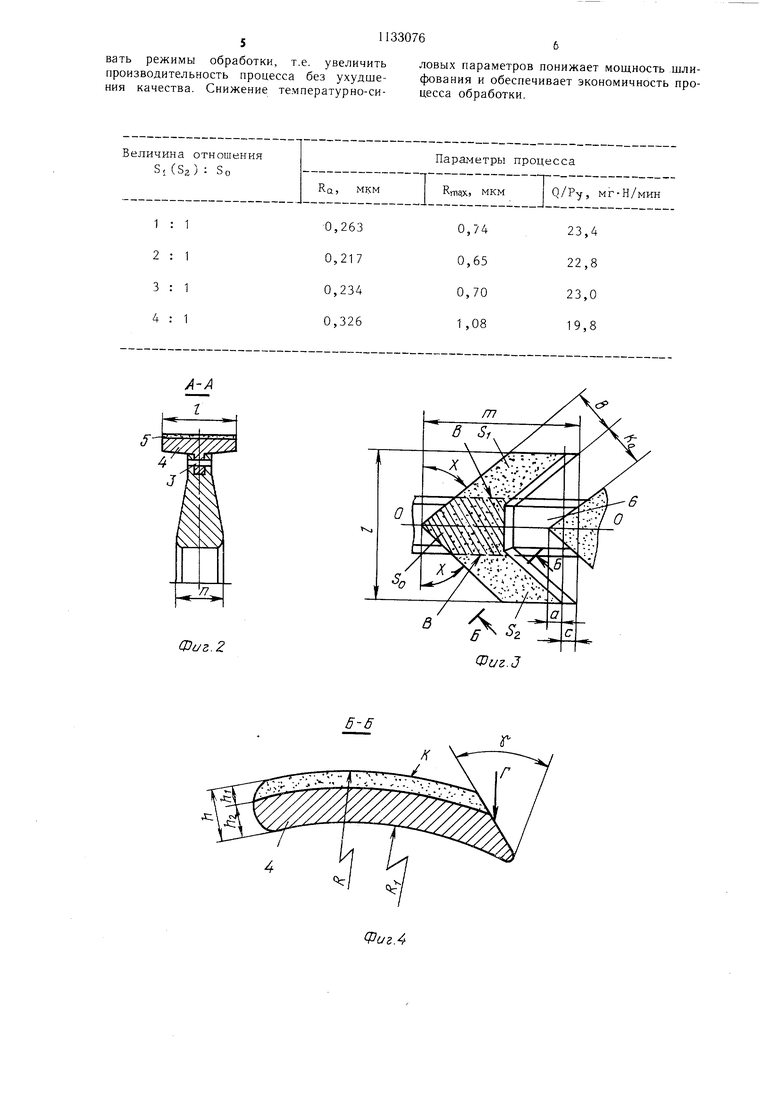
Изобретение относится к изготовлению алмазно-абразивного инструмента и может быть использовано при абразивной обработке любых материалов. Известен абразивный инструмент с режущими элементами, образующими прерывистую рабочую поверхность, расположенными перпендикулярно к радиусу круга, а боковые участки выполнены выступающими от торцов несущего элемента диска . Недостатком инструмента является его невысокая режущая способность ,. обусловленная разными размерами элементов справа и слева от средней плоскости, перпендикулярной оси вращения круга и разными условиями охлаждения в этих областях. Цель изобретения - повышение режущей способности инструмента и качества обработки путем придания направленного действия воздущному потоку и технологической жидкости. Для достижения поставленной цели в алмазно-абразивном инструменте с прерывистой режущей поверхностью, выполненном в виде диска с расположенными на его периферии выступающими относительно торца режущими элементами, имеющими в сечении криволинейную форму, режущие элементы выполнены стреловидными и имеют в поперечном сечении аэродинамический профиль, при этом отнощение площади выступающей от торца диска части элемента к площади опоры его на диск лежит в пределах от 1,0 до 3,0. На фиг. 1 изображен инструмент, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - алмазно-абразивный элемент, план; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - развертка режущей части инна фиг. б и 7 - возможные ваструмента;рианты и чередования режущих элементов. Инструмент состоит из корпуса 1 и алмазно-абразивных элементов 2, которые соединены с корпусом винтами 3. Каждый элемент представляет собой основание 4 с алмазоносным слоем 5. Элементы размещены основанием в сторону вращения и отделены друг от друга канавкой 6. Передние и часть боковых кромок алмазоносного слоя могут быть металлизированы покрытием 7, что повыщает теплоотдачу по этим кромкам. Режущие элементы выполнены в форме аэродинамического крыла прямой стреловидностью с углом ЭЕ. В любом сечении, перпендикулярном плоскости полукрыла В, его форма подобна профилю разреза Б-Б. Элементы могут быть расположены относительно друг друга как с перекрытием по ширине режущей части, так и без перекрытия. Однаконаличие перекрытия режущей части элементов снижает ударные нагрузки. Эта схема предпочтительней. Непосредственно режущая поверхность К алмазоносного слоя 5 является частью режущего цилиндрического контура круга. Она выполнена радиусом R, равным радиусу инструмента. Радиус подложки-основания Rj, В конце элементы имеют скос Г с углом У, который выбран в диапазоне . Это зависит от щирины в полукрыльев В, высоты алмазоносного слоя hj и других факторов. Макси.мальное удлинение полукрыльев В (размах 1) выбирают в зависимости от ширины п диска-корпуса 1, высоты основания hj (всей высоты элемента h), которые обеспечивают жесткость конструкции инструмента и безотрывное скольжение среды газжидкость. Но обязательно величина выступающих полукрыльев должна быть не меньше, чем это достаточно для наличия П-области, где происходит плавное безотрывное обтекание потока среды газ-жидкость. Эта величина зависит от аэродинамических качеств элементов, густоты их расположения на режущей поверхности инструмента, жесткости конструкции, условий щлифования и может определяться как расчетным, так и экспериментальны.м путем. Указанное условие будет выполнено, если площади So части элемента, опирающейся на корпус, и части выступающего полукрыла SbSj равны или несколько больше, т.е. подобны крылу с малым удлинением Л. взаимодействии обраконтактномбатываемой детали с режущими элементами стреловидной формы и профилем в виде аэродинамического крыла в зоне резания возникают большие давления, что свойственно процессу щлифования. Из-за вибраций концевых зон алмазно-абразивных стреловидных элементов при значительном удлинении 1 качество обрабатываемой поверхности ухудшается, жесткость инструмента снижается, может произойти разрушение абразивного элемента. К тому же. Концевые зоны III полукрыльев не являются местом плавного обтекания средой газжидкость, поэтому их длина ограничивается. Опытным моделированием установлено, что отнощение площади 5(5г) выступающих полукрыльев к площади So части элемента, опирающейся на диск-корпус, должно быть определенное. Его оптимальное значение таково: Si(Sg): ...3. В таблице показано влияние параметров процесса от величины отнощения Sj(S): 5„. Примечание. Параметр. Q/Py характеризует режущие свойства инструмента и представляет собой отношение производительности обработки Q .мг/мин к радиальной составляющей силы резания Ру, Н. Минимальный размер канавок 6 определяют, например, исходя из условий перекрытия по щирине режущей части. По длине элемента m, первоначальном размере скоса Г равным С и величины перекрытия а по плоскости симметрии О-О, из подобных треугольников ширина Ко канавки 6 определяется по формуле Ко (rn-C-a)cosx-Bгде в - ширина элемента полукрыла, х -угол стреловидности.
Этот угол выбирают исходя из условий динамической жесткости выступаюш.их полукрыльев элемента. Основываясь на правилах аэродинамики и учитывая зависимости от режимов резания с позицией аэродинамики, угол стреловидности предпочтительно иметь в диапазоне 20-50°. При этом для создания равнонаправленности потоков технологической среды воздух-СОТЖ, угол стреловидности выбирают положительным и равным для обоих полукрыльев, а их выагупаюш,ие от корпуса части делают симметричными.
Число .алмазно-абразивных элементов, из которых состоит режущая поверхность, и форма зависят от диаметра круга, требуемой ширины канавки, физико-механических свойств обрабатываемого материала, режимов и условий обработки формы детали. Для производительного шлифования (с большей величиной снимаемого припуска, повышенными температурно-силовыми параметрами процесса и т.д.) число элементов больше, примерное их расположение указано на фиг. 6. При тонком шлифовании, например, хрупких неметаллических материалов возможно чередование элементов стреловидной и треугольной формы (фиг. 7) что способствует получению более высоких параметров качества при соответствии с оптимальными условиями обработки.
Инструмент работает следующим образом.
При вращении инструмента в направлении стреловидности элементов, за ними возникает зона турбулентных вихрей. В турбулентном пограничном слое создаются зоны локального разряжения и сопротивление трения уменьшается, а следовательно, последующий элемент находится в более облегченных условиях движения. За счет разряжения и плавности безотрывного обтекания по плоскостям элементов среды воздух-жидкость она попадает в большом количестве в зону обработки.
Чтобы полностью использовать объемный эффект П-образных вихревых потоков на задней кромке элементов, подачу жидкости предпочтительно осуществляют по центру симметрии режущей поверхности инструмента. Образующийся в процессе обработки шлам, частицы жидкости с режущей поверхности инструмента выбрасываются пЬ скосу из зоны резания и согласно правилам аэродинамики на некотором расстоянии от ;3адней кромки формируются в два вихревых потока-шнура, которые покидают зону обработки. Поэтому качеству обработки еще больше способствует применение отсекателей вихревых шнуров, которые устанавливаются, например, на защитном кожухе сразу позади зоны резания, т.е. контакта инструмент - деталь. Число алмазно-абразивных элементов в режущем слое определяется в основном, геометрическими размерами инструмента. Например, для диаметра
0 125 мм при ширине элементов 5-6 мм и угле стреловидности 40-50° число комбинированных (фиг. 7) 12-14 шт. Для формы элементов (фиг. 6) их число 30-33, а для элементов (фиг. 5) - 22-25 шт. В то же время для
5 диаметра 150 мм и том же угле стреловидности, но при ширине элементов 10 мм их число не выше 16-19 шт.
В инструменте, предназначенном для черновой обработки, число режущих элементов на 5-10 шт больше, чем у инструмента, применяемого при получистовой ббработке.
Пример. Сравнительные испытания проводились при плоском шлифовании керамики и ферритов. За базовый инструмент
принят стандартный круг АПП ГОСТ 1616770, режущая поверхность которого выполнялась прерывистой. По сравнению со стандартным алмазным кругом применение предлагаемого инструмента с прерывистой режущей поверхностью, состоящей из стреловидных аэродинамического профиля элементов, способствует повышению качества обработанной поверхности. Так, при шлифовании керамики среднеарифметическое отклонение профиля Ra снизилось на 40-50%, а
5 0,40-0,35 до 0,20-0,25 мкм. При обработке горячепрессованных ферритов также уменьшается на 35-45/о и не превышает 0,170.21 мкм. Режущая способность инструмента Q/Py увеличивается на 15-25%. ШлифоQ вание проводилось алмазами марки АСМ, их зернистость 40/28 мкм. Режимы обработки: скорость резания 35 м/с, глубина шлифования 0,03 мм, продольная. подача Г,2 м/мин. Характеристики инструмента: , в 8мм, Ко 5мм, 5-(5г):5о
5 1,7.... При обработке применялась синтетическая СОТЖ, которая обильным поливом подавалась под давлением в зону обработки и внезонно. Таким образом, инструмент со стреловидQ ными алмазно-абразивными элементами в форме профиля аэродинамического крыла, выступающего от диска-корпуса, способствует повышению роли смазочно-охлаждающе-моющего действия технологической среды в процессе обработки, интенсивному
5 выносу из зоны резания продуктов обработки, что улучшает качество поверхности и режущие свойства инструмента. Применение этого инструмента позволяет форсировать режимы обработки, т.е. увеличить ловых параметров понижает мощность шлипроизБодительность процесса без ухудше- фования и обеспечивает экономичность прония качества. Снижение те.мпературно-си-цесса обработки.
11330765
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазный инструмент | 1975 |
|
SU525537A1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
| Алмазный ролик для правки червячных зубошлифовальных кругов | 1986 |
|
SU1296386A1 |
| Абразивно-алмазный инструмент | 1980 |
|
SU910401A1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| УПРУГИЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2006 |
|
RU2327557C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ЗУБОХОНИНГОВАНИЯ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273551C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВРЕЗАНИЕМ ВНУТРЕННИХ КАНАВОК | 2006 |
|
RU2329130C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |

ИНСТРУМЕНТ С ПРЕРЫВИСТОЙ РЕЖУЩЕЙ ПОВЕРХНОСТЬЮ, выполненный в виде диска с расположенными на его периферии выступающими относительно торца режущими элементами, имеющими в сечении криволинейную форму, отличающийся тем, что, с целью повышения режущей способности инструмента и качества обработки путем придания направленного действия воздушному потоку и технологической жидкости, элементы выполнены стреловидными с аэродинамическим профилем в поперечном сечении, при этом отнощение площади выступающей от торца диска части элемента к площади опоры его на диск лежит в пределах от 1,0 до 3,0. ж 00 оо о 1 05
0,263 0,217 0,234 0,326
23,4 22,8 23,0 19,8
Фиг. 2
Фиг.З
ФигА
Фиг.7
| I | |||
| 0 |
|
SU402459A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
