Изобретение относится к конструкциям металлорежущих инструментов и может быть использовано при проектировании и изготовлении инструментов для чистовой обработки плоскостей и отверстий.
Известен сборный режущий инструмент, содержащий корпус, в отверстиях которого, выполненных под углом 45° к оси, установлены державки, закрепленные винтами. Режущая часть державок имеет зачи- стную фаску, выполненную под углом 45° к оси державки. Крепежные винты взаимодействуют с лысками державок, выполненными на каждой державке диаметрально противоположными и параллельными ее оси. Для перенастройки инструмента с режима работы торцовой фрезы на режим работы расточной головки достаточно отвернуть крепежные винты, повернуть державки вокруг осей на 180° и закрепить державки винтами
Недостатками этого устройства являются отсутствие устройства, контрящего крепежные винты, и недостаточная жесткость, что снижает качество обработанной поверхности.
При работе инструмента резьбовое соединение ослабляется и необходимо периодически подтягивать крепежные винты Кроме того, инструмент, предназначенный для разных видов работ - обработки как плоскостей, так и отверстий, требует более частой переналадки, а это приводит к дополнительному износу крепежных элементов и потере жесткости.
Целью изобретения является повышение качества обработанной поверхности за счет увеличения жесткости инструмента.
Поставленная цель достигается тем, что в режущий инструмент введены разрезные резьбовые втулки с коническими буртиками, взаимодействующими с коническими участками, выполненными в отверстиях корпуса.
XI
сл
перпендикулярных державкам, при этом крепежные винты установлены в указанных втулках, а на торцах втулок выполнены выступы для взаимодействия с державками, при этом в основании выступов с наружной стороны выполнены канавки либо выступы выполнены в виде упругих пластин, закрепленных в продольных пазах, выполненных во втулках.
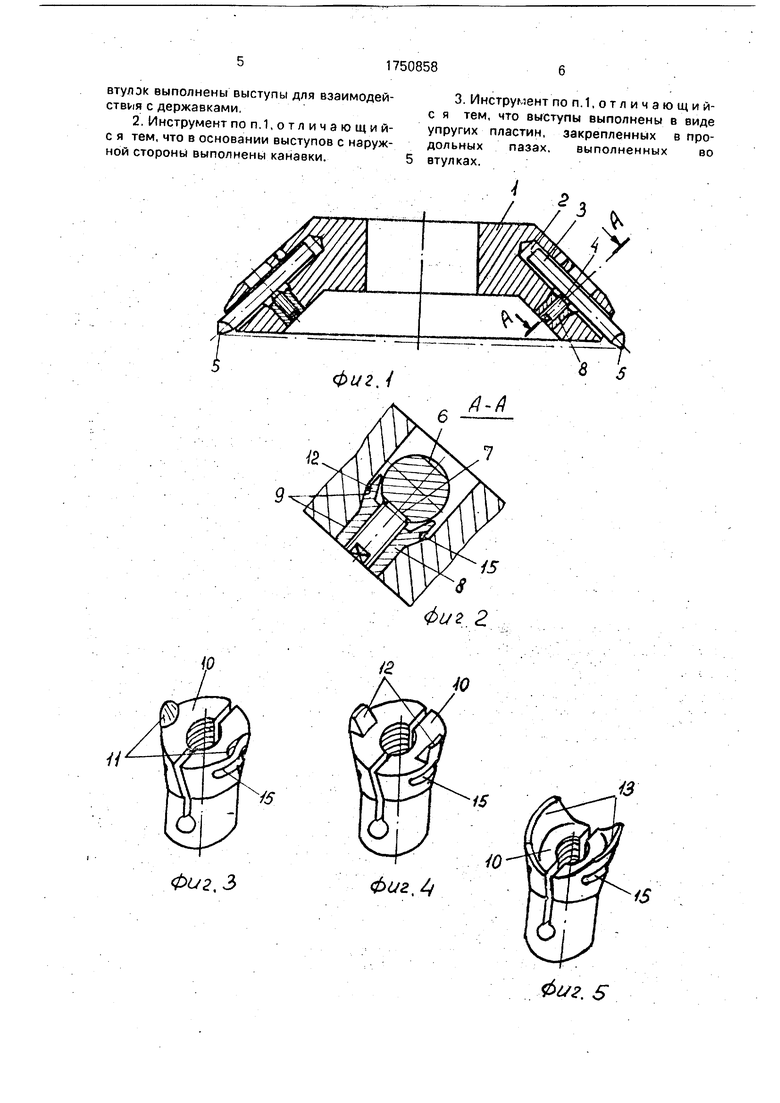
На фиг.1 представлено устройство, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.3-6 - варианты выполнения разрез-- ной резьбовой втулки.
Свободный режущий инструмент содержит корпус 1, в отверстия 2 которого, выполненные под углом 45° к оси корпуса, установлены державки 3, закрепленные винтами 4. Режущая часть державок имеет зачистную фаску 5, выполненную под углом 45° к оси державки. Крепежные винты 4 взаимодействуют с лысками 6 или 7 державок, выполненными на каждой державке ди- аметрально противоположными и параллельными ее оси. Для переналадки, инструмента с режима работы торцовой фрезы на режим работы расточной головки достаточно отвернуть крепежные винты 4, повернуть державки 3 вокруг своих осей на 180° и закрепить этими винтами.
Крепежные винты 4 взаимодействуют с корпусом 1 и державками 3 посредством разрезных резьбовых втулок 8, куда эти винты ввинчены. Втулки 8 установлены в отверстия 9 корпуса, имеющие коническую и цилиндрическую части. На торцах 10 втулок 8 выполнены выступы 11-14, охватывающие цилиндрическую поверхность державки 3 (фиг.2). Конструктивно эти выступы могут различаться. Так, на фиг.З представлен вариант изготовления выступа 11 пластическим деформированием, на фиг.4 и 5 - варианты выступов 12 и 13, полученных точением и фрезерованием. Канавка 15 вы- фрезерована или проточена у основания выступов, она способствует их лучшему пру- жинению.
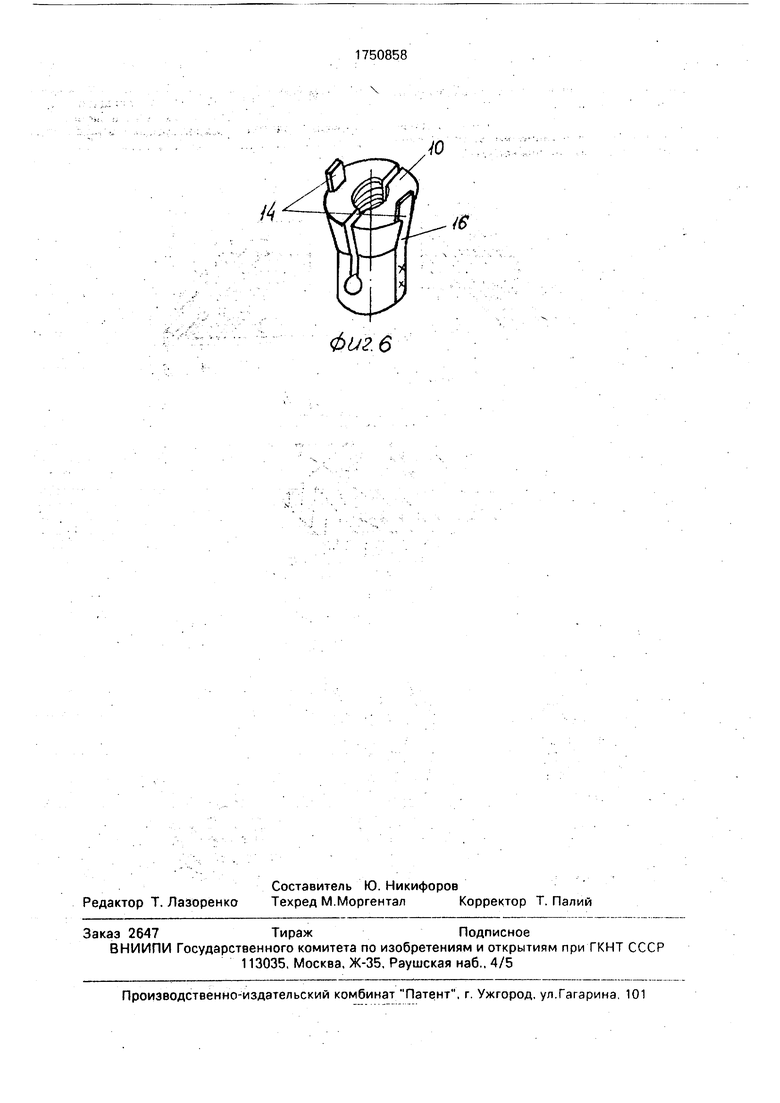
На фиг.6 представлен сборный вариант втулок 8, когда выступы 14 образованы плоскими пружинами 16, приваренными либо прикленными к корпусу втулок 8. В последнем случае в цилиндрической и конической частях прорезаются параллельные пазы, куда и вкладываются пружины 16. Аналогом канавки в этом случае может быть изогнутость пружины.
Устройство работает следующим образом.
При настройке сборного режущего инструмента, например для обработки плоскостей, как показано на фиг.1, в отверстия 9
предварительно устанавливают резьбовые втулки 8 с предварительно ввинченными в них винтами 4. Затем в отверстия 2 корпуса 1 последовательно устанавливаются цилиндрические державки 3, лыски 6 которых опираются на образующие отверстия 2, а лыски 7 контактируют с винтами 4 крепления при затягивании последних. Затем следует регулировка вылета державок 3 с установкой
зачистных фасок 5 в плоскость по эталонной плите.
При завершении затяжки винтов 4 оаз- резные втулки 8 под действием осевого усилия смещаются вниз, их конический буртик
входит в коническую часть отверстия 9 корпуса и обжимает винты 4, законтривая их. Этим существенно повышается жесткость резьбового соединения и, следовательно, инструмента в целом, Роль выступов 11-14
сводится к тому, чтобы при отвинчивании винтов 4 при перерегулировке инструмента (или подрегулировке) они упирались бы в цилиндрическую часть державок и препятствовали повороту резьбовых втулок 8 в отверстиях 9 корпуса,
Применение известных шпонок для устранения проворота привело бы к необоснованному усложнению конструкции. Кроме того, выступы играют важную роль прижима
для державок в процессе регулировки последних на заданный размер, что существенно облегчает этот трудоемкий процесс. Канавки 15 способствуют пружинению выступов 11-15 (фиг,3-5) независимо от пружинения разрезной втулки 8, что позволяет разделить процесс зажима винтов 4 и прижима державки 3, сделав их независимыми. Указанные выступы могут быть подогнуты в процессе регулировки.
Выполнение выступов в виде плоских пружин 16 позволяет достичь аналогичных результатов за счет некоторого усложнения сборной конструкции.
Предлагаемое устройство существенно
повышает жесткость инструмента и, как следствие, повышает качество обработки поверхности и срок его службы.
Формула изобретения 1. Сборный режущий инструмент по авт. св. Ms 1641522, отличающийся тем, что, с целью повышения качества обработанной поверхности за счет увеличения жесткости, в режущий инструмент введены разрезные резьбовые втулки с коническими буртиками, взаимодействующими с коническими участками, выполненными в отверстиях корпуса, перпендикулярных державкам, при этом крепежные винты установлены в указанных втулках, а на торцах
втулок выполнены выступы для взаимодействия с державками,
2. Инструмент поп.1,отличающий- с я тем, что в основании выступов с наружной стороны выполнены канавки.
3. Инструмент поп.1,отличающий- с я тем, что выступы выполнены в виде упругих пластин, закрепленных в продольных пазах. выполненных во втулках.
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент | 1986 |
|
SU1364399A1 |
| Сборный режущий инструмент | 1988 |
|
SU1641522A1 |
| Сборный режущий инструмент | 1983 |
|
SU1085686A1 |
| Сборный канавочный резец | 1990 |
|
SU1780932A1 |
| Сборный инструмент | 2017 |
|
RU2692536C2 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| Режущий инструмент, а также резцовая кассета для него | 2013 |
|
RU2643009C2 |
| Штамп для холодной листовой штамповки | 1987 |
|
SU1489898A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| РАСТОЧНАЯ ГОЛОВКА | 1992 |
|
RU2014172C1 |
Использование: обработка металлов, плоскостей фрезерованием и расточка отверстий. Сущность изобретения: инструмент содержит корпус, в отверстиях которого установлены цилиндрические державки с зачистными фасками и диаметрально противоположными, параллельными оси лысками, взаимодействующими с винтами крепления. В режущий инструмент введены разрезные резьбовые втулки с коническими буртиками, взаимодействующими с коническими участками выполненными в отверстиях корпуса, перпендикулярных державкам, при этом крепежные винты установлены в указанных втулках, а на торцах втулок выполнены выступы для взаимодействия с державками. При этом в основании выступов с наружной стороны выполнены канавки либо сами выступы выполнены в виде упругих пла стин, закрепленных в продольных пазах втулок 6 ил.
Фиг. /
№
,2
в 6
43
.4
&U2. S
. 6
| Сборный режущий инструмент | 1988 |
|
SU1641522A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
