Устройство относится к металлообработке и может быть использован при обработке отверстий. Известна расточная головка для обработки глубоких отверстий, содержащая корпус, в пазах которого расположены упругие элементы и опи рающиеся на них направляющие, арми рованные твердым сплавом l1 . Однако надежность головки зависит от качества пайки твердого спл ва к направляющей, а также отсутст вия жесткой связи направляющих с корпусом инструмента, что приводит к увеличению увода обработанных отверстий, Цель изобретения - повышение то нести обработки. Указанная цель достигается тем, что расточная головка для обработки глубоких отверстий, содержащая корпус, в пазах которого рас положены упругие элементы и опираю щиеся на них направляющие, армированные твердым сплавом, снабжена установленной в каждом пазу опорой выполненной разрезной с наружными внутренними лепестками, между которыми размещена направляющая, через внутренний лепесток опоры контактирующая с упругим элементом при этом на боковой поверхности на ружного лепестка выполнен скос, а на внутреннем лепестке - выступ, предназначенные соответственно для контакта с направляющей и дном паз На фиг.1 изображен инструмент с направляющими, расположенными в двух взаимно перпендикулярных плоскостях, вид спереди; на фиг.2 вид А на фиГо (вид на направляющую) ; на фиг.З - сечение Б-Б на фиг.2 (продольный разрез разрезной опоры); на фиг,4 - сечение В-В на фиг,2. Направляющая выполнена в виде твердосплавной пластины 1 с наклонной одной из поверхностей а , На кор пусе 2 двухлезвенного инструмента выфрезерованы продольные пазы, в которых размещены разрезная опора и твердосплавная пластина 1. Пазы имеют в поперечном сечении прямоугольную форму. С помощью прорези b опора 3 поделена на два лепестка: наружный С и внутренний d причем наружный лепесток с имеет наклонную поверхность а с углом наклона, равным углу наклона твердо сплавной пластины 1, Пластина 1 установлена в пазу корпуса 2 на вну рением лепестке Q опоры 3, который в свою очередь, размещен в пазу на упругом элементе 4, выполненном из упругопластичного материала (резина,полиуретан). Опора 3 на внутреннем л«пестке имеет выступ в . Опора 3 и упругий элемент 4 предварительно закреплеий в пазу корпуса 2 винтом 5, который проходит через выполненные в них отверстия. При этом в верхней части винта 5 выполнена сфера, имеющая возможность контактирования с увеличенной фаской F опоры 3. Винт 5 ввинчивается в выполненное резьбовое отверстие корпуса 2 инструмента. При изготовлении опоры 3 необходимо выполнить опорную поверхность g по радиусу. Для сборки направляющих головки в паз корпуса 2 вначале устанавливается упругий элемент 4, затем в тот же паз одновременно размещаются опора 3 и твердосплавная пластина 1 с последующим их предварительным зажимом винтом 5. Увеличенная фаска i опоры 3 и сфера винта 5 позволяет ей перемещаться в поперечном направлении и иметь угловые перемещения относительно выступа е , При смещении твердосплавной пластины 1 (в любом из ее возможных положений) происходит выбор зазоров в соединении ее наклонных поверхностей с опорой 3 и жесткая самоустановка твердосплавной пластины в продольной плоскости относительно выступа е на корпусе 2 головки. Экономический эффект от применения головки по сравнению с другими инструментами, в которых натяг по направляющим осуществляется с помощью клинопружинного механизма или упругой прокладки, сказывается на снижении стоимости изготовления головки, так как отпадгхют дорогостоящие операции пригонки, обеспечивающие минимальные зазоры рабочих поверхностей элементов (направляющие, корпус головки) и требующие значительного количест5за высококвалифицированного ручного труда; на уменьшении металлоемкости головки за счет сокращения номенклатуры деталей, необходимых для крепления направляющих; на надежности проведения операций обработки отверстий этими инструментами, так как осуществляется автоматический выбор зазоров соединения направляющей с . корпусом головки при установлении на нем определенного натяга по направляющим. При выборе зазоров соединения направляющих с корпусом головки осуществляется одновременно самоустановка направляющих в осевой плоскости, что способствует улучшению базирования направляющих и, соответственно, головки на обрабртанной поверхности отверстия.
Выполнение направляющих головки способствует повышению надежности ее работы на операциях обработки глубоких
отверстий ,улучшению указанных техникоэкономических показателей,уменьшению увода обработанных отверстий.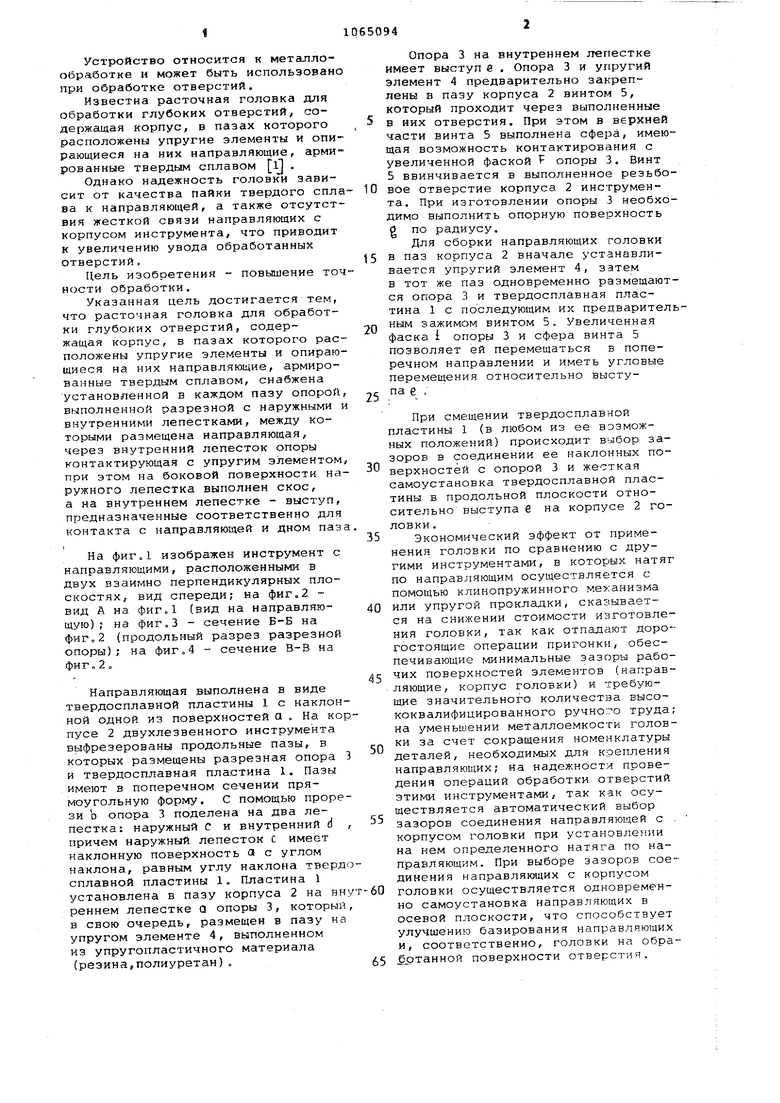

| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ГОЛОВКА | 1992 |
|
RU2014172C1 |
| Расточная головка | 1990 |
|
SU1726154A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2011 |
|
RU2457926C1 |
| Инструмент для обработки отверстий | 1986 |
|
SU1315155A1 |
| Расточной инструмент | 1983 |
|
SU1183304A1 |
| Режущий инструмент | 1981 |
|
SU1007841A1 |
| Расточная головка | 1982 |
|
SU1103954A1 |
| Расточная головка | 1984 |
|
SU1240509A2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| Инструмент для обработки отверстий | 1982 |
|
SU1076201A1 |
РАСТОЧНАЯ ГОЛОВКА ДЛЯ обработки глубоких отверстий, содержащая корпус, в пазах которого расположены упругие элементы и опирающиеся на них направляющие, армированные твердым сплавом, отличающаяся тем, что, с целью повышения точности обработки, головка снабжена, установленной в каждом пазу опорой, выполненной разрезной с наружными и внутренними лепестками, между которыми размещена направляющая, через внутренний лепесток опоры контактирующая с упругим элементом, при этом на боковой поверхности наружного лепестка выполнен скос, а на внутреннем лепестке - выступ, предназначенные соответственно для контакта с направляющей и дном паза.S 3 ел о :о j
8идА
6 Фи,.г
в-8 6-6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Расточная головка | 1978 |
|
SU844135A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
