Известны способы крепления поверхности литейных форм с помощью металлических шпилек.
По предлагаемому способу крепление поверхности формы осуществляется местным введением л идкого стбкла путем накалывания формы шприцем. Это позволяет упростить технологический процесс крепления форм и исключает расход металла на щнильки. Кроме того, подобный метод крепления облегчает труд формовщика и повышает производительность его труда.
При введении с помощью щприца жидкого стекла в формовочный состав оно располагается вокруг цилиндрической полости, образованной иглой щприца, и, засыхая, цементирует формовочный состав.
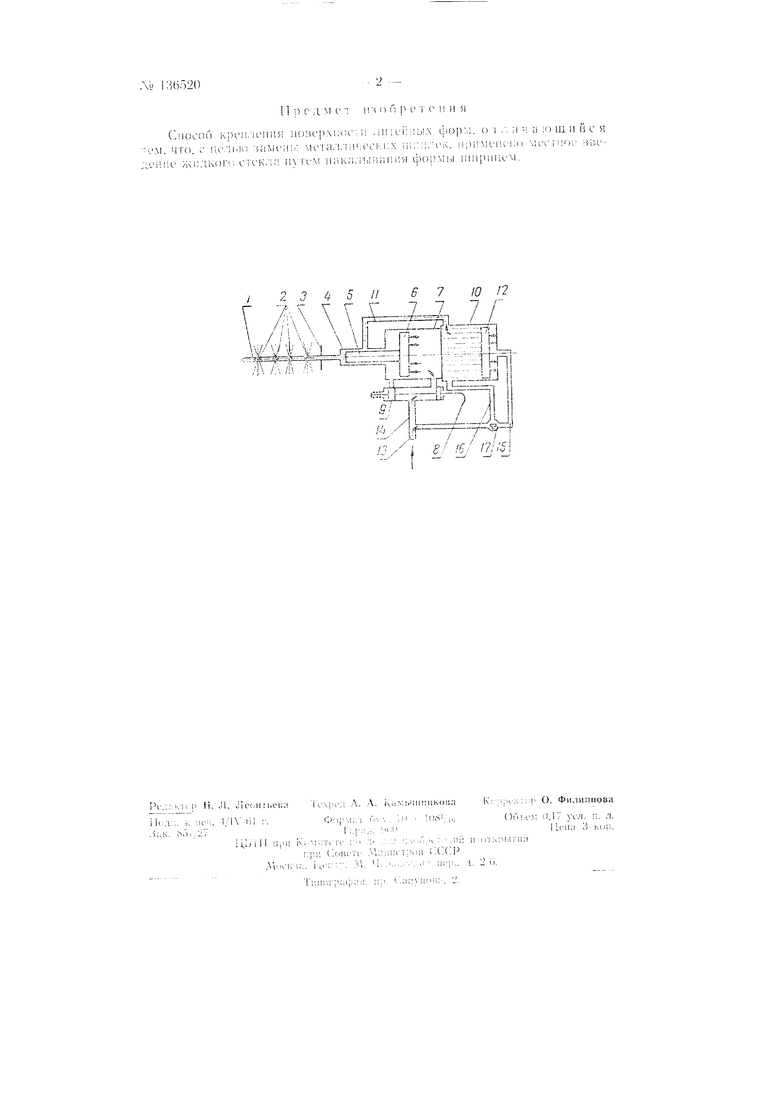
На чертеже показана схема шприца для введения л идкого стекла в литейную форму.
Вспрыскивание жидкого стекла в литейн 1о фор.му производится через иглу 1, снабженную боковыми отверстиями 2. Игла / вводится в форму до упора 3 и жидкое стекло выдавливается из цилиндра 4 под действием поршня 5, жестко соединенного с поршнем 6. Управление ходом поршня 6 вперед и назад в цилиндре 7 осуществляет формовщик с помощью курка 8, связанного с золотниковым распределителем 9 воздуха. Отношение площади порщня 6 к площади поршня 5 равно 40, что обеспечивает подач жидкого стекла в форму под высоким давлением.
Поступление жидкого стекла в цилиндр 4 производится из цилиндра 10 через трубку // под небольщим давлениелг, которое создается поршнем 12. Из магистрали сжатый воздух под давлением 4-5 атм поступает в шприц через патрубок 13 и по трубке 14 подается в золотниковый распределитель 9, а по трубкам 15 и }6 подводится в цилиндр 10. Для очередного заполнения цилиндра 10 жидким стеклом в него по трубке 16 впускается с помощью трехходового крана 17 сжатый воздух и поршень 12 отходит в крайнее заднее положение.
Шприц, выполненный в виде пистолета, весит около 1,3 кг.
1 п о д м V } 1ч п ) Г е т (V и я
(йкксш ,ii,uMinsi ii()U|) i . ni ic/ihibix форм, о : /; n ч ЧМ, что, i lU.ii-K) чамгиь; ur;i..ii i;i4 -.i;x iii;::;,ri4, iipiMiM ci;i) UiMic ()Г;: спкла пхПМ iiaK;i;ibi;i;iiu;vi (boinii, шприцем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидропневматический пресс для вырубки жестких материалов резаками на металлических плитах | 1937 |
|
SU58526A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕЛИВАНИЯ КРОВИ | 1998 |
|
RU2143282C1 |
| УСОВЕРШЕНСТВОВАННЫЕ БЕЗЫГОЛЬНЫЕ ИНЪЕКТОРЫ | 2012 |
|
RU2587011C2 |
| Пневматический тормоз | 1926 |
|
SU7932A1 |
| МЕХАНИЗМ КОНТРОЛЯ ТОЧНОЙ ВЕЛИЧИНЫ ДОЗЫ И ШПРИЦ ДЛЯ ДОСТАВКИ ЛЕКАРСТВА | 2012 |
|
RU2650207C2 |
| Шприц | 1978 |
|
SU1136742A3 |
| ОБРАЗОВАНИЕ ТЕРАПЕВТИЧЕСКОГО ВСПЕНЕННОГО МАТЕРИАЛА С МИКРОПУЗЫРЬКАМИ ГАЗА | 2000 |
|
RU2261700C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| ПРЕДВАРИТЕЛЬНО ЗАПОЛНЕННАЯ БОТУЛИНИЧЕСКИМ ТОКСИНОМ ШПРИЦЕВАЯ СИСТЕМА | 2017 |
|
RU2745739C2 |
3 5 // Z
/4 r JJLLj h:.:Vv V V 1 г
- з|Еффп45 Ц;Erb ljfEj -1
