Изобретение относится к производству радиоэлектронной аппаратуры, а именно к зачистке изоляции проводов при сборке жгутов, монтаже узлов аппаратуры, и является усовершенствованием известного способа по а. с. № 1095288.
Известный способ зачистки изоляции заключается в подрезке изоляции в двух точках, ограничивающих участок зачистки, с помощью рабочих обжигных элементов, перемещающихся перпендикулярно к оси провода, с последующим ее снятием путем перемещения тех же остывших обжигных элементов к дополнительному нагретому обжигному элементу, подведенному к середине участка.
Однако при надрезании изоляции возможен пережогжилы провода, что приводит к снижению качества зачистки.
Цель изобретения - повышение качества зачистки путем предотвращения перегрева жилы. Указанная цель достигается
тем, что перемещение рабочих обжигных элементов перпендикулярно к оси провода осуществляют с задержкой относительно перемещения дополнительных обжигных элементов, в момент контакта с жилой провода дополнительных и любого из рабочих обжигных элементов последние отводят от провода и после остывания подводят к проводу вновь, а их перемещение к середине обрабатываемого участка осуществляют после повторного подведения к жиле.
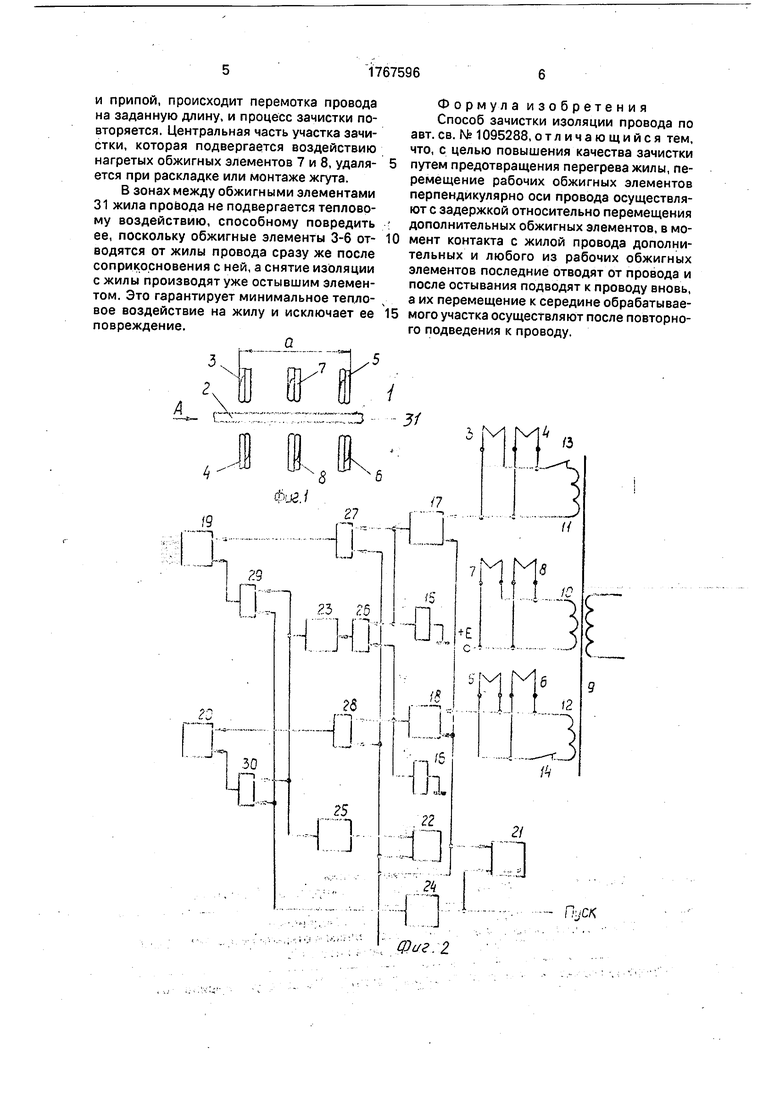
На фиг. 1 изображены обжигные элементы и провод в исходном положении, на фиг. 2 - электрическая схема управления процессом зачистки изоляции.
Для снятия изоляции 1 провода 2, согласно предлагаемому способу, используют три пары обжигных элементов 3-8, из которых элементы 3-6 являются рабочими, а 7 и 8 - дополнительными. Схема управления процессом зачистки содержит трансформа00
с
х|
Os
х| СП Ч)
ON
ю
тор 9 с обмотками 10, 11 и 12. Обмотка 10 соединена с дополнительными обжигными элементами 7 и 8 и с источником постоянного сигнала Е. Обмотки 11 и 12 соединены соответственно с рабочими обжигными элементами 3, 4 и 5, 6 через нормально замкнутые контакты 13 и 14, реле 15 и 16, соединенные с ходами триггеров 17 и 18, первые входы которых соединены соответственно с обмотками 11 . Подвод и отвод рабочих элементов 3, 4 и 5, 6 перпендикулярно к оси провода осуществляется соответственно приводами 19 и 20, подвод и отвод дополнительных элементов 7,8 - приводом 21. Привод 22 используется для продольного перемещения рабочих элементов. В схеме используются также элементы задержки 23, 24 и 25, схема И 26 и схемы ИЛИ 27-30.
В исходном положении обжигные элементы 3-8 удалены от провода на некоторое расстояние и выключены (см. фиг. 1). При подготовке провода для механизированной сборки жгутов провод перематывают с отдающей катушки на приемную. После отмерз заданной длины и фиксации провода 2 включают трансформатор 9. На обжигные элементы 7-8 подается напряжение со вторичной обмотки 10, на элементы 3, 4 и 5, 6 напряжение с обмоток 11 и 12 поступает соответственно через нормально замкнутые контакты 13 и 14 реле 15 и 16, и элементы нагреваются до температуры, необходимой для сжигания изоляции.
Затем на первый вход привода 21 и через элемент задержки 24 и первые входы схем ИЛИ 29 и 30 на первые входы приводов 19 и 20 подается команда Пуск. Сигнал пуск запускает привод 21, обеспечивающий подвод дополнительных обжигных элементов и 8 к проводу 2.
Перемещение рабочих обжигных элементов 3-6 перпендикулярно к оси провода осуществляется приводами 19 и 20 с задержкой относительно дополнительных обжигных элементов 7 и 8. Задержка сигнала запуска этих приводов выполняется элементом задержки 24. Дополнительные обжигные элементы сжигают изоляцию в центре участка зачистки а, конт ктируя при этом с жилой провода и подсоединяя ее к источнику постоянного сигнала +Е. В момент контакта с жилой провода дополнительных обжигных элементов 7 и 8 и любого из рабочих обжигных элементов, например 3 и 4, последние отводят от провода. Отвод этих элементов осуществляется приводом 19 за счет того, что сигнал +Е через дополнительные обжигные элементы 7 и 8, жилу
провода и рабочие элементы 3 и 4 поступает на первый вход триггера 17, а с его выхода через схему И 26 и схему ИЛИ 27 - на второй вход привода 19. Одновременно сигнал с выхода триггера 17 включает реле 15, контакты 13 которого, размыкаясь, отключают питание от обжигных элементов 3 и 4. Таким образом отключенные элементы 3 и 4 отводятся от провода, и происходит их остыаание. Аналогично происходит отключение и отвод обжигных элементов 5 и 6 через триггер 18, реле 16 с помощью привода 20. Сигналы с выходов триггеров 17 и 18 поступают также через схему И 26 и элемент
задержки 23 на вторые входы схем ИЛИ 29 и 30, с выходов которых они поступают, соответственно, на первые входы приводов 19 и 20, которые вновь подводят к проводу обжигные элементы 3-6. Схема И 26 обеспечивает срабатывание приводов 19 и 20 только после поступления сигналов с обеих пар 3,4 и 5,6 и обжигных элементов. После остывания рабочих обжигных элементов 3-6 в течение времени, задаваемого элементом задержки 23, их подводят к проводу вновь. Перемещение рабочих обжигных элементов 3-6 к середине обрабатываемого участка осуществляют после повторного подведения кжиле следующим образом.
Сигнал с выхода элемента задержки 23 поступает также через элемент задержки 25 на первый вход привода 22, который перемещает рабочие обжигные элементы 3, 4 и 5, 6 вдоль провода к нагретым дополнительным обжигным элементам 7 и 8. Отрезки изоляции 1, находящиеся между холодными перемещающимися рабочими обжигными
элементами 3-6 и нагретыми 7 и 8, также сдвигаются к середине участка зачистки. При этом происходит сгорание этих отрезков изоляции в зоне их соприкосновения с нагретыми обжигными элементами 7 и 8. По
достижении заданной длины зон зачистки изоляции срабатывания датчика сведения обжигных элементов (на рисунках не показан), сигнал от которого подается на вторые входы приводов 19 и 20 и триггеров 17 и 18,
устанавливающих их в исходное состояние. Привод 21 отводит от провода дополнительные обжигные элементы 7 и 8 и отключает трансформатор 9 (цепь отключения не показана). Привод 22 разводит рабочие обжигные элементы 3,4 и 5,6, в исходное состояние и цикл зачистки изоляции завершается. Таким образом схема реализует предлагаемый способ, обеспечивая выполнение указанных в формуле операций. Далее на зачищенные участки наносится флюс
и припой, происходит перемотка провода на заданную длину, и процесс зачистки повторяется. Центральная часть участка зачистки, которая подвергается воздействию нагретых обжигных элементов 7 и 8, удаляется при раскладке или монтаже жгута.
В зонах между обжитыми элементами 31 жила провода не подвергается тепловому воздействию, способному повредить ее, поскольку обжигные элементы 3-6 отводятся от жилы провода сразу же после соприкосновения с ней, а снятие изоляции с жилы производят уже остывшим элементом. Это гарантирует минимальное тепловое воздействие на жилу и исключает ее повреждение.
а
5
Формула изобретения Способ зачистки изоляции провода по авт. св. № 1095288, отличающийся тем, что, с целью повышения качества зачистки путем предотвращения перегрева жилы, перемещение рабочих обжигных элементов перпендикулярно оси провода осуществляют с задержкой относительно перемещения дополнительных обжигных элементов, в момент контакта с жилой провода дополнительных и любого из рабочих обжигных элементов последние отводят от провода и после остывания подводят к проводу вновь, а их перемещение к середине обрабатываемого участка осуществляют после повторного подведения к проводу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ зачистки фторопластовой изоляции электрического провода | 1982 |
|
SU1095288A1 |
| Способ подготовки электрических проводов к монтажу | 1986 |
|
SU1370695A1 |
| Автомат для изготовления монтажных проводов | 1980 |
|
SU875519A1 |
| Устройство для обжига и удаления изоляции с монтажных проводов | 1980 |
|
SU936139A1 |
| Устройство для снятия изоляции с проводов | 1980 |
|
SU924781A1 |
| СПОСОБ СКРУТКИ КОНЦА ПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2014653C1 |
| Устройство для зачистки изоляции и скрутки жил проводов | 1977 |
|
SU687513A1 |
| Устройство для зачистки изоляции и скрутки жил проводов | 1982 |
|
SU1125689A1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2012 |
|
RU2506602C1 |
| Ручной инструмент для снятия изоляции с концов проводов | 1989 |
|
SU1665447A1 |
Использование: в электротехнике, при монтажных работах. Рабочие и дополнительные обжигные элементы перемещаются перпендикулярно к оси провода. Причем рабочие обжигные элементы перемещают с задержкой относительно дополнительных. В момент контакта с жилой провода дополнительных и любого из рабочих элементов последние отводят от провода и после остывания подводят к проводу вновь. При этом перемещение рабочих элементов к середине обрабатываемого участка осуществляют после повторного их подведения к проводу. Способ повышает качество зачистки путем предотвращения перегрева жилы. 2 ил. -
А
ГЗ
| Способ зачистки фторопластовой изоляции электрического провода | 1982 |
|
SU1095288A1 |
