Изобретение относится к технологии машиностроения, в частности к устройствам и способам отделочно-упрочняющей обработки сферических поверхностей деталей, например автомобильных шаровых пальцев из сталей и сплавов иглофрезерованием или поверхностным пластическим деформированием (ППД) со статическим и импульсным нагружением инструмента.
Известны цилиндрическая щетка и способ механической обработки ею, содержащая установленную на корпусе обойму с цилиндрическими гнездами, в каждом из которых размещен стакан с пучком ворса, и упругий элемент, расположенный под стаканами и контактирующий с корпусом, при этом стаканы установлены в гнездах свободно, каждое гнездо на внутренней поверхности имеет кольцевую проточку, а на наружной поверхности стакана выполнен кольцевой выступ, ширина которого меньше ширины проточки гнезда, причем упругие элементы размещены в канавках корпуса, кроме того, на упругих элементах смонтированы отражатели [1].
Известная цилиндрическая щетка и способ обработки реализуемой ею имеют ограниченные технологические возможности, не позволяют производить резание неровностей значительной глубины, не позволяют управлять усилием прижатия пучков ворса к обрабатываемой поверхности, т.е. не позволяют управлять глубиной резания, что снижает производительность и качество обработки.
Известен способ и устройство для обработки неполных сферических поверхностей деталей ППД, при котором обрабатываемой заготовке и деформирующему инструменту сообщают вращательное движение, причем деформирующему устройству сообщают вращение по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой сферической поверхности, при этом угловая скорость деформирующего устройства связана с угловой скоростью обрабатываемой заготовки соотношением ωин>>ωд, кроме того, дано математическое соотношение между усилием нагружения и усилием обкатывания [2].
Устройство и способ отличаются низким КПД, большой энергоемкостью, недостаточно большой глубиной упрочненного слоя и не высокой степенью упрочнения обрабатываемой поверхности.
Задачей изобретения является расширение технологических возможностей иглофрезерования или ППД благодаря использованию импульсного нагружения режущего или деформирующего инструмента, позволяющее управлять глубиной режущего или упрочненного слоя, степенью упрочнения и микрорельефом поверхности, а также повышение качества, точности и производительности обработки благодаря использованию многоэлементного режущего или деформирующего инструмента.
Поставленная задача решается с помощью предлагаемого устройства для отделочной обработки сферических поверхностей, содержащего корпус и расположенные в нем рабочий инструмент, боек и волновод, который выполнен с возможностью приложения к нему с помощью бойка периодической импульсной нагрузки, вырабатываемой гидравлическим генератором импульсов, при этом корпус выполнен с радиальными пазами, ступенчатым отверстием и с возможностью вращения от индивидуального привода, рабочий инструмент выполнен в виде пучков ворса металлических проволочек, V-образно изогнутых внутрь корпуса с образованием рабочей вогнутой сферической поверхности радиусом, равным R-i, мм, где R - радиус обрабатываемой сферической поверхности, мм, i - натяг обработки, мм, при этом пучки ворса установлены на торце корпуса в его радиальных пазах и выполнены в виде режущих или деформирующих элементов, а волновод размещен в ступенчатом отверстии корпуса из условия обеспечения дополнительного перемещения металлических проволочек пучков ворса и их выпрямления с созданием дополнительного натяга при воздействии периодической импульсной нагрузки.
Сущность устройства для отделочной обработки иглофрезерованием или упрочнением сферических поверхностей поясняется чертежами.
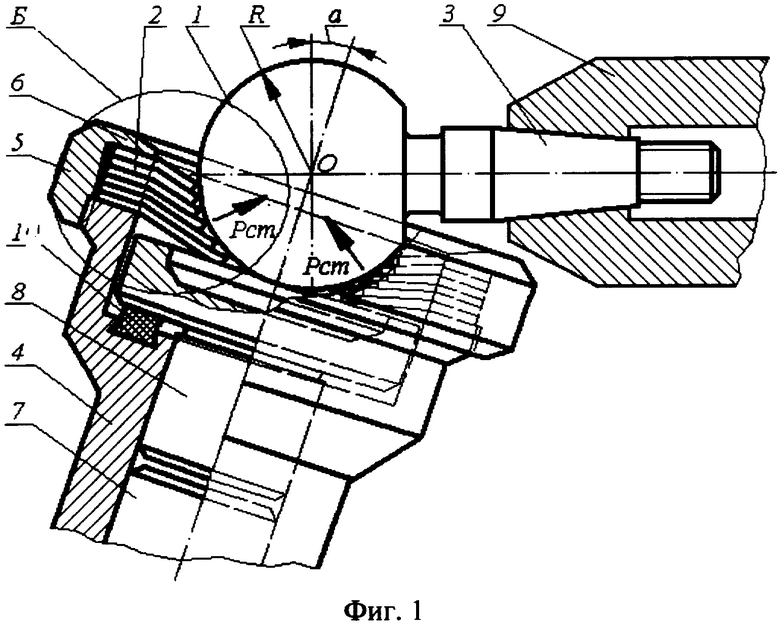
На фиг.1 представлена наладка для обработки заготовки автомобильного шарового пальца, установленного в специальном приспособлении с базированием по конической поверхности хвостовика, предлагаемым устройством в момент перед включением рабочего хода, продольный разрез; на фиг.2 - схема обработки заготовки автомобильного шарового пальца, установленного в специальном приспособлении с базированием по конической поверхности хвостовика, предлагаемым устройством в момент импульсного нагружения режущих или деформирующих элементов - пучков ворса; на фиг.3 - поперечное сечение А-А на фиг.2; на фиг.4 - элемент Б на фиг.1, где тонкими линиями показано положение металлических иголок пучка ворса при действии импульсной нагрузки РИМ на иглофрезу.
Предлагаемое устройство служит для отделочной обработки иглофрезерованием или упрочнением, т.е. поверхностным пластическим деформированием (ППД) сферических поверхностей 1 с периодическим импульсным нагружением пучков ворса 2 из V-образно изогнутых внутрь корпуса металлических проволочек. При этом обрабатываемой заготовке 3, например автомобильному шаровому пальцу, сообщают вращательное движение VЗ, а режущим или деформирующим элементам - вращательное движение VИ и продольную подачу SПР с целью подвода и поджатия их к центру О сферической поверхности.
Корпус 4, являющийся гидроцилиндром, выполнен полым и на его наружной поверхности с одного торца на резьбе установлена гайка 5 с буртиком 6. Корпус 4 вращается от индивидуального привода (не показан) и в нем расположены боек 7 и волновод 8.
В радиальных пазах на торце корпуса 4 установлены режущие или деформирующие элементы 2, выполненные в форме пучков ворса из V-образно изогнутых внутрь корпуса металлических проволочек, образующие рабочую вогнутую сферическую поверхность радиусом (R-i) мм, где R - радиус обрабатываемой сферической поверхности 1 заготовки 3, мм; i - натяг, мм. Крепление пучков ворса иглофрезы осуществляется гайкой 5 с буртиком 6 или другими известными способами.
В отверстии корпуса 4 размещен волновод 8, на который воздействует боек 7, создавая периодическую импульсную нагрузку РИМ, вырабатываемую гидравлическим генератором импульсов (ГГИ) (не показан), который подключен к корпусу 4 [3-5]. Периодическая импульсная нагрузка РИМ волновода направлена на дополнительное сообщение перемещения металлических проволочек пучков ворса 2, выпрямляя их и создавая дополнительный натяг.
Пучки ворса 2, образующие рабочую режущую вогнутую сферическую поверхность, расположены в торце корпуса 4 радиально относительно продольной оси инструмента.
Корпус 4 с иглофрезой 2 подается на заготовку в продольном направлении SПР до соприкосновения с пучками ворса и еще на величину натяга, благодаря чему создается статическая нагрузка РСТ, при этом пучки ворса еще больше прогнутся (см. фиг.1), ведя обработку сферической поверхности заготовки. Таким образом, изменяя величину натяга путем приближения или удаления инструмента в направлении SПР управляют глубиной резания или упрочнения в статическом режиме работы устройства.
При действии на торец волновода 8 бойка 7, которые соосно установлены в корпусе 4, создается импульсная нагрузка Рим путем удара волновода по изогнутым частям пучков ворса, выпрямляя их (см. фиг.2). Такой статико-импульсный режим позволяет интенсифицировать процесс иглофрезерования или упрочнения.
При длительной работе иглофрезы пучки ворса будут изнашиваться неравномерно. Перед правкой отпускают гайку 5, пучки ворса сдвигают в радиальных пазах к центру и фиксируют гайкой 5. Для правки с целью восстановления режущих свойств и необходимого размера (R - i) используют правящий алмазный инструмент, имеющий форму и размеры обрабатываемой сферической поверхности заготовки.
Для обрабатывания заготовки, например пальца шарового верхнего 2101-2904187, на токарном станке используют специальное электромеханическое приспособление 9 (фиг.1-2), позволяющее произвести установку, базирование и закрепление заготовки на предварительно обработанную коническую поверхность хвостовика.
В качестве механизма импульсного нагружения иглофрезы применяется гидравлический генератор импульсов (не показан) [3, 4]. Заготовке и иглофрезе сообщают вращательные движения, при этом иглофрезе - еще и продольную подачу. Периодическую импульсную Рим нагрузку прикладывают в направлении продольной подачи к изогнутой части пучков ворса, стремясь выпрямить их и направить иглы радиально к центру обрабатываемой сферической поверхности.
Периодическую импульсную нагрузку Рим осуществляют с помощью бойка 7, воздействующего на торец волновода 8. В результате удара бойка по торцу волновода в бойке и волноводе возникают ударные и противоположно направленные импульсы одинаковой амплитуды и продолжительности, каждый из которых будет воздействовать на пучки ворса и на обрабатываемую поверхность с цикличностью, равной двойной продолжительности импульсов. Дойдя до обрабатываемой поверхности, ударный импульс распределяется на проходящий и отражающий. Проходящий импульс формирует динамическую составляющую силы деформации, которая интенсифицирует процесс резания или упрочняет поверхностный слой обрабатываемой сферической поверхности.
Возможность рационального использования энергии ударных волн определяется размерами инструмента.
При перемещении бойка снизу вверх, согласно фиг.1-2, отогнутые пучки ворса воспринимают на себя периодическую импульсную нагрузку Рим волновода, благодаря которой нижние части игл перемещаются вверх, выпрямляются и радиально приближаются к обрабатываемой поверхности, увеличивая натяг.
Общая продольная периодическая импульсная нагрузка Рим бойка по волноводу воспринимается отогнутой частью пучков ворса и равномерно распределяется на каждую иглу. Это значит, что каждый пучок ворса своими иголками оказывает режущее или упрочняющее воздействие с импульсной нагрузкой, направленной к обрабатываемой поверхности.
Периодическую импульсную Рим нагрузку прикладывают в направлении продольной подачи и благодаря особенностям конструкции устройства направляют ее к центру обрабатываемой поверхности.
Периодическая импульсная нагрузка Рим должна быть больше суммарной силы, требуемой для деформации пучков ворса и силы, необходимой для резания или упрочнения. Отвод волновода и бойка после удара в первоначальное положение (согласно фиг.1-2, вниз) осуществляется за счет упругости пучков ворса и возвращения отогнутой части их в первоначальное свободное состояние. С целью смягчения удара волновода по корпусу при отводе волновода в торце корпуса установлен демпфер 10, например, в виде резинового кольца.
В результате удара бойка по торцу волновода и волновода по V-образно изогнутым пучкам ворса, последние воздействуют на обрабатываемую поверхность с цикличностью, задаваемой гидравлическим генератором импульсов. Возможность рационального использования энергии ударных волн определяется размерами пучков.
Неполная сферическая поверхность обрабатываемой заготовки вынуждает устанавливать продольную ось устройства под углом α относительно плоскости, перпендикулярной продольной оси заготовки и проходящей через центр сферы.
Точность формы обрабатываемой сферической поверхности заготовки предлагаемым устройством повышается и снижается величина шероховатости благодаря самоцентрированию и самоустановке пучков ворса по обрабатываемой поверхности при ее биениях и вибрациях.
Для осуществления отделочной режущей обработки (со снятием стружки) необходимо, чтобы твердость и предел прочности при растяжении материала проволочных элементов ворса были выше этих параметров материала обрабатываемой заготовки в 1,5…2 раза, соотношение l/i, где i - наименьший радиус инерции поперечного сечения проволочных элементов, находилось в пределах 50…100, а коэффициент Кп плотности проволочного ворса в пределах 0,7…0,9; при этом натяг должен составлять - Н=0,7…1,5 мм.
Режимы работы устройства можно рекомендовать следующие. Окружная скорость для отделочной обработки 2…5 м/с. Продольная подача определяется по формуле S=Lвыстn (мм/мин), где n - частота вращения устройства, мин-1; значение Lвыст (мм) зависит от натяга и диаметра диска, и определяют опытным или расчетным путем.
Испытания устройства при отделочной обработки (со снятием стружки) заготовки предлагаемым устройством показали, что оно срезает с обрабатываемой поверхности окалину вместе с упрочненным слоем; при этом в процессе иглофрезерования из-за упругости рабочей поверхности устройства обработанная поверхность не упрочняется, усилие прижатия устройства к обрабатываемой поверхности заготовки составляет 200…600 Н на 10 мм ширины рабочей поверхности устройства, а тангенциальная составляющая силы резания равна 150…550 Н.
Для отделочной обработки со снятием стружки предлагаемым устройством необходимо соблюдать условия
Кр=р/σв=1,5…2,0,
где р - давление при иглофрезеровании, МПа;
σв - предел прочности материала обрабатываемой заготовки, МПа.
Выбор соответствующего давления р зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга Н [6].
Если предлагаемое устройство работает как упрочняющее (без снятия стружки), то глубина упрочненного слоя достигает 0,5…1,5 мм, что значительно (в 1,5…2 раза) больше, чем при традиционном ППД. Наибольшая степень упрочнения составляет 15…25%. В результате обработки предлагаемым устройством по сравнению с традиционным ППД эффективная глубина слоя, упрочненного на 20% и более, возрастает в 1,5…2,2 раза, а глубина слоя, упрочненного на 10% и более, - в 1,3…1,6 раза.
Пример. Для оценки параметров качества поверхностного слоя, упрочненного предлагаемым устройством, проведены экспериментальные исследования обработки автомобильного шарового пальца с использованием предлагаемого устройства, настроенного для работы как упрочняющее. Заготовку пальца шарового верхнего 2101-2904187, установленную в специальном электромеханическом приспособлении, упрочняли на станке мод. 16К20 с помощью предлагаемого устройства с использованием ГГИ [3-5]. Заготовка изготовлена из стали 20Х ГОСТ 1050-74. Смазывающе-охлаждающей жидкостью служил сульфофрезол (5%-ная эмульсия). Обрабатывали сферу диаметром 32,7±0,1; исходный параметр шероховатости Ra=3,2 мкм, достигнутый - Ra=0,63.
Значения технологических факторов (частоты ударов, величины подачи, скорости вращения заготовки и инструмента) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6…10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
С учетом перебега инструмента заготовка полностью обрабатывалась за 1,25…1,5 оборота; скорость деформирующих элементов - VИ=50 м/мин (nи=500 мин-1); продольная подача Sпр устройства осуществлялась вручную до создания натяга между деформирующими элементами и обрабатываемой поверхностью 0,3…1,6 мм.
Требуемая шероховатость и точность сферической поверхности была достигнута за Тм=0,81 мин (против Тм баз=2,75 мин по базовому варианту при традиционной обработке обкатыванием на Орловском сталепрокатном заводе ОСПАЗ). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68 и на профилометре мод. 283 тип АН ГОСТ 19300-86. В обработанной партии (равной 100 шт.) бракованных деталей не обнаружено. Отклонение обработанной поверхности от сферичности составило не более 0,02 мм, что допустимо ТУ.
Величина силы импульсного воздействия пучков ворса на обрабатываемую поверхность составляла Рим=255…400 кН. Глубина упрочненного импульсной обработкой слоя в 3…4 раза выше, чем при традиционном обкатывании. Упрочненный слой при традиционном обкатывании формируется в условиях длительного действия больших статических усилий.
С помощью предлагаемого устройства аналогичная глубина упрочненного слоя достигается в результате кратковременного воздействия на очаг деформации пролонгированного импульса энергии.
Исследования напряженного состояния упрочненного поверхностного слоя импульсной обработкой показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин.
Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,1…1,3 раза больше, чем глубина наклепанного слоя, что согласуется с теорией поверхностного пластического деформирования.
Обработка показала, что параметр шероховатости обработанных сферических поверхностей уменьшился до значения Ra=0,32…0,63 мкм при исходном - Ra=3,2…6,3 мкм, производительность повысилась более чем в три раз по сравнению с традиционным обкатыванием.
Энергоемкость процесса уменьшилась в 2,2 раза.
Микровибрации в процессе обработки благоприятно сказываются на условиях работы инструмента - пучков ворса иглофрезы. Наложение малого по амплитуде колебательного движения приводит к более равномерному распределению нагрузки на инструмент, вызывает дополнительные циклические перемещения контактных поверхностей инструмента и заготовки, облегчает формирование упрочняемой поверхности. Колебания способствуют лучшему проникновению смазочно-охлаждающей жидкости (СОЖ) в зону обработки. При наложении колебаний деформирующие элементы инструмента периодически «отдыхают», что способствует увеличению их стойкости. Обработка в условиях колебаний резко увеличивает эффективность охлаждающего, диспергирующего и пластифицирующего действия СОЖ вследствие облегчения ее доступа в зону контакта инструмента и заготовки.
Предлагаемое устройство расширяет технологические возможности импульсной обработки резанием или поверхностным пластическим деформированием за счет управления глубиной срезаемого или упрочненного слоя и микрорельефом сферической поверхности путем использования устройства и инструмента специальной формы с большим количеством режущих или деформирующих элементов, что позволяет увеличить производительность и снизить расходы на изготовление благодаря простоте конструкции.
Источники информации
1. А.с. СССР 824969, МКИ3 А46В 7/10. Цилиндрическая щетка. Берков Б.В. 2809273-12; 08.08.79; 30.04.81. Бюл. №16.
2. Патент РФ 2031770, МКП6 В24В 39/04, 39/00. Способ обработки неполных сферических поверхностей деталей ППД. Гаврилин A.M., Самойлов Н.Н. 5045958/27; 14.04.92; 27.03.95. Бюл. №9.
3. Патент РФ 2098259, МКИ6 В24В 39/00. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Способ статико-импульсной обработки поверхностным пластическим деформированием. 96110476/02, 23.05.96; 10.12.97. Бюл. №34.
4. Киричек А.В., Лазуткин А.Г., Соловьев Д.Л. Статико-импульсная обработка и оснастка для ее реализации // СТИН, 1999, №6. - С.20-24.
5. Патент РФ 2090342. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Гидроударное устройство для обработки деталей поверхностным пластическим деформированием. 1997. Бюл. №34.
6. Гавриленко И.Г. Способ совмещения предварительной и окончательной иглофрезерной зачистки цилиндрических деталей // Автоматизация и современные технологии. - 1992. - №9. - С.27-30.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ИЛИ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367565C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2008 |
|
RU2364492C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2006 |
|
RU2320460C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2006 |
|
RU2320459C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2008 |
|
RU2364493C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2366556C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367558C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371297C1 |



Изобретение относится к технологии машиностроения, в частности к устройствам для отделочно-упрочняющей обработки сферических поверхностей деталей. Устройство содержит корпус и расположенные в нем рабочий инструмент, боек и волновод, который выполнен с возможностью приложения к нему с помощью бойка периодической импульсной нагрузки. Корпус выполнен с радиальными пазами, ступенчатым отверстием и с возможностью вращения от индивидуального привода. Рабочий инструмент выполнен в виде пучков ворса металлических проволочек, V-образно изогнутых внутрь корпуса с образованием рабочей вогнутой сферической поверхности. Пучки ворса установлены на торце корпуса в его радиальных пазах и выполнены в виде режущих или деформирующих элементов. Волновод размещен в ступенчатом отверстии корпуса из условия обеспечения дополнительного перемещения металлических проволочек пучков ворса и их выпрямления с созданием дополнительного натяга при воздействии периодической импульсной нагрузки. В результате расширяются технологические возможности, увеличивается производительность и снижаются расходы. 4 ил.
Устройство для отделочной обработки сферических поверхностей, содержащее корпус и расположенные в нем рабочий инструмент, боек и волновод, который выполнен с возможностью приложения к нему с помощью бойка периодической импульсной нагрузки, вырабатываемой гидравлическим генератором импульсов, отличающееся тем, что корпус выполнен с радиальными пазами, ступенчатым отверстием и с возможностью вращения от индивидуального привода, рабочий инструмент выполнен в виде пучков ворса металлических проволочек, V-образно-изогнутых внутрь корпуса с образованием рабочей вогнутой сферической поверхности радиусом, равным R-i, мм, где R - радиус обрабатываемой сферической поверхности, мм, i - натяг обработки, мм, при этом пучки ворса установлены на торце корпуса в его радиальных пазах и выполнены в виде режущих или деформирующих элементов, а волновод размещен в ступенчатом отверстии корпуса из условия обеспечения дополнительного перемещения металлических проволочек пучков ворса и их выпрямления с созданием дополнительного натяга при воздействии периодической импульсной нагрузки.
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| Цилиндрическая щетка | 1979 |
|
SU824969A1 |
| КОМБИНИРОВАННЫЙ ИГЛОУПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2241578C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2006361C1 |
| Способ иглофрезерной обработки | 1988 |
|
SU1576251A1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2252133C1 |
| US 4367576 A, 11.01.1983. | |||

