00
о
СП
CD
ел
Изобретение относится к технологи обработки деталей из стекла, в частности к полированию оптических деталей, и может быть использовано в оптико-механической И электронной про- мьпапенности.
Целью изобретения является упрощение и повышение производительности
Контролируемую деталь гидростатически взвешивают в жидкости, химически инертной к материалу детали, затем промывают, высушивают и нагревают не менее 0,5 ч при температуре (0,125-0,5)1, где Т - температура ( с) стеклования, а после нагрева вновь гидростатически взвешивают. Качество полирования оценивают по разности значений взвешивания до и после отжига.
Если качество полирования детали низкое, то при нагреве в поверхностном слое детали происходит релаксация структурных дефектов, приводящая к повьш1ению плотности. По изменению плотности детали (по разности значений веса детали в жидкости до и после нагрева) можно определить качество полирования.
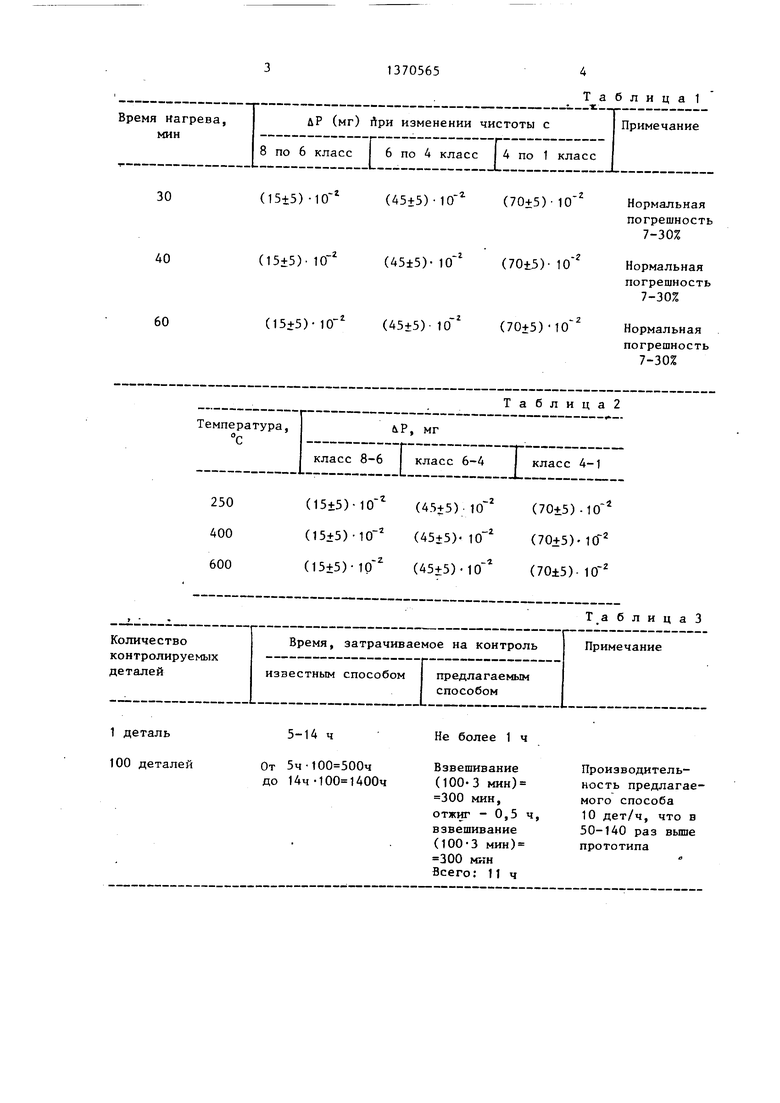
Предлагаемый способ прост, для его осуществления не требуется создания сложной установки, необходимы лишь весы, электропечь и жидкость (дистиллированная вода). Производительность способа - не менее 10 деталей/час. Причем при массовом по- точном контроле качества деталей производительность предлагаемого способа резко возрастает за счет того,что наиболее длительная операция - отжиг детали (0,5 ч) - осуществляется для всей партии деталей одновременно, а взвешивание одной детали длится всего 3 мин. Так, контроль качества партии из 100 шт деталей займет не более 11 ч (взвешивание 3 100 300 мин
отжиг 0,5 ч, повторное взвешивание 3-100 300 мин)о
Пример. Образцы из кварцево- го стекла KB размерами 50-15 мм изготавливают методом шлифования и глубокого полирования на станке ШП, используя полировальник на основе смоль СП-3 и водной суспензии полирита. Гидростатическое взвешивание прово - дят в дистиллированной воде на весах ВЛР-200, Нагревают образцы в печи типа СНОЛ в течение 0,5 ч при 250i10°C. Критерий чувствительности - разность веса образца в дистиллированной воде до и после отжига (лР, мг). Результаты измерений занесены в табл.1.
В табл.2 приведены результаты измерений ЛР после термообработки при различных температурах (температура , стеклования кварцевого стекла марки KB составляет 1200°С).
Сравнительный анализ производительности предлагаемого способа и прототипа приведен в табл.3.
Таким образом, сравнительный анализ показал, что предлагаемый способ контроля качества полирования деталей по сравнению с прототипом более прос- той и производительный.
Форму л-а изобретения
Способ контроля качества полирова- ния стеклянных деталей, отличающийся тем, что, с целью упрощения и повышения производительности, деталь гидростатически взвешивают в инертной жидкости, промывают, сушат и термообрабатывают в течение ЗО- 60 мин при температуре (О,125-0,5)Т„, где Тл - температура стеклования, после чего деталь вновь гидростатически взвешивают и оценивают качест- во по разности значений взвешивания до и после термообработки.
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полирования деталей | 1986 |
|
SU1397251A1 |
| Способ защиты полированной поверхности оптических деталей | 1986 |
|
SU1342886A1 |
| КОМПОЗИЦИЯ ДЛЯ СВЯЗАННОГО ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 2013 |
|
RU2526982C1 |
| Состав для полирования оптических деталей | 1980 |
|
SU956528A1 |
| Способ соединения оптических деталей | 1988 |
|
SU1544738A1 |
| Способ контроля качества полирования деталей | 1983 |
|
SU1142764A1 |
| Полировальный состав | 1979 |
|
SU836066A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО КРУГА | 1991 |
|
RU2030286C1 |
| Способ блокировки оптических деталей | 1982 |
|
SU1013221A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПРОТИВООКИСЛИТЕЛЬНОГО ПОКРЫТИЯ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2004 |
|
RU2266936C2 |
Изобретение относится к способам контроля качества полирования изделий из стекла. С целью упрощения и повьшения производительности контроль качества включает гидростатическое взвешивание стеклянной детали в инертной жидкости, , сушку, термообработку р течение 30-60 мин при температуре (О,125-0j5)Tj, где TO - температура стеклования, после чего деталь вновь гидростатически взвешивают и оценивают качество по разности значений взвешивания до и после тремообработки. Производительность способа - 10 деталей в час. 3 табл.
Время нагрева, мин
ЛР (мг) Лри изменении чистоты с 8 по 6 класс 6 по 4 класс I 4 по 1 класс
30
(15+5)-10 (45+5)-10 (70+5)-10
40
(15±5) 10 (45±5)- 10 (70±5)- 10
60
(15+5)40 (45±5)-10 (70+5)-10
Таблица2
- -- - - -Температура,лР, мг
с
класс 8-6 класс 6-4 I класс 4-1
250(15±5)-10 (45+5) (70+5)-10
400(15±5)-10 (45+5) (70+5)-10
600(15+5)-10 (45+5) 10 (70±5)-10
Т аблицаЗ
КоличествоВремя, затрачиваемое на контроль Примечание
контролируемых 1
деталейизвестным способом предлагаемым
I способом
1 деталь5-14 чНе более 1 ч
100 деталей От 5ч-100 5004 ВзвешиваниеПроизводитель- до 14ч-100 14004 (100-3 мин)ность предлагае 300 мин,мого способа
отжиг - 0,5 ч,10 дет/ч, что в
взвешивание50-140 раз вьше
(100-3 мин)прототипа 300 мин Всего: 11 ч
Примечание
Нормальная погрешность 7-30%
Нормальная погрешность 7-30%
Нормальная погрешность 7-30%
| Способ контроля качества полирования деталей | 1983 |
|
SU1142764A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
