(54) СПОСОБ ШЛИФОВАНИЯ АБРАЗИВНЫМ КРУГОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2164852C1 |
| Устройство для упругого шлифования | 1981 |
|
SU963817A1 |
| Способ шлифования | 1983 |
|
SU1087307A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146587C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
| Устройство для упругой обработки детали | 1981 |
|
SU1024237A1 |
| Способ шлифования | 1985 |
|
SU1283052A1 |
| Эластичный абразивный круг | 1981 |
|
SU963844A2 |
| Планшайба для крепления шлифовального круга | 1976 |
|
SU685483A1 |
1
Изобретение относится к обработке материалов шлифованием и полированием периферией абразивного круга.
Известен способ шлифования с наложением колебаний на шлифовальный шпиндель с кругом в направлении, нормальном к плоскости шлифования с ультразвуковой частотой.
Устройство, реализующее способ, содержит вибратор, выполненный в виде магнитострикционного сердечника, и генератор тока с ультразвуковой частотой 1.
Однако способ не обеспечивает высокое качество обработанной поверхности и достаточную виброустойчивость процесса шлифования, поскольку колебания сообшают в течение всей операции обработки, включая режимы выхаживания, а также независимо от наличия автоколебаний и необходимости их подавления.,
Сообшение колебаний вызывает переменную глубину шлифования и повышение шероховатости обработанной поверхности при работе незатупленным кругом. Это существенно проявляется при обработке в режиме выхаживания. Кроме того, в процессе шлифования известными способами при сообш,ении колебаний возникают зоны пониженной виброустойчивости. Это объясняется тем, что при сообщении колебаний создается переменное давление и трение в контакте круга и детали, которые при неблагоприятных соотношениях частот собственных и сообщаемых колебаний, вызывают сужение области устойчивости. При этом автоколебания могут возникать не только в связи с самим процессом шлифования, но и из-за
... переменного давления и трения, что существенно ухудшает качество обработанной поверхности, повышает расход инструмента и снижает производительность обработки. Наиболее близким к изобретению по технической сущности является способ шлифования, при котором абразивному кругу сообшают колебания в направлении, нормальном к плоскости обработки, и создают переменное нормальное давление в контакте круга и детали и прерывистость шлифования Устройство для осуществления способа
20 содержит щлифовальный круг, установленный на шпинделе станка, и вибратор, выполненный в виде зубчатой пары колес. При этом ведомое колесо жестко связано с кругом, а ведущее расположено с возможностью
сообщения колебаний в нормальном направлении и создания переменного давления между кругом и деталью 2.
Недостатками способа являются малая виброустойчивость процесса шлифования и низкое качество обработанной поверхности. Малая виброустойчивость обусловлена тем, что переменное нормальное давление не связывают с относительными колебаниями детали и шлифовального круга. Вследствие этого возникают обширные зоны неустойчивости процесса шлифования, обусловленные не только самим процессом обработки, но и переменностью нормального давления. В связи с уменьшением устойчивости в процессе шлифования возникают автоколебания и круг быстро теряет свои режушие свойства, что сужает технологические возможности обработки. Колебания, возбуждаемые в направлении, нормальном к плоскости шлифования, при отсутствии автоколебаний, например при работе незатупленным кругом, и, особенно в режиме обработки с выхаживанием, увеличивает шероховатость обработанной поверхности.
Целью изобретения является повышение устойчивости процесса шлифования и улучшение качества обработанной поверхности. Указанная цель достигается тем, что перемешения сообщают только при возникновении колебаний в процессе шлифования, при этом сближение круга и детали и изменение давления осуществляют пропорционально скорости относительных колебаний круга и детали в тангенциальном направлении.
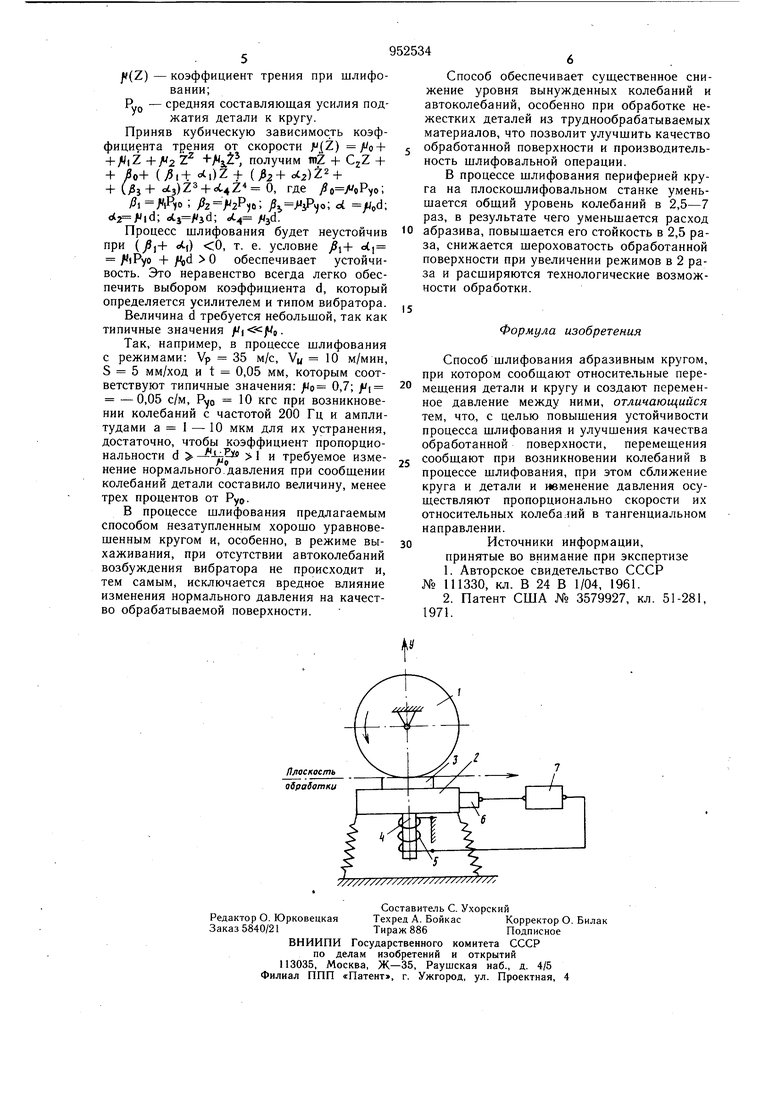
На чертеже изображено устройство для осушестиления способа.
Устройство содержит абразивный круг 1, установленный на шпинделе, станка, приспособление 2 для установки и крепления обрабатываемой детали 3. С приспособлением 2 связан вибратор 4, выполненный в виде электромагнитного возбудителя 5. К нему подключены последовательно регистратор 6 скорости относительных тангенциальных колебаний круга и детали, выполненный в виде датчика скорости колебаний и блок 7 управления, усилитель напряжения тока которого подключен к возбудителю 5 колебаний.
Блок 7 управления может содержать, кроме усилителя напряжения тока сигналов, функциональный преобразователь и фильтр. Устройство работает следующим образом. В процессе шлифования кругом 1 детали 3 при возникновении относительных тангенциальных колебаний величина силы трения и резания в плоскости шлифования изменяется путем увеличения нормального давления за счет сближения детали 3 с кругом 1 электромагнитным вибратором 4, на обмотки возбудителя 5 которого напряжение подается через блок 7 управления в зависимости от величины скорости тангенциальных колебаний детали 3 с приспособлением 2, измеряемой с помощью регистратора 6 скорости. Блок 7 управления вырабатывает величину выходного напряжения, пропорционального усилию на вибраторе 4, в зависимости от входного н апряжения, соответствующего скорости Z тангенциальных колебаний, возникающих при шлифовании. Таким образом, при шлифовании в момент возникновения колебаний детали 3 создают
переменное давление между кругом 1 и де-. талью 3, а следовательно, переменную силу трения и резания, изменение которых осуществляют пропорционально скорости Z тангенциальных колебаний. При этом включение в блок 7 управления функционального преобразователя позволяет обеспечить нелинейную связь между изменением нормального давления и тангенциальной скоростью колебании, что расширяет область устойчивости например, для затупления инструмента и возникновений параметрических колебаний при шлифовании, обусловленных волнистостью и переменным трением.
Фильтр блока 7 управления обеспечивает фильтрацию частот в диапазоне, колебаний, устранение которых является наиболее желательным, например колебаний, связанных с частотой вращения круга или автоколебаний, близких к низщей частоте свободных колебаний. С другой стороны, фильтр улучшает условия работы электромагнитного возбудителя 5 за счет исключения помех и «шумов, которые сами не оказывают отрицательное влияние на показатели шлифования.
Противодействие силы трения и резания колебаниям, возникающим при шлифовании, обеспечивает затухание относительных колебаний круга 1 и детали 3 и, тем самым, повышается устойчивость процесса шлифования.
Полагаем упрощенно, что собственная 0 частота колебаний приспособления 2 с деталью 3 в направлении Y, перпендикулярном .к плоскости обработки, существенно выше частоты в тангенциальном Z направлении.
При таких условиях достаточно рассмотреть устойчивость только в тангенциальном Z направлении.
Вибратор 4 формирует силу Рул, пропорциональную скорости колебаний в процессе шлифования. Тогда возникает изме0 нение нормального давления между кругом 1 и деталью 3
Руп dZ,
где d - коэффициент пропорциональности. Колебания в направлении координаты Z описываются как 5 mZ + C2Z+ju(Z)CPyo + Руп О
где m - приведенная масса приспособления 2 и детали 3; С 2 -жесткость;
