Изобретение относится к способам абразивно-жидкостной обработки деталей и может быть использовано для резки хрупких материалов в машиностроительной и других отраслях промышленности.
Целью изобретения является повышение производительности обработки путем стабилизации растягивающих напряжений в зоне обработ-ки.
На чертеже представлена схема, реа- лизуюидая предложенный способ обработки.
Способ осуществляется следуюндим образом.
Из струйной головки 1 под давлением подают высоконапорную абразивно-жидкостную струю 2, которая, ударяясь об обрабатываемую поверхность детали 3, разрезает ее в направлении подачи S. Распределенная по длине растягивающая нагрузка q, приложенная к обрабатываемой детали в направлении, перпендикулярном движению подачи струи, создает в зоне обработки дополнительные растягивающие напряжения, что интенсифицирует процесс резания абразивно-жидкостной струей. Для стабилизации растягивающих напряжений в зоне резания внещнюю нагрузку q снимают с обработанного участка 4 детали 3, в то время как на необработанном участке 5 нагрузка сохраняется. В этом случае исключаются растягивающие на 1ряжения, обусловленные изгибом разрезанной части. Следствием снятия части внешней нагрузки являегся также уменьшение в процессе обработки величины общей нагрузки, что необходимо при ограничении растягивающих напряжений пределом упругости материала.
Пример. Обрабатывались пластины из бариевого феррита марки 16 БА 190 размерами 200X140X30 мм. Обрабатываемые пластины устанавливались в захватах гидравлического приспособления, посредством которого создавались растягивающие напряжения в материале величиной 10 МПа. Состав абразивно-жидкостной струи - вода и к арбид бора зернистостью 63 (весовое соотношение 1:3). Угол атаки струи 65°, скорость струи 60 м/с, расстояние от среза сопла до обрабатываемой поверхности 70 мм. При этом производительность обработки составила 16 см /мин и оставалась постоянной в процессе всей обработки. Производительность обработки без приложения растягивающей нагрузки составила 6 см /мин.
Производительность обработки с приложением нагрузки по известному способу менялась по мере перемещения струи, средняя ее величина составила 9 .
Таким образом, изменение величины внешней нагрузки при перемещении детали
относительно абразивно-жидкостной струи стабилизирует растягивающие напряжения Б обрабатываемой зоне на уровне предела упругости материала в процессе всей обработки, чем обеспечивается повышение производительности в 1,5-2 раза, при этом не снижается качество обработки.
Формула изобретения
Способ обработки твердых и хрупких материалов по авт. св. № 709348, отличающийся тем, что, с целью повышения производительности обработки путем стабилизации растягивающих напряжений в зоне обработки, растягивающую нагрузку снимают с обработанного участка детали по мере ее перемещения относите;1ьно абразивно-жидкостной струи.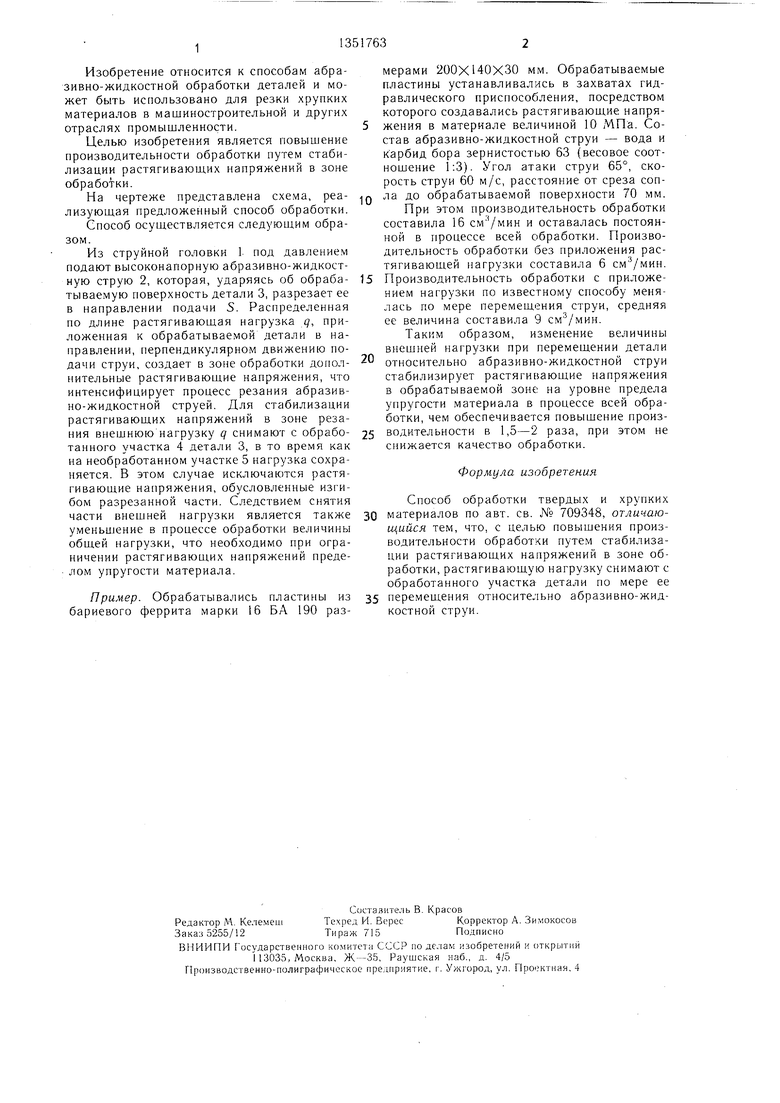
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ ЛИСТОВОГО МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2010 |
|
RU2475350C2 |
| Способ обработки твердых и хрупких материалов | 1978 |
|
SU709348A1 |
| Способ гидроабразивной обработки с осцилляцией струи | 2017 |
|
RU2688007C1 |
| СПОСОБ ГИДРОАБРАЗИВНОГО РЕЗАНИЯ МАТЕРИАЛОВ | 2020 |
|
RU2731559C1 |
| Способ токарной обработки | 2015 |
|
RU2606367C1 |
| СПОСОБ ОБРАБОТКИ КОЖ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2102488C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1993 |
|
RU2069618C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И УПРОЧНЕНИЕМ ВОДОЛЕДЯНЫМ ИНСТРУМЕНТОМ | 2008 |
|
RU2407623C2 |
| Способ абразивно-жидкостной обработки | 1990 |
|
SU1764958A1 |
| Способ обработки деталей | 1990 |
|
SU1787753A1 |
Изобретение относится к способам абразивно-жидкостной обработки деталей и может быть использовано в машиностро.и- тельной и других отраслях промышленности. Цель изобретения - повышение производительности обработки путем стабилизации растягиваюш.их напряжений в зоне обработки. Обрабатываемую деталь 3 устанавливают в захватах гидравлического приспособления, посредством которого деталь нагружают распределенной по длине растягивающей нагрузкой в направлении, перпендикулярном движению подачи струи, что интенсифицирует процесс резания абразивно- жидкостной струей. Из струйной головки 1 под давлением подают высоконапорную абразивно-жидкостную струю 2, которая, ударяясь об обрабатываемую поверхность детали 3, разрезает ее в направлении подачи детали. Для стабилизации растягиваю- ших напряжений в зоне резания растягивающую нагрузку снимают с обработанного участка 4 детали по мере перемещения детали относительно струи, в то время как на необработанном участке 5 нагрузка сохраняется. Изменение величины внешней нагрузки при перемещении детали относительно абразивно-жидкостной струи позволяет стабилизировать растягивающие напряжения в зоне обработки, что дает возможность повысить производительность обработки в 1,5- 2 раза. 1 ил. «е (Л со ел «1 О5 со N3
| Способ обработки твердых и хрупких материалов | 1978 |
|
SU709348A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
