Предлагаемая установка для изготовления одиночных проводов и сборки их в иучки для монтажа на автомашинах относится к известному типу агрегатов, производящих отмер, резку, зачистку и оконцеваиие одиночных проводов.
Основной особенностью установки, составляющей предмет настоящего изобретения и обеспечивающей возможность д;еханизацпи сборки проводов в пучок, является применение в ней укладчика и вертикальных гидравлических прессов. Укладчик выполнен в виде гребенки, переносящей одиночный армированный провод на кондукторную плиту, установленную на замкнутом цепном пульсирующем транспортере. Плита снабжена зажимами, фиксирующими провода. Вертикальные гидравлические прессы с винтовым замыканием матриц предназначены для накладывания пластмассовых бандажей иа пучки, собранные на указанной кондукторной плите.
Зачистка концов провода в предлагаемой установке осуществляется двумя парами ножей, .надрезающих изоляцию по периметру. Одна из. этих пар перемешается вдоль провода для снятия с него надрезанной, изоляции и снабжена дополнительными лезвиями, обеспечивающ,имн продольное надрезание изоляции. Для отгибания одного пли двух концов одиночного провода при переносе eio на кондукторную плиту с.чужат фигурные направляющие.
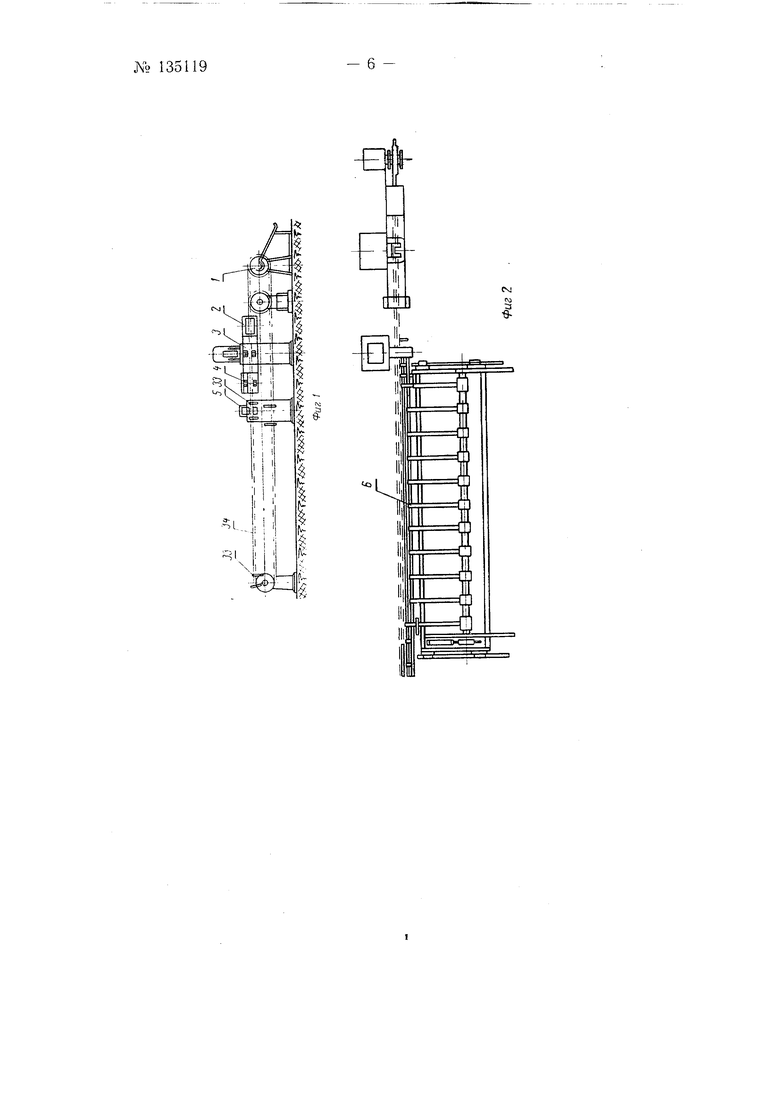
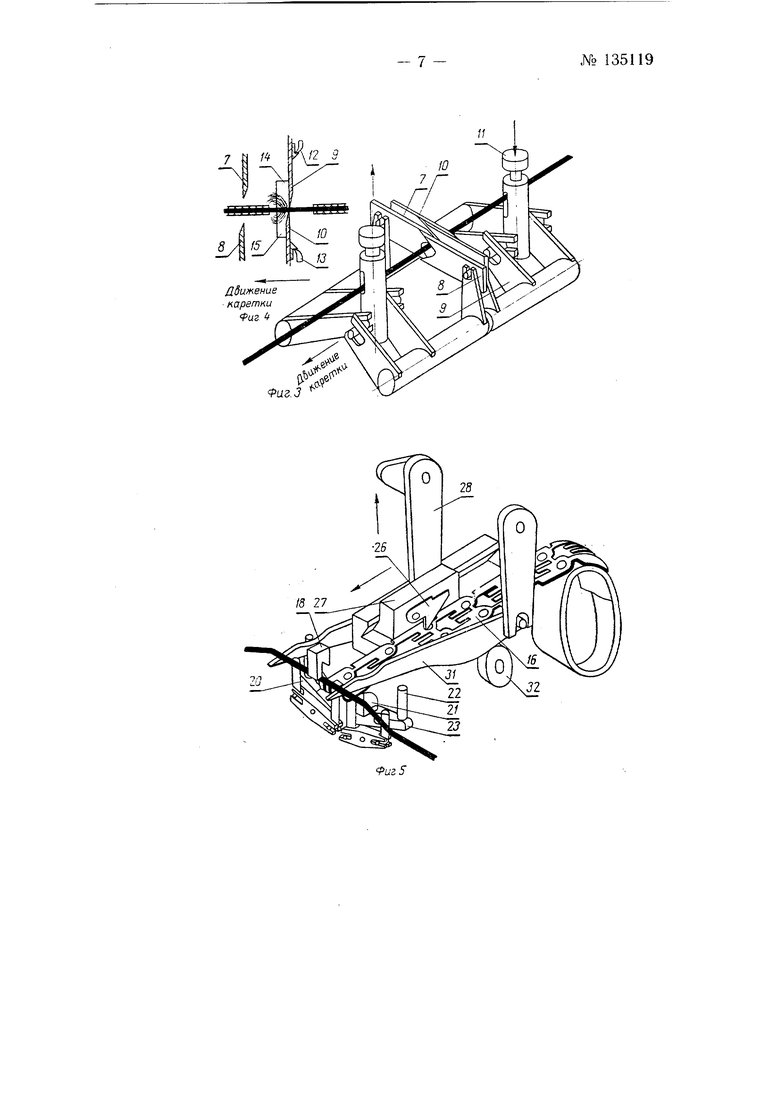
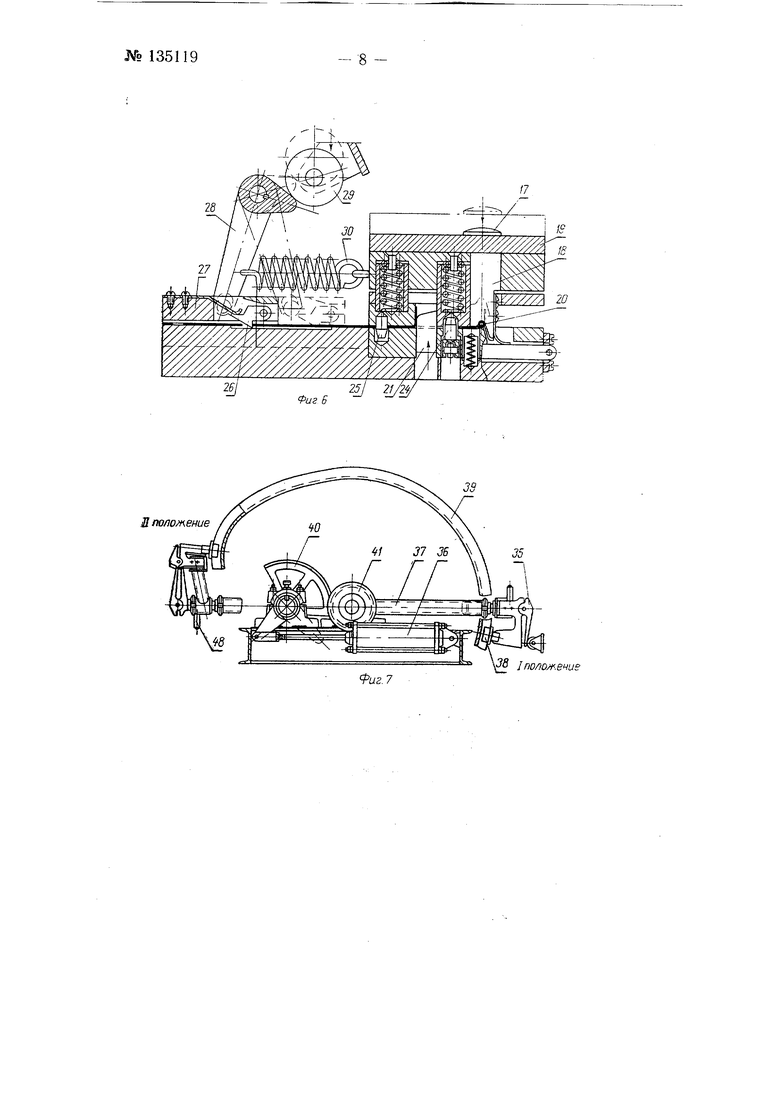
На фиг. 1 и 2 изображена схема линии обработю одиночного провода, вид сбоку и в плане; на фиг. 3-устройство для зачистки участка провода; на фиг. 4-схема расположения ножей в этом устройстве; на фиг. 5 и 6-узел установки и запрессовки наконечников в общем виде ч в разрезе; на фиг. 7 и 8-укладчик провода, вид сбоку и в плане; и;;
№ 135119 2 -
фиг 9-в плане часть замкнутой линии комплектования пучка; нч фи,- 10-кондукторная плита в плане; на фиг. II-зажимы на кондукторной плите; на фиг. 12-гидравлический пресс в вертикальном разрезе. На линии обработки одиночного провода, показанной на фиг. 1 и 2. производятся следующие операции: а) разматывание провода из бухты /; б) зачистка участка провода (узел 2); в) установка и запрессовка сдвоенных наконечников на зачищенном участке провода (узел 3); г) приварка наконечников к проводу (узел 4); д) отмеривание и нарезание провода нужной длины летучими ножницами 5; е) укладка готового одиночного провода на кондукторную плиту укладчиком 6.
Операции зачистки провода, установки и запрессовки наконечников и приварки их к проводу выполняются последовательно посредством трехпозиционного приспособления, установленного на кривошипном прессе.
Провод из бухты / попадает на устройство, зачищающее участок провода на заданной длине для последующей установки на зачищенном участке сдвоенных наконечников. Устройство для зачистки провода, показанное на фиг. 3 и 4 в положении продольной разрезки и сдирания изоляции, состоит из двух пар встречных вильчатых ножей 7, 8 и 9, 10, перемещающихся навстречу друг другу в результате удара ползуна пресса по бойкам 11, связанным с ножами через систему рычагов. При этом изоляция провода просекается по периметру сечения в двух местах, расстояние между которыми (по оси провода) зависит от типа применяемого наконечника. После подъема ползуна пресса под действием пружин ножи 7 и 5 расходятся, а ножи 9 а JO удерживаются храповым механизмом 12-13 в сомкнутом положении. При передвижении всего усгройства вдоль неподвижного провода ножи 9 а 10 сдирают изоляцию. При этом дополнительные лезвия 14 и J5, расположенные по оси ножей 9 V 10 перпендикулярно их плоскости, делают два продольных надреза по диаметральным образующим на участке между просечками. По окончании снятия изоляции рычаг храпового механизма, упираясь в регулируемый упор на станине пресса, освобождает ножи 9 и 10, которые под действием пружин возвращаются в исходное положение, и операция зачистки этим заканчивается.
Каретка трехпозиционного приспособления продолжает перемещаться до упора фиксирующего вторую позицию (фиг. 5 и 6). На этой позиции производится установка и запрессовка одновременно двух спаренных наконечников на зачищенном участке провода. Заготовкой для наконечников служит предварительно отщтампованная и свернутая в рулон латунная лента 16 (фиг. 5), на которой попарно располагаются плоские заготовки наконечников и связываются перемычками.
Одновременно с запрессовкой на проводе очередной пары наконечников производится отсекание их от остальной ленты.
Устройство для запрессовки наконечников состоит из штампа, срабатывающего от удара ползуна пресса по бойку, лентоподающего механизма и подъемника провода, взводимого роликом ползуна и срабатывающего под действием пружины. На фиг. 6 дан узел установки и запрессовки наконечников в разрезе при крайнем нижнем положении ползуна пресса. При щтамповке производится гибка и запрессовка наконечника на проводе, отсечка его от ленты и предварительная отгибка вверх флажка последующего наконечника (фиг. 6).
Запрессовка наконечника на проводе производится ударом ползуна по бойку 17 щтампа. При этом пуансон 18 опускается вместе с верхней плитой 19 и своими скосами загибает и запрессовывает на проводе предварительно отогнутые флажки 20 спаренных наконечников.
Одновременно спаренные наконечники отсекаются от ленты 16 фасонным ножом 21, движущимся снизу вверх посредством толкателей 22 и двуплечих рычагов 23. Этот же нож при дальнейшем движении производит подготовительную отгибку кверху флажков последуюш,ен пары наконечников. Для нредотвращения сдвигания при штамповке и гибке лента и наконечники фиксируются ловителями 24 и 25. Лентоподающий механизм продвигает ленту нрн помош,и зуба 26 каретки 27, перемеш,аюш.ейся на один шаг, соответствующий типоразмеру наконечника. Перемещение каретки в исходное положение осуществляется двуплечим рычагом 28 при нажатии на него ролика 29 в момент опускания ползуна. При подъеме ползуна пресса под действием пружины 3U каретка 2/ продвигает ленту под штампующую часть пресса.
Чтобы провод не мешал перемещению очередной пары наконечников с отогнутыми вверх флажка.ми, предусмотрен подъемник 31 провода, который при рабочем ходе каретки 27 накатывается своей нижней кромкой на ролик 32 и поднимается, подхватывая участок провода. После пропуска флажков провод опускается в исходное положение. По окончании запрессовки наконечников плита и штампы поднимаются под действием пружин и освобождают провод с наконечниками.
Одновременно трехпозиционное приспособление перемешается на третью позицию - под ползун пресса, где производится приварка наконечников к проводу одноточечной электросварочной головкой.
На выходе из трехпозиционного приспособления нровод захватывается первыми зажимами 33 цепного конвейера 34 (фиг. 1), протаскиваюшего провода через установку на нужную длину и подающего его к; механическому укладчику 6.
Цепной конвейер 34 протаскивает очередной отрезок провода заданной длины. Когда середина спаренного наконечника на заднем конце провода подходит к летучим ножницам 5, протаскивание провода прекращается и захваты укладчика 6 подхватывают в нескольких местах провод, а ножницы разрезают его посередине спаренного наконечника, причем вторая половппа спаренного наконечника остается на последующем отрезке провода, к этому моменту уже захваченного следующими зажимами 33 цепного конвейера 34. Таким образом, .между захватами укладчика 6 остается готовый отрезок провода с двумя наконечпиками по концам.
Укладчик (фиг. 7 и 8) переносит провод захватами 35 посредством нневмоцилиндров 36 и укладывает его в зажимы кондукторной плиты. В случае, если оба или один конец провода долнчны быть отогнуты при укладке на кондукторную плиту, захват 35 вставляется в шатун 37, который при перемещении из одного крайнего положения в другое с иомощью ролика 38, движущегося по фигурной направляющей 5.9, переводит захват 55 из положения / в положение //. Поворот шатуна 57 на 180° осуществляется пневмоцилиндро.м 36 посредством зубчатого сектора 40 и щестерни 41. По окончании укладки шатуны с захватами автоматически возвращаются в исходное положение.
Включение и остановка цепного конвейера 34 (фиг. 1 и 2), а таклче других механизмов установки производится авто.матически при помощи систе.мы конечных и путевььх переключателей-датчиков, срабатывающих при окончании очередной операции. Линия обработки одиночного провода работает по независимо.му автоматическому циклу, начало которого определяется сигналами с центрального пульта управлення.
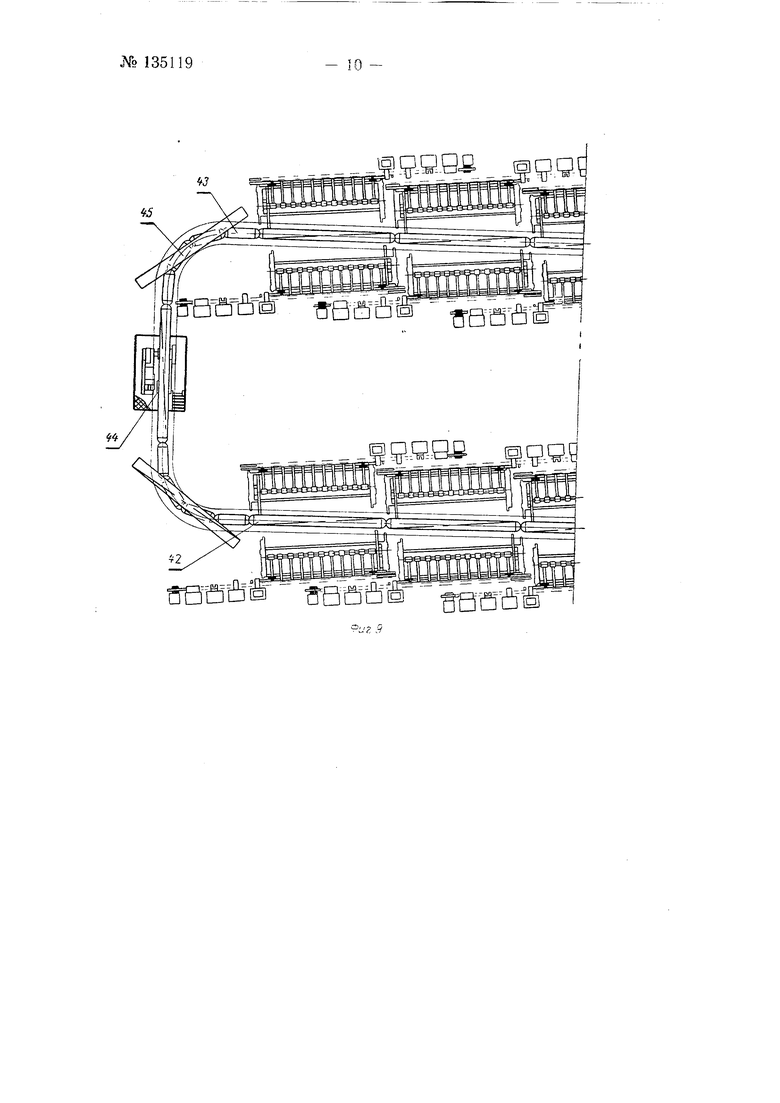
На фиг. 9 показан один из возможных вариантов компоновки в общем технологическом комплексе с расположением липии обработки одиночного провода по обеим сторонам замкнутого контура цепного пуль-- 3 135119
№ 135119 4 сирующего конвейера 42, состоящего из звеньев, представляющих собой тележки 43, которые связаны тяговой роликовой цепью и катятся одна за другой но рельсам, образующим замкнутый контур. Приводом конвейера служит цепной толкатель 44 с ходом, равным шагу цепи и кратным шагу конвейера (при шаге цепп 800 мм-шаг конвейера 6400 мм.
Кондукторная плита 45, служащая рабочим органом конвейера, на котором происходит сборка пучка, перекрывает четыре тележки и шарнирно закрепляется на втором звепе-тележке. Второй опорой плиты служит третья тележка, шкворень которой может свободно перемещаться в продольном пазу кондукторной плиты. Верхний лист плиты 45 (фиг. 10 и 11) имеет гнезда, в которых размещаются зажимы 46. Число гнезд и их щаг онределяются конструкцией пучков проводов, предназначенных к изготовлению на установке. Таким образом, зажимы могут устанавливаться в гнездах вдоль плиты с любым шагом, кратным тагу гнезд. Зажимы могут смещаться относительно продольной оси плиты. Величипа смещения определяется длиной гнезд. Каждый из зажимов представляет собой многозвенный шарнирно-рычажный механизм с челюстнымп захватами 47, замыкаемыми под действием четырех пружин и размыкаемыми при нажиме упоров 48 укладчика (фиг. 7) на лапки рычажных звеньев.
На каждой позиции конвейера на кондукторную плиту укладывается провод. При этом раскрываются только те зажимы кондукторной плиты, которые нужны для размещения данного куска одиночного провода. Остальные зажимы продолжают удерживать на плите весь нучок. Между зажимами пучок поддерживается либо нижними половинами матриц (фиг. 12) для образования бандажей, либо промежуточными опорами, устанавливаемыми на плите в зависимости от конструкции пучка проводов. Зажимы кондукторной плиты постоянно закрыты и надежно фиксируют как пучок, так и положение одиночных проводов в пучке.
Специальными упорами на захватах укладчика раскрываются соответствующие зажимы. В них укладывается провод, который при возврате укладчика фиксируется на плите.
После того как цепной конвейер (фиг. 1 и 2) подает очередной обработанный одиночный провод, сначала поворачиваются в обратную сторону захваты, а затем, вся каретка укладчика 6 откатывается назад. При этом захваты оказываются в исходном положении под очередным проводом, так как пока идет укладка, конвейер успевает подать очередной обработанный провод.
Скрепление проводов в пучок на кондукторной плите как промежуточное после каждой укладки, так и окончательное производится наложением манжет из пластиката посредством специальных гидравлических прессов (фиг. 12), установленных над плитами по оси конвейера. Для обеспечения вертикального прямолинейного перемещения подвеска пресса осуществляется посредством шарнирного четырехзвенника с пневмоприводом. Гидравлический пресс (фиг. 12) подает в пресс-формы пластикат, разогретый до температуры размягчения.
Пресс-формы выполпяются разъемными и каждая из них состоит из двух половин-нижней матрицы 49, установленной неподвижно на плите, и верхней 50, подвешенной к прессу. При опускании пресса на плиту обе ГОЛОВИНЫ смыкаются и центрируются двумя щтифтами 5/. Посредством двух винтовых замков пресс запирается на плите, вследствие чего плита разгружается от усилия прижима при выпрессовке манжеты.
На каждой позиции конвейера производится обработка, укладка и скрепление двух проводов пучка, имеющих определенные длину, сечение и наконечники. На коротких ветвях конвейера должны предусматриваться устройства для контроля и съема готовых изделий.
Предмет изобретения
1. Установка для изготовления одиночных проводов и сборки их в пучки для монтажа на автомашинах, производящая отмер, резку, зачистку и оконцевание одиночных проводов, отличающаяся тем. что для механизации сборки проводов в пучок применены: укладчик в виде гребенки, переносящей одиночный армированный провод на кондукторную плиту, установленную на замкнутом цепном пульсирующем транспортере и снабженную зажимами, фиксирующими провода, и вертикальные гидравлические прессы с винтовым замыканием матриц, накладывающие пластмассовые бандажи на пучки, собранные на указанной кондукторной плите.
2.Установка по п. 1. от л и ч а ю щ а я с я тем, что для зачистки концов провода применены две пары , надрезающих изоляцию по периметру, из которых одна пара выполнена с возможностью перемещения вдоль провода для снятия с него надрезанной изоляции и снабжена дополнительными лезвиями, обеспечивающими приУэтом продольное надрезание изоляции.
3.Установка по п. 1, от л ич а ю ща я с я те.м, что для отгибания оаного или двух концов одиночного провода при переносе его на кондукторную плиту применены фигурные направляющие.
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ КАНАЛОВ НАПРАВЛЯЮЩИХ ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1998 |
|
RU2152090C1 |
| СИСТЕМА, СПОСОБ И УСТРОЙСТВО ДЛЯ МАГНИТНЫХ ПОКРЫТИЙ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2721047C2 |
| СПОСОБ ПО ВЫДЕЛЕНИЮ ГАЗА ДЛЯ ИНСПЕКТИРОВАНИЯ ПОВЕРХНОСТИ С ПОКРЫТИЕМ | 2010 |
|
RU2523773C2 |
| PECVD-ПОКРЫТИЕ С ПРИМЕНЕНИЕМ КРЕМНИЙОРГАНИЧЕСКОГО ПРЕДШЕСТВЕННИКА | 2010 |
|
RU2550452C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ИЗ НЕОРГАНИЧЕСКИ НАПОЛНЕННОГО МАТЕРИАЛА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2143341C1 |
| СПОСОБЫ ИНСПЕКЦИИ СОСУДОВ ПО ВЫДЕЛЕНИЮ ГАЗОВ | 2011 |
|
RU2561759C2 |
| ЛОКАЛЬНАЯ СОСУДИСТАЯ ДОСТАВКА ИНГИБИТОРОВ mTOR В СОЧЕТАНИИ СО СТИМУЛЯТОРАМИ РЕЦЕПТОРА, АКТИВИРУЕМОГО ПРОЛИФЕРАТОРАМИ ПЕРОКСИСОМ | 2008 |
|
RU2510654C2 |


Фиг 6
Л положение
/7
33
35
S Jnof/о.ечие