Изобретение относится к черной металлургии, в частности касается теп- юизоляционных вкладышей и может быть использовано для утепления головной kacTH слитков спокойной стали.
Цель из обретения - улучшение качества вкладьшей за счет предотвращения образования на них трещин и разломов.
I Способ включает изготовление из Иалопластичной массы плоского сырого полуфабриката, укладку его на вогну- тый. криволинейный поддон и сушку.
Плоский полуфабрикат изготавливают следующим образом.
Смесь влажностью 75-85%, содержа- ;щую 75% кварцевого песка, 5% огне- |упорной глины, 10% бумажной пульпы и 110% сульфитно-спиртовой барды, пода- |ЮТ в формовочный столик. После за- |ливки смеси до установленной отметки I(из расчета получения требуемой тол- щины вкладыша после формовки) в фор- |мовочный столик опускается пуансон. ;Во время прессования и вакуумирова- ния удаляют воду, при этом масса рав ;номерно оседает до заданной отметки. I Остаточная влажность сформированного вкладьш1а составляет 35-40%. До процесса сушки плоский полуфабрикат формуют за счет прогиба под действием собственного веса, при этом степень прогиба определяют из отношения вели I чины стрелы прогиба полуфабриката к его длине, .равного (1-10):74. Предварительно поверхность поддона покрывают гидрофобизатором, образующим пленку толщиной 0,2-0,5 мм, а поверхность полуфабриката-вкладьш1а - атея- щим веществом с выдержкой полуфабриката до укладки на поддон.
В качестве гидрофобизатора используют 1-5%-ную водную эмульсию поли- мерэтилгидросилоксана, а в качестве клеящего вещества - водный раствор силиката натрия плотностью 1,30 - 1,45 г/см. После нанесения с помощью форсунки-распылителя на плоскую
щийся в материале теплоизоляционного вкпацъта, весьма .близки по физико- химическим свойствам. Это способствует хорошей прилипаемости клея к вкладьяиу. Перед укладкой на сушильный поддон вкладьш выдерживают О,5- 2,5 мин для проникновения силиката натрия в тело вкладьш1а и образования на его поверхности эластичной пленки, которая предохраняет покрытую поверхность от разрывов при изгибе вкладыша в,момент его укладки на криволинейный сушильный поддон.
При выдержке вкладьш1а до укладки его на поддон менее 0,5 мин силикат натрия не успевает проникнуть достаточно глубоко в тело поддона и не образуется достаточно прочная пленка. В этом случае клеевое покрытие недостаточно эффективно и при укладке полуфабриката на криволинейный поддон он растрескивается и разламывается.
в случае выдержки полуфабриката более 2,5 мин клеевая пленка на поверхности пересыхает и становится более хрупкой. При укладке полуфабриката на криволинейный вогнутый поддон хрупкая пленка недостаточно эф- фективно предохраняет поверхность полуфабриката от разрывов при его изгибе.
Гидрофобизатор служит смазкой,
благодаря которой сырой полуфабрикат, пр огибаясь на криволинейном поддоне, проскальзывает по последнему и без растрескивания принимает его форму.
Пример. Сырой плоский полуфабрикат вкладьш1а размером 740 У- 500 мм и толш;иной 40 мм укладывали на вогнутый криволинейный сушильный поддон. Величину стрелы прогиба
вкладьш1а изменяли от 10 от 120 мм.
Испытанию подвергали сырые вкладыши-полуфабрикаты без покрытия кле- яш;им веществом и гидрофобизатором поверхности поддона, полуфабрикаты
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОИЗОЛЯЦИОННЫЙ ВКЛАДЫШ ДЛЯ ФУТЕРОВКИ ПРИБЫЛЬНОЙ НАДСТАВКИ ИЗЛОЖНИЦЫ | 2000 |
|
RU2176172C1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ ВКЛАДЫШ ДЛЯ ФУТЕРОВКИ ПРИБЫЛЬНОЙ НАДСТАВКИ ИЗЛОЖНИЦЫ | 2003 |
|
RU2240204C1 |
| Прибыльная надставка | 1986 |
|
SU1435383A1 |
| Устройство для отливки полого слитка | 1983 |
|
SU1130431A1 |
| Способ изготовления утеплительной вставки | 2020 |
|
RU2754730C1 |
| Поддон изложницы для разливки металла сверху | 1985 |
|
SU1366281A1 |
| Способ сборки и подготовки устройства для сифонной разливки стали | 1990 |
|
SU1787662A1 |
| Изложница для разливки стали | 1979 |
|
SU793698A1 |
| Изложница | 1979 |
|
SU829322A1 |
| Способ производства слитков | 1985 |
|
SU1340890A1 |
Изобретение относится к горной металлургии, в частности касается теплоизоляционных вкладышей, и может быть использовано для утопления головной части слитков спокойной стали. Цель изобретения - улучшение качества вкладышей-за счет предотвращения образования на них трещин, разломов и повышения выхода годной стали. Способ включает изготовление из малопластичной массы плоского сьфого полуфабриката, укладку его на вогнутый криволинейный поддон и сушку. Да процесса сушки плоский полуфабрикат искривляют за счет прогиба под действием собственного веса. Степень прогиба определяют из соотношения величины стрелы прогиба полуфабриката к его длине, равного (1-10):74. Предварительно поверхность поддона покрывают гидрофо- бизатором, образующим- пленку толщиной 0,2-0,5 мм, а поверхность полуфабриката (вкладыша) - клея щим веществом с вьщержкой полуфабриката до укладки на поддон в течение 0,5 - 2,5 мин. В качестве гидрофобизатора используют 1-5%-ную водную эмульсию полимерэтилгидросилоксана, а в качестве клеящего вещества - водный раствор силиката натрия плотностью 1,3-1,45 г/см. Применение криволинейных вкладышей в прибыльной части слитка взамен плоских позволяет увеличить выход годного металла на 1,3% . за счет улучшения усЛовий теплоизоляции и уменьшения объема усадочной раковины. 2 з.п. ф-лы, 2 табл. с С ро О5 00 О5 О
нижнюю поверхность полуфабриката кле- 50 ез покрытия, но с покрытием поддона ящего вещества слоем 0,5-1,2 мм полу- гидрофобизатором, и полуфабрикаты,
клеящим
фабрикат опускают с помощью вакуум- присосок на вогнутый сушильный поддон .
Для теплоизоляционных вкладьшзей на основе кварцевого песка водный раствор силиката натрия является наиболее подходящим клеящим материалом. Силикат натрия и кремнезем, содержапокрытые
доном, покрытым
(табл. 1).
веществом, с под- гидр офобизатором
55
Из данных табл. 1 видно, что способ производства теплоизоляционных вкладышей с покрытием вогнутого сушильного поддона гидрофобизатором и
веществом, с под- гидр офобизатором
Из данных табл. 1 видно, что способ производства теплоизоляционных вкладышей с покрытием вогнутого сушильного поддона гидрофобизатором и
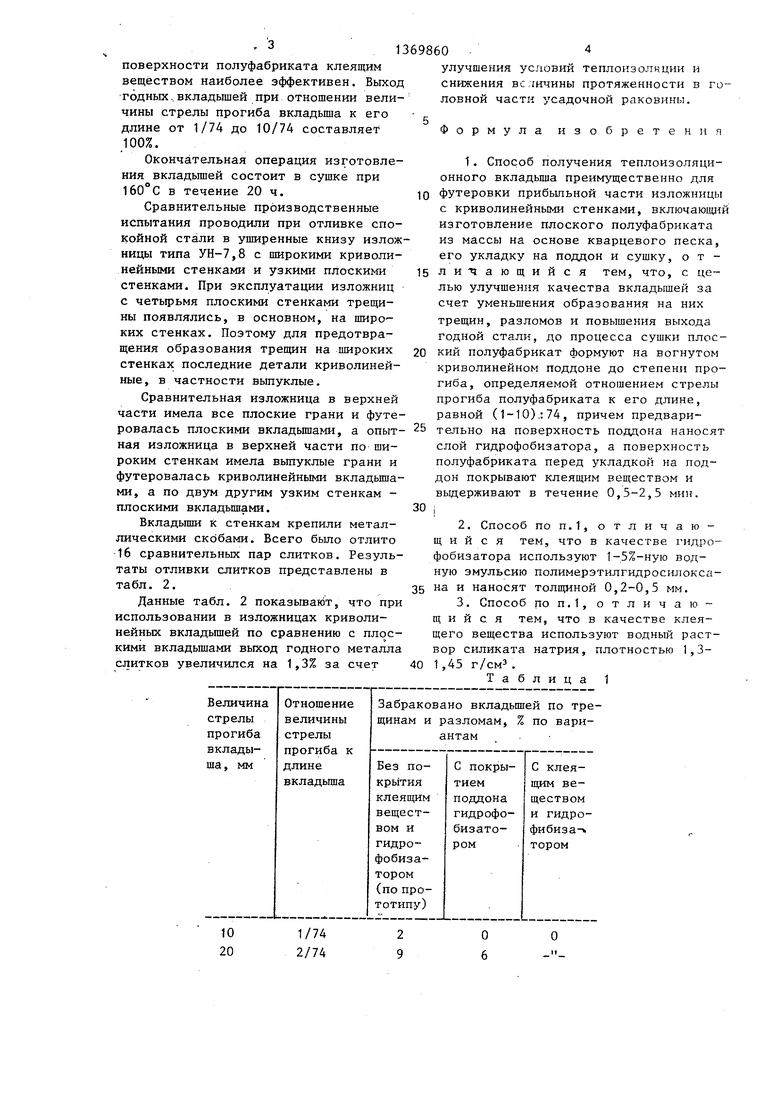
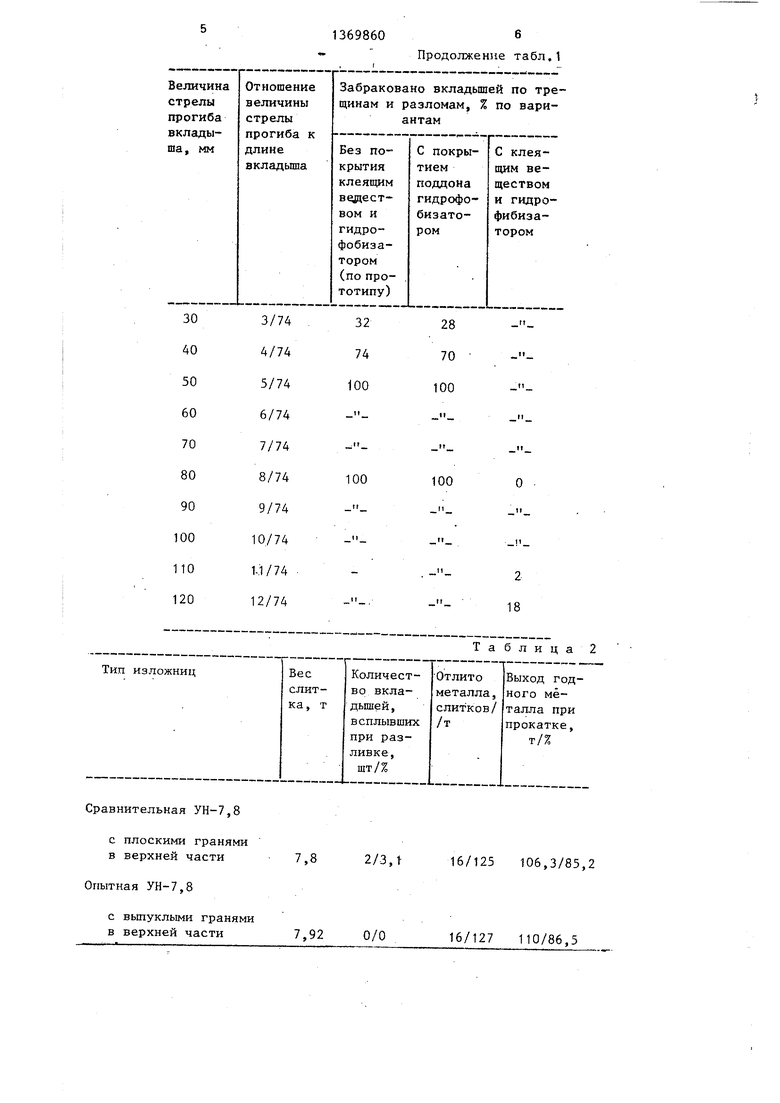
поверхности полуфабриката клеящим веществом наиболее эффективен. Выход годных,вкладышей при отношении величины стрелы прогиба вкладыша к его длине от 1/74 до 10/74 составляет 100%.
Окончательная операция изготовления вкладьш1ей состоит в сушке при ТбО С в течение 20 ч.
Сравнительные производственные испытания проводили при отливке спокойной стали в уширенные книзу изложницы типа УН-7,8 с широкими криволинейными стенками и узкими плоскими стенками. При эксплуатации изложниц с четырьмя плоскими стенками трещины появлялись, в основном, на широких стенках. Поэтому для предотвращения образования трещин на широких стенках последние детали криволинейные, в частности выпуклые.
Сравнительная изложница в верхней части имела все плоские грани и футеровалась плоскими вкладьш1ами, а опытная изложница в верхней части по широким стенкам имела выпуклые грани и футеровалась криволинейными вкладьш1а- ми, а по двум другим узким стенкам - плоскими вкладьш1ами.
Вкладыши к стенкам крепили металлическими скобами. Всего было отлито 16 сравнительных пар слитков. Результаты отливки слитков представлены в табл. 2.
Данные табл. 2 показывают, что при использовании в изложницах криволинейных вкладьш1ей по сравнению с плоскими вкладьш1ами выход годного металла слитков увеличился на 1,3% за счет
д 1369860
улучшения условий теплоизоляции н снижения величины протяженности в ловной части усадочной раковины.
Формула изобретения
футеровки прибьшьной части изложницы с криволинейными стенками, включаювдш изготовление плоского полуфабриката из массы на основе кварцевого песка, его укладку на поддон и сушку, о т Ли Чающийся тем, что, с целью улучшения качества вкладышей за счет уменьшения образования на них трещин, разломов и повышения выхода годной стали, до процесса сушки плоский полуфабрикат формуют на вогнутом криволинейном поддоне до степени прогиба, определяемой отношением стрелы прогиба полуфабриката к его длине, равной (1-10).: 74, причем предварительно на поверхность поддона наносят слой гидрофобизатора, а поверхность полуфабриката перед укладкой на поддон покрывают клеящим веществом и выдерживают в течение 0,5-2,5 мни.
I
Таблица 1
Продолжение табл,1
Таблица2
| Труды восточного института огнеупоров | |||
| Вып | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Свердловск, 1971, с.6-18. | |||
