со
00
со
Изобретение относится к ::.5разивной обработке деталей из неметаллических хрупких материалов, таких как керамика, ферриты и т. п.
I U .ib изобретения - повышение качества (игработки за счет снижения растягивающих напряжений, возникающих в материале под действием сил резания.
На чертеже показан пример, иллюстрирующий предлагаемый способ.
Способ осуществляется следующим образом.
Обрабатываемой детали 1 сообщают поступательное перемещение относительно иращающегося щлифовального круга 2. При , к обрабатываемой детали возникают растягивающие напряжения, пропорциональ- Hi.if силе резания, направление которых сов- па.laer с направлением щлифования и ко- юрыг служат причиной образований абра- i;niiii.i.x сколов, щлифовочных трещин и раз- П11 011ия детали. Для компенсации растяги- li.iKiinHx 1апряжений к детали прикладывают сжимающую нагрузку ц в направлении по- сгупательного перемещения детали (фиг. I).
Л.1И предотвращения разру1иения детали под действием сжимающей нагрузки q на- ||)яжония, обусловленные последней, не 10.1/кны превышать предела упругости ма- 1ериа.1а. Очевидно, что ве;1ичину сжимак - nioii нагрузки необходимо устанавливать в каждом отдельном случае в зависимости
0
5
от свойств материала и величины силы резания. Однако необходимо учитывать, что сила резания может меняться в процессе обработки. Причиной этого является нестабильность физико-.механических свойств материала, изменение режущих свойств инструмента и технологических факторов обработки, например частоты вращения щлифовального круга. Для поддержания оптимального соотношения между q и силой резания в предлагаемом способе величину сжимающей нагрузки изменяют пропорционально силе резания. Это осуществляется введением обратной связи, например, по моменту на валу двигателя.
Предлагаемый способ обработки позволяет существенно повысить качество обрабатываемой поверхности за счет исключения абразивных сколов и растрескивания.
Формула изобретения
Способ абразивной обработки, при котором детали сообщают поступательное перемещение, а щлифовальному кругу - вращение и радиальную подачу, отличающийся тем, что, с целью повышения качества обработки за счет снижения растягивающих наггряжений, деталь подвергают сжимающей нагрузке в пределах упругой деформации в направлении перемещения детали, которую изменяют прямо пропорционально силе резания.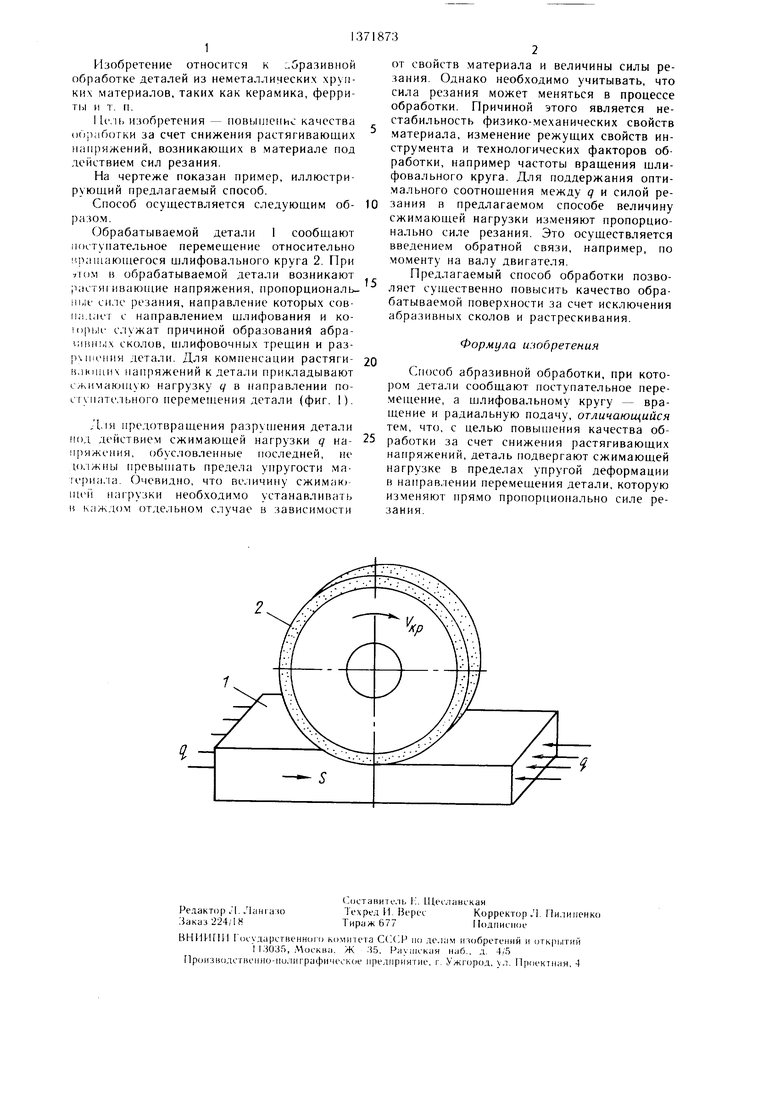
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделения пластин на элементы | 1988 |
|
SU1535702A1 |
| Способ шлифования минералокерамических деталей | 1989 |
|
SU1703395A1 |
| Способ обработки твердых и хрупких материалов | 1986 |
|
SU1351763A2 |
| Способ токарной обработки | 2015 |
|
RU2606367C1 |
| Способ резки заготовок | 1985 |
|
SU1316796A1 |
| Способ шлифования | 1989 |
|
SU1764953A1 |
| Способ шлифования абразивным кругом | 1980 |
|
SU952534A1 |
| Способ шлифования | 1986 |
|
SU1449325A1 |
| АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ | 1995 |
|
RU2078679C1 |
| Инструмент с прерывистой режущей поверхностью | 1983 |
|
SU1133076A1 |
Изобретение относится к абразивной обработке деталей из неметалличегких хрупких .материалов. Цель изобретс ния повышение качества обработки за счет снижения растягивающих напряжений, возникающих в материале под действием силы резания. Обрабатывае.мую деталь подвергают сжимающей нагрузке в направлении перемещения детали. Для предотвращения разру- 1пения детали напряжения, обусловленные сжимающей нагрузкой, не должны п)евы- uiaTb предела упругости материала. Д, 1я поддержания оптимального соотно1пения межд силой резания и сжимаюн1ей нагрузкой величину последней н.чменяют пропор- нионально силе резания. I ил. (Л
| Лурье Г | |||
| В., Комиссаржевская В | |||
| Н | |||
| Шлифовальные станки и их наладка.-М.- Высшая юкола, 1972, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1921 |
|
SU275A1 |
