(Л
оо
со ел ел
О5
| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезной абразивный круг | 1990 |
|
SU1738627A1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ЗУБОХОНИНГОВАНИЯ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273551C1 |
| ЗУБЧАТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273552C1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ | 2003 |
|
RU2241587C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2228822C1 |
Изобретение относится к инструментальному производству, касается изготовления абразивного инструмента и -пизво- ляет повысить качество обработки путем иск;1ючения прижогов на обрабатываемой иовер.хности. Для этого в упрочняющих лио- ка.х 2 абразивного круга 1 вьпюлпсны or- верстня 3, расположенные равномерно по окружности. Абразивный круг армирован волокнами из сернисто-мьппьяковистого стекла 4 в радиальном направлении, концы которых приемные и передающие нывн дены на рабочую поверхность кр и в отверстия упрочняющих дисков соотвегстиенио. .Армирование абразивного во.юкнами из сернисто-мьипьяковисток) стекла позно. 1я.- ет обеспечит, передачу инфо П1апни о шмичп- не контактной температуры, что позно.шт в свою очередь, создавать системы iipaii- ц ния станком но температу)Н()му к)И1г()И1() и исключать прижоги на обрабатываемой поверхности. 1 ил. (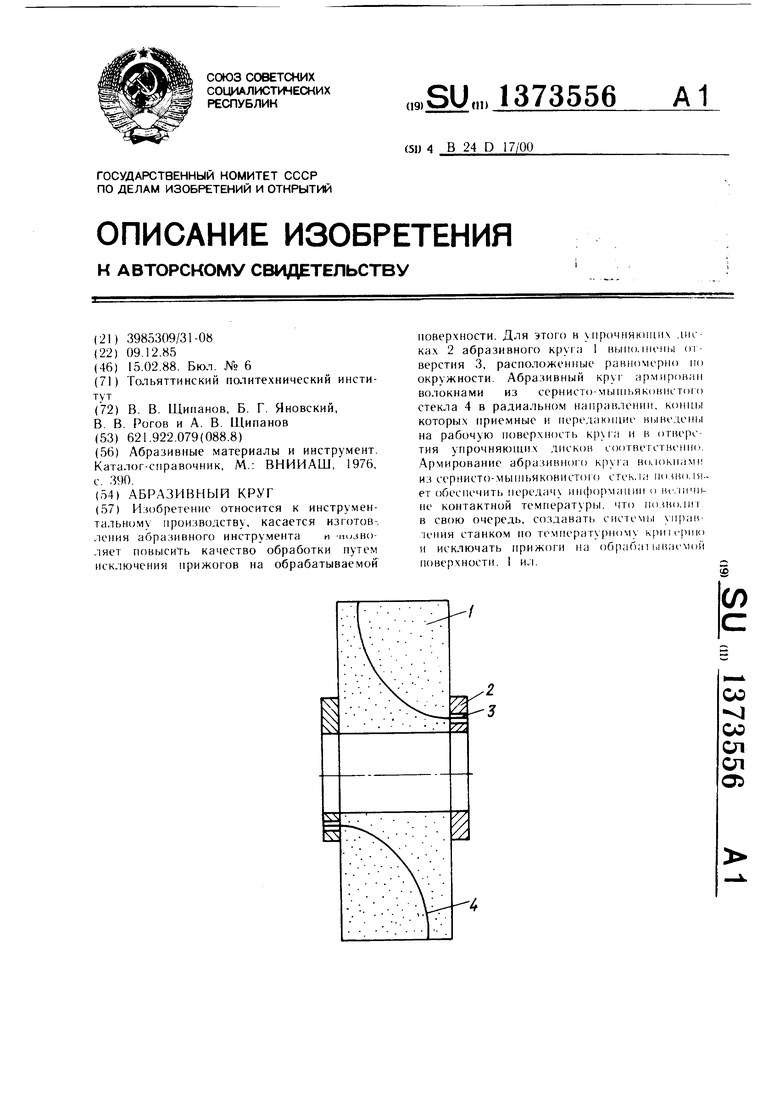
Изобретение относится к инструментальному производству и касается изготовления абразивного инструмента.
Целью изобретения является повышение качества обработки путем исключения при- жогов на обрабатываемой поверхности.
На чертеже изображен абразивный круг.
Круг с абразивной частью и с упрочняющими дисками 2, в которы.х равномерно по окружности расположены отверстия 3, армирован волокна.ми 4 из сернисто-.мьипьяковис- того стекла.
Волокна 4 располагаются внутри абразивного круга 1 в радиальном направлении равномерно по его объему.
Приемные торцы волокон выходят равномерно на рабочую поверхность абразивного круга, а перелающие монтируются в отверстиях 3, равномерно расположенных по окружности на упрочняюп;их дисках 2.
А рмирование абразивного круга волокнами из сернисто-мышьяковистого стекла позволяет повысить его прочность и обеспечить возможность передачи информации о величине нагрева обрабатываемой поверхности в зоне контакта круга с изделием Ei блок управления станком практически без потерь, так как волокна из сернисто- мьппьяковисто о стекла могут пропускать ип- (fipaKpacHbie излучения в области длин волн 2.5 9 мкм, которая соответствует 50- 900° С.
В процессе обработки электромагуит- ное излучение обрабатываемой поверхности поступает на рабочие торцы волокон и снимается приемником излучения с передающих торцов, выведенных в отверстия упрочняющих дисков.
Кратковременность воздействия теплового источника и низкая теплопроводность серписто-мьппьяковистого стекла не позволяет нагреваться световоду подлине и, следовательно, не влияет на его прочностные свойства за границей локальной области. Рассчитать величину данной области для конкретных условий шлифования можно по формуле
гШ- PlQci,)i
Ojt
5
5
5
где T(x,f) - возникающие температуры в исследуемой точке и в рассматриваемый
момент времени, °С; х - координаты исследуемой точки; Хц - координата источника; Т - время, с; 9 - интенсивность теплоисточника; л, Л - теплофизические коэффициенты.
0Проведенные расчеты показали, что область, в которой возникают высокие температуры, в обычных условиях не превышает 1 мм. Информация о температуре на приемник излучения поступает через световод в виде ИК-излучения, которое не вызывает нагрева самих световодов.
Снижение в локальных зонах прочности сернисто-мышьяковистых световодов, а, следовательно, их постепенное разруше0 ние в процессе шлифования необходимо, поскольку это обеспечивает сов.местное изнашивание связки и армирующих элементов абразивного круга.
Армирование абразивного круга волокнами из сернисто-мышьяковистого стекла позволяет обеспечить передачу инфор.мации о величине контактной температуры, что позволяет в свою очередь создавать системы управления станком по температурному критерию и исключать прижоги на обраба тываемой поверхности.
Формула изобретения
Абразивный круг с упрочняющими дисками, армированный волокнами стекла, отличающийся тем, что, с целью повыц ения качества обработки, на упрочняющих дисках выполнены равномерно расположенные по окружности сквозные отверстия, один конец каждого из армирующих волокон раз- 0 мещен в отверстиях диска, а другой - на периферии круга, при этом в качестве материала армирующего волокна выбрано серн исто-.мышьяковистое стекло.
| Абразивные материалы и инструмент | |||
| Каталог-справочник, М.: ВНИИАШ, 1976, с | |||
| Поливное приспособление для паровозов | 1922 |
|
SU390A1 |
