00
Од
;о ел
Изобретение относится к техноло- 1 ии подготовки электрических проводо к монтажу и может быть использовано в электротехнической, радиотехнической и других отраслях промышленности.
Цель изобретения - улучшение условий труда при обработке проводов с фторопластовой изоляцией и обеспечение одинаковой длины зон зачистки.
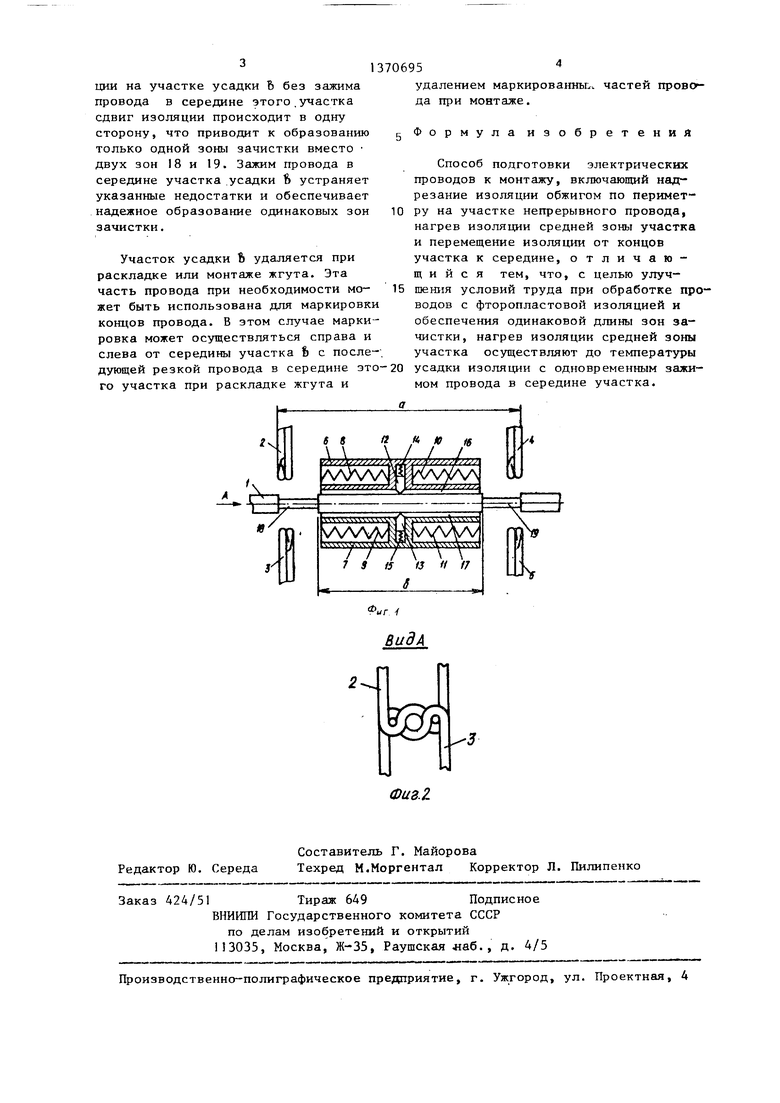
На фиг. 1 изображена схема расположения провода, обжигных и нагревательных элементов в позиции окончания усадки изоляции; на фиг. 2 - вид Л на фиг. 1 (во время надрезания изоляции).
Для снятия изоляции с провода 1 используют две пары обжигных элементов 2, 3 и 4, 5 и два нагревательных элемента 6 и 7, внутри которых размещен спирага 8, 9 и 10, 11, соединен шче с источником электрического напряжения. В средней части нагревател 1П;1Х элементов размещены прижимы 12 и 13, установленные с возможностью перемещения перпендикулярно оси провода. Усилие воздействия прижимов на провод создается за счет пружин 14 и 15. Нагревательные элементы имеют канавки 16 и 17, образующие канал, в котором размещается провод при сближении нагревательных элементов .
Способ осуществляют следующим образом.
При подготовке провода для механизированной или автоматизированной сборки жгутов провод перематывают с отдающей катушки на приемную (не показаны). В исходном состоянии об- жигные и нагревательные элементы уда, от провода на некоторое расстояние. После отмера заданной дли- IM и фиксации провода 1, включенные обжигные элементы 2, 3 и 4,5 и нагре вательне элементы 6 и 7 подводят к проводу перпендикулярно его оси.
При этом обжигными элементами 2, 3 и 4, 5 надрезают изоляцию на границах участка зачистки а и отводят их в исходное положение. При сближении нагревательных элементов происходит зажим провода прижимами 12 и 13 и нагрев изоляции на участке усадки Ь до температуры усадки, которая определяется материалом изоляции провода. Например, для провода
марки МГТФ температура усадки изоляции лежит в диапазоне 330 -410 С. Соотношение длин а и Ь выбирают в зависимости от степени усадки материала изоляции, например для провода марки МГТФ, имеющего степень усадки изоляции около 30%, длина участка 6 составляет 2/3 длины участка а.
.Нагревательные элементы 6 и 7 удерживают вблизи провода в течение мени, зависящего от сечения провода до полной усадки изоляции на участке усадки 6, при этом концы участка изоляции перемещаются к середине участка.
Изоляция, надрезанная обжигными элементами 2, 3 и 4, 5 на границах участка зачистки, с длины а сокращается до длины ft, образуя зачищенные зоны 18 и 19. Затем нагревательные элементы 6 и 7 отводят от провода I в исходное положение, цикл зачистки провода завершается. Провод 1 посту- пает на следующие позиции обработки, где зачищенные зоны 18 и 19 подвер- гак)тся флюсованию и лужению.
Далее происходит перемотка провода на заданную длину и процесс зачистки повторяется.
В зонах 18 и 19 жила провода практически не подвергается ни механическим, ни тепловым воздействиям, способным повредить ее,поскольку нагретые обжигные элементы 2, 4 и 5 лишь надрезают изоляцию, а нагревательные элементы 6 и 7 расположены вне зон зачистки.
Зажим провода в середине участка усадки Ь обеспечивает надежное образование одинаковых зон зачистки. Так как обжигные элементы 2 - 5 не могут обеспечить полный надрез изоляции при обработке проводов различных сечений (для этого потребовалась бы точная подгонка конфигурации обжигных элементов под каждый конкретный диаметр провода или недопустимо длительная выдержка при надрезе изоляции), то при отводе обжигных элементов усаживаемая изоляция остается частично соединенной с изоляцией провода, расположенной по обе стороны от участка а. По этой причине, а также ввиду различной силы трения между изоляцией и жилой провода на участке, расположенном между ными элементами, при нагреве изоля-
ции на участке усадки Ъ без зажима провода в середине этого.участка сдвиг изоляции происходит в одну сторону, что приводит к образованию только одной зоны зачистки вместо двух зон 18 и 19. Зажим провода в середине участка .усадки Ь устраняет указанные недостатки и обеспечивает надежное образование одинаковых зон зачистки.
Участок усадки Ъ удаляется при раскладке или монтаже жгута. Эта часть провода при необходимости может быть использована для маркировки концов провода. В этом случае маркировка может осуществляться справа и слева от середины участка Ъ с после1370695
удалением маркироваюль. да при монтаже.
частей провоФормула изобретения
Способ подготовки электрических проводов к монтажу, включающий надрезание изоляции обжигом по периметру на участке непрерывного провода, нагрев изоляции средней зоны участка и перемещение изоляции от концов участка к середине, отличающийся тем, что, с целью улуч-
шения условий труда при обработке проводов с фторопластовой изоляцией и обеспечения одинаковой длины зон зачистки, нагрев изоляции средней зоны участка осуществляют до температуры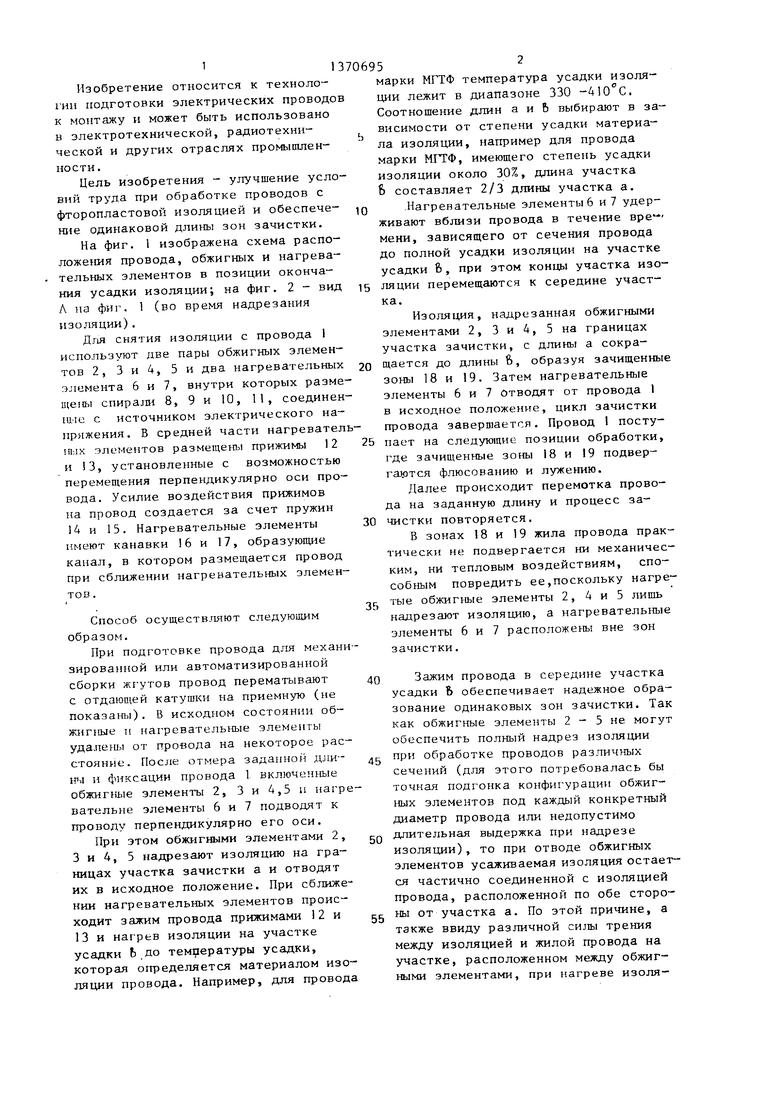
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ зачистки фторопластовой изоляции электрического провода | 1982 |
|
SU1095288A1 |
| ПЕРЕНОСНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАЧИСТКИ И ЗАКРУТКИ ЖИЛ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ | 1967 |
|
SU205087A1 |
| Способ зачистки изоляции провода | 1990 |
|
SU1767596A2 |
| Способ зачистки концов электрических проводов от изоляции | 1980 |
|
SU909736A1 |
| СПОСОБ СКРУТКИ КОНЦА ПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2014653C1 |
| Устройство для снятия изоляции с проводов | 1980 |
|
SU924781A1 |
| Способ подготовки электрических проводов к монтажу | 1982 |
|
SU1241342A1 |
| Установка для изготовления одиночных проводов и сборки их в пучки для монтажа на автомашинах | 1960 |
|
SU135119A1 |
| Устройство для снятия изоляции и скрутки жил электрических проводов | 1984 |
|
SU1159098A1 |
| Устройство для резки проводов и зачистки их концов от изоляции | 1977 |
|
SU681489A1 |
Изобретение относится к технологии подготовки электрических проводов к монтажу и может быть использовано в электротехнической, радиотехнической и других отраслях промышленности. Цель изобретения - улучшение условий труда при обработке проводов с фторопластовой изоляцией и обеспечение одинаковой длины зон зачистки. После отмера заданной длины и фиксащш провода к нему подводят обжигные элементы 2,3 и 4,5 и нагревательные элементы 6 и 7. Обжигные элементы надрезают изоляцию по периметру провода на участке зачистки а. При сближении нагревательных элементов происходит зажим провода прижимами 12 и 13 и нагрев изоляции на участке усадки 8 до температуры усадки. Изоляция, надрезанная обжигными элементами 2 - 5 на границах участка зачистки, с длины а сокращается до длины 6, .образуя зачищенные зоны 18 и 19. Провод 1 поступает на следующие позиции обработки, где зачищенные зоны 18 и 19 подвергаются флюсованию и лужению. Далее перематывают провод на заданную длину и процесс зачистки повторяют. 2 ил. с (Л
дующей резкой провода в середине это-20 усадки изоляции с одновременным зажи-
го участка при раскладке жгута и
х
«
./
1
.ЧЧу.УЧМРу . ДГЛкЧ уЧЧчу.ЧЧ Л .ЧЧ
1 S 15 13 ft 17
мом провода в середине участка.
/
| Способ подготовки электрических проводов к монтажу | 1982 |
|
SU1241342A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
