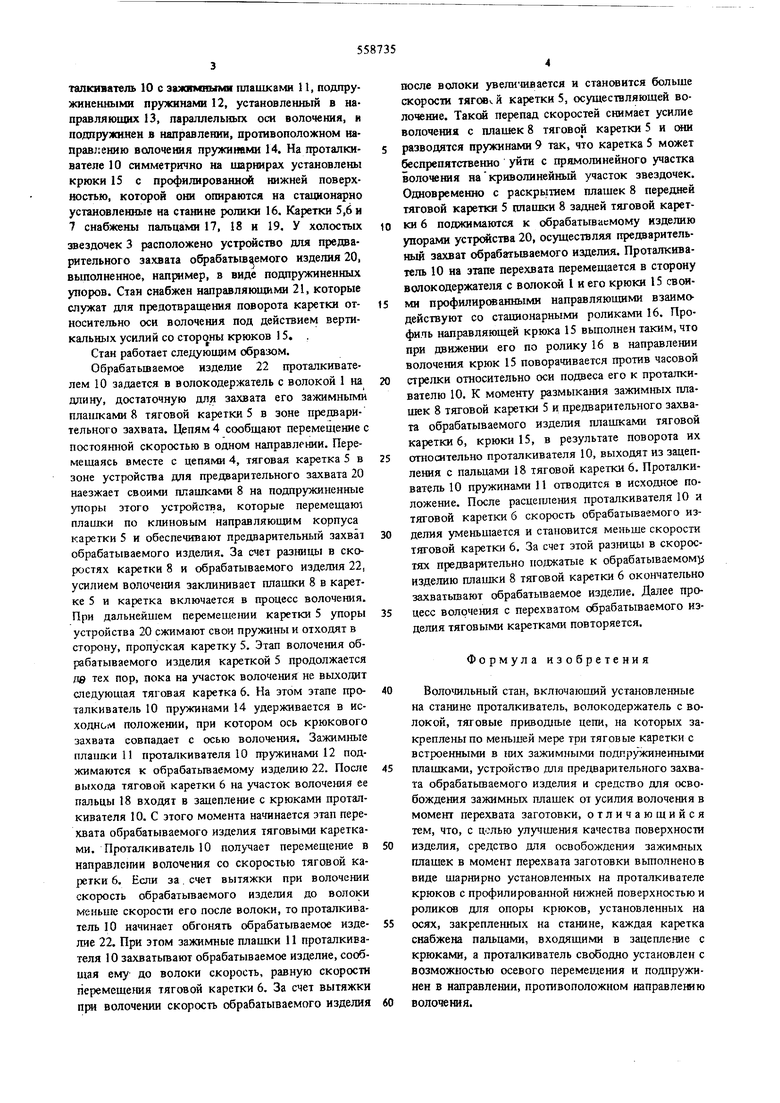
талкиватель 10 с зажимными плаижами 11, подпружиненными пружинами 12, установленный в направляющих 13, параллельтагх оси волочения, н подпружинен в направлении, противоположном направлению волочения пружинами 14. На протапкивателе 10 симметрично на шардарах установлены крюки 15 с профилированной нижней поверхностью, которой они опираются на стационарно установленные на станине ролики 16. Кареткн 5,6 и 7 снабжены пальцами 17, 18 и 19. У холостых звездочек 3 расположено устройство для предварительного захвата обрабатьшаемого изделия 20, выполненное, нап{жмер, в виде подпружиненных упоров. Стаи снабжен направляющими 21, которые служат для предотвращения поворота каретки относительно оси волочения под действием вертикальных усилий со стороны крюков 15. . Стан работает следующим образом. Обрабатываемое изделие 22 проталкивателем 10 задается в волокодержатель с волокой 1 на длину, достаточную для захвата его зажимными плаижами 8 тяговой каретки 5 в зоне предварительного захвата. Цепям 4 сообщают перемещение с постояшюй скоростью в одном направлении. Перемещаясь вместе с цепями 4, тяговая каретка 5 в зоне устройства для предварительного захвата 20 наезжает своими плашками 8 на подпружиненные упоры этого устройства, которые перемещаю плашки по клиновым направляющим корпуса каретки 5 и обеспечивают предварительный захват обрабатываемого изделия. За счет разшцы в скоростях каретки 8 и обрабатываемого изделия 22, усилием волоче1шя заклинивает плащкн 8 в каретке 5 и каретка включается в процесс волочения. При дальнейшем перемещении каретки 5 упоры устройства 20 сжимают свои пружины и отходят в сторону, пропуская каретку 5. Этап волочения обрабатываемого изделия кареткой 5 продолжается ив тех пор, пока на участок волочения не выходит следующая тяговая каретка 6. На этом этапе проталкиватель 10 пружинами 14 удерживается в исходном положении, при котором ось крюкового захвата совпадает с осью волочения. Зажимные плашки 11 проталкивателя 10 пружинами 12 поджимаются к обрабатьгеаемому изделию 22. После выхода тяговой каретки 6 на участок волочения ее пальцы 18 входят в зацепление с крюками проталкивателя 10. С этого момента начинается этап перехвата обрабатьшаемого изделия тяговыми каретками. Проталкиватель 10 получает перемещение в направлении волочения со скоростью тяговой каретки 6. Если за счет вытяжки при волочении скорость обрабатываемого изделия до волоки меньше скорости его после волоки, то проталкиватель 10 начинает обгонять обрабатываемое изделие 22. При этом зажимные плащки 11 проталкивателя 10 захватьгаают обрабатываемое изделие, сообщая ему- до волоки скорость, равную скорости перемещегшя тяговой каретки 6. За счет вытяжки прк волочении скорость обрабатываемого изделия
после волоки увели-швается и становится больше скорости тяготей каретки 5, осуществляющей волочеиие. Такой перепад скоростей снимает усилие волочения с плаиюк 8 тяговой каретки 5 и ежи разводятся пружинами 9 так, что каретка 5 может беспрепятственно уйти с прямолинейного участка Волочения на криволинейный участок звездочек. Одновременно с раскрытием плашек 8 передней тяговой каретки 5 плащки 8 задней тяговой каретки 6 поджимаются к обрабатываемому изделию упорами устройства 20, осуществляя предварительный захват обрабатьюаемого изделия. Проталкиватель 10 на зтапе перехвата перемещается в сторону волокодержателя с волоксм 1 и его крюки 15 своими профилированными направляющими взаимодействуют со стационарными роликами 16. Профиль направляющей крюка 15 выполнен таким, что при движении его по ролику 16 в направлении волочения крюк 15 поворачивается против часовой стрелки относительно оси подвеса его к проталкивателю 10. К моменту размыкания зажимных плащек 8 тяговой каретки 5 и предварительного захвата обрабатываемого изделия плашками тяговой каретки 6, крюки 15, в результате поворота их относительно проталкивателя 10, выходят из зацепления с пальцами 18 тяговой каретки 6. Проталкиватель 10 пружинами 11 отводится в исходное положение. После расцеш1е1шя проталкивателя 10 и тяговой каретки 6 скорость обрабатываемого изделия уменьшается и становится меньше скорости тяговой каретки 6, За счет этой разницы в скоростях предварттельно поджатые к обрабатываемом) изделию гшашки 8 тяговой каретки 6 окотательно захватывают обрабатываемое изделие. Далее процесс волочения с перехватом обрабатываемого изделия тяговыми каретками повторяется.
Формула изобретения
Волочильный стан, включаюший установлершые на станине проталкиватель, волокодержатель с волокой, тяговые приводные цепи, на которых закреплены по меньшей мере три тяговые каретки с встроенными в imx зажимными подпружиненными плашками, устройство для предварительного захвата обрабатьшаемого изделия и средство для освобождения зажимных плашек от усилия волочения в момеет перехвата заготовки, отличающийся тем, что, с целью улучшения качества поверхности изделия, средство для освобождения зажимных плашек в момент перехвата заготовки вьшолненов виде щарнирно установленных на проталкивателе крюков с профилированной нижней поверхностью и роликов для опоры крюков, установленных на осях, закрепленных на станине, каждая каретка снабжена пальцами, входящими в зацепление с крюками, а проталкиватель свободно установлен с возможностью осевого перемеидения и подпружинен в направлении, противоположном направлению волочения. 17 1015 t 16
(Pue.1 21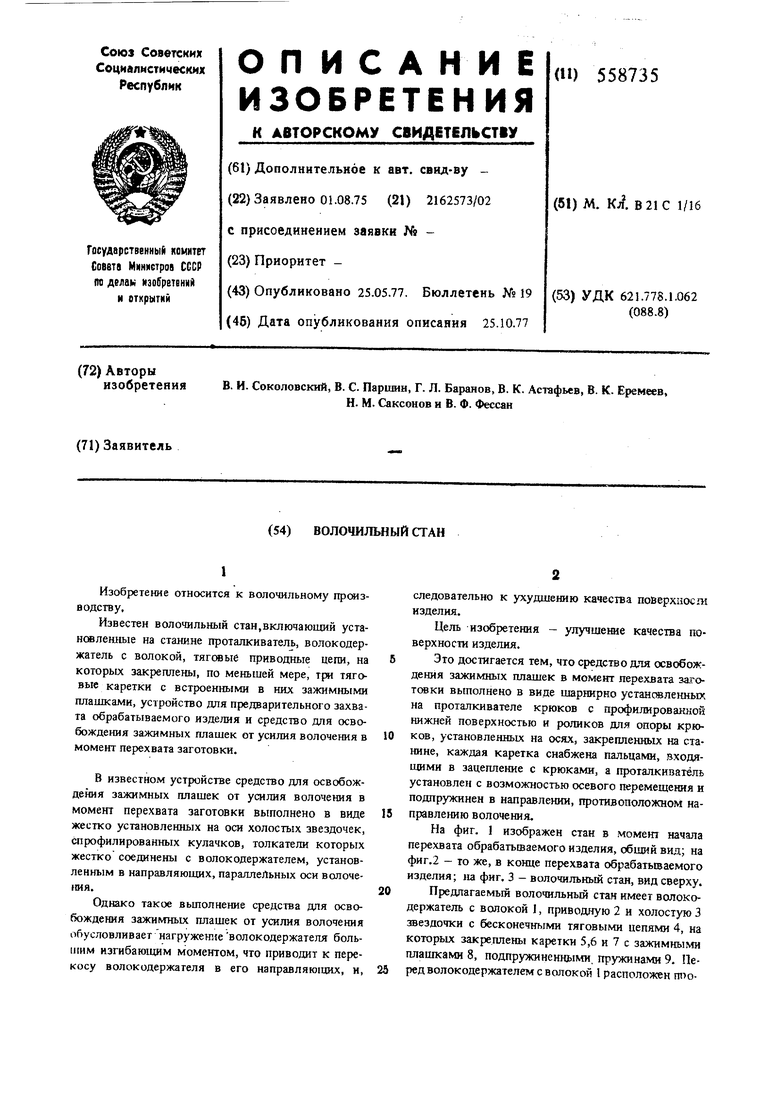
| название | год | авторы | номер документа |
|---|---|---|---|
| Волочильный стан | 1975 |
|
SU541525A1 |
| Волочильный стан | 1976 |
|
SU599876A1 |
| Волочильный стан | 1980 |
|
SU935150A1 |
| Волочильный стан | 1980 |
|
SU925466A1 |
| Непрерывный волочильный стан | 1978 |
|
SU801929A1 |
| Непрерывный волочильный стан | 1975 |
|
SU568472A1 |
| Волочильный стан | 1980 |
|
SU950461A1 |
| Непрерывный волочильный стан | 1977 |
|
SU743742A1 |
| Волочильный стан | 1981 |
|
SU984545A1 |
| Волочильный стан | 1976 |
|
SU710715A1 |