сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный инструмент | 1989 |
|
SU1691086A1 |
| АБРАЗИВНЫЙ КРУГ | 1993 |
|
RU2053108C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ НАКОНЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2031451C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2129952C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ | 2004 |
|
RU2275294C1 |
| Абразивный инструмент Купершмида О.Е. | 1986 |
|
SU1502285A1 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ | 2005 |
|
RU2284258C1 |
Использование: для абразивной разрезки различных заготовок. Существо изобретения: отрезной круг состоит из армированного сетчатым материалом абразивного диска с центральным отверстием. На торцах диска выполнены радиальные каналы для подвода СОЖ в зону обработки (к периферии круга). С торцов диска установлены торцовые накладки из электротермической бумаги или другого аналогичного материала. В накладках выполнены отверстия, каждое из которых сообщается с соответствующим радиальным каналом. Нити сетчатого армирующего материала в зоне, примыкающей к центральному отверстию, эквидистантны окружности центрального отверстия круга. Подобное армирование позволяет повысить прочность абразивного инструмента. 3 ил.
Изобретение относится к конструкциям отрезных абразивных инструментов и может быть использовано для разрезания заготовок на машиностроительных и других предприятиях.
Известен отрезной абразивный круг, выполненный в виде абразивного диска, по торцам которого установлены в процессе прессования круга упрочняющие сетки, которые после прессования и термообработки жестко сцепляются с абразивом, образуя с ним единое целое. Инструмент закрепляют двумя фланцами.
Достоинство данного круга - высокая механическая прочность, недостаток-сравнительно низкая стойкость, обусловленная малой эффективностью действия СОЖ. При использовании кругов данной конструкции СОЖ не может быть гарантированно подведена в зону резания ввиду малых боковых зазоров между заготовкой и углубляющимся в нее абразивным кругом, а также вследствие того, что воздушные потоки, образующиеся при-вращении круга, препятствуют проникновению СОЖ к зоне резания. Резка заготовок происходит практически всухую. При этом повышается температура в зоне резания, что приводит к уменьшению стойкости абразивного инструмента и к снижению качества обработанных поверхностных слоев заготовок.
Известен также абразивный круг, режущая часть которого выполнена в виде отдельных сегментов,
Недостатком данной конструкции является отсутствие армирования (армирующих волокон) в промежутках между абразивными сегментами, что снижает прочность инструмента. Открытые с торцов каналы не обеспечивают надежного подвода СОЖ к зоне резания, так как жидкость рассеивается воздушными потоками, образующимися при вращении круга. Высокие температуры в зоне обработки приводят к существенною
му снижению стойкости абразивных кругов.
Наиболее близким к предлагаемому является отрезной абразивный круг, армированный сетчатым материалом.
Недостатком данной конструкции является нарушение целостности армирующей сетки в зоне центрального отверстия круга, что приводит к снижению прочности отрезного абразивного инструмента.
Целью изобретения является повышение прочности и стойкости круга.
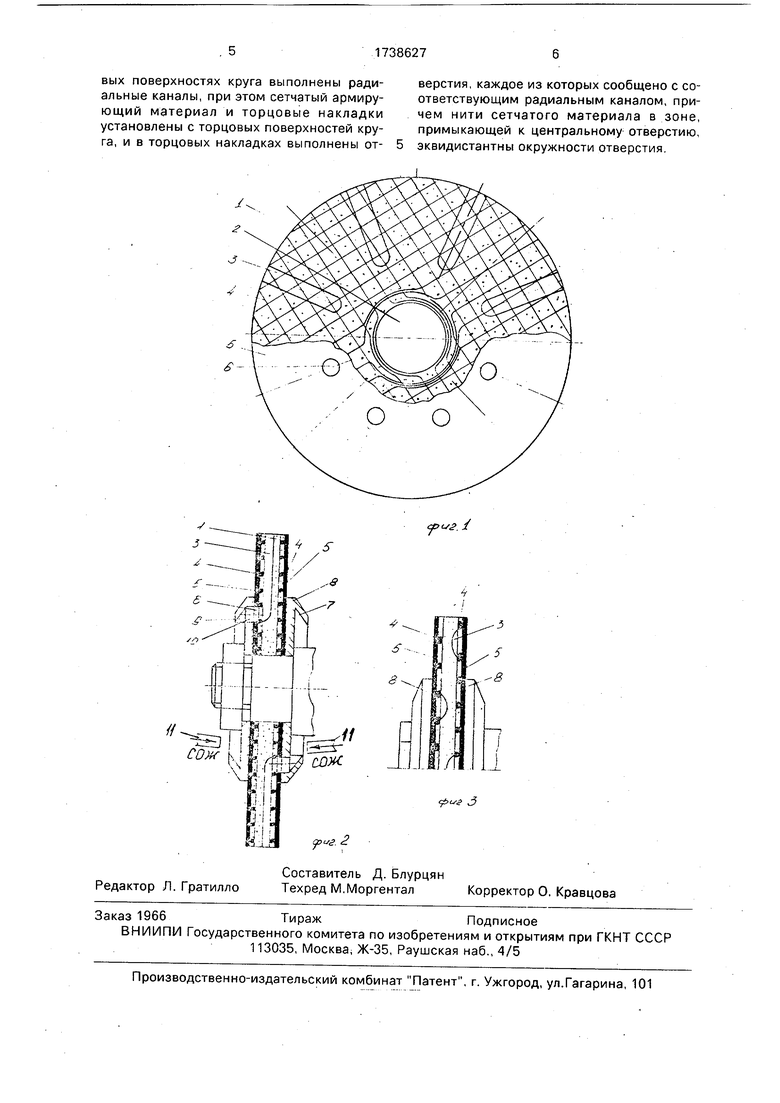
На фиг.1 представлен отрезной абразивный круг с радиальными каналами для подвода СОЖ в зону резания; на фиг.2 - круг в планшайбы в сборе, установленные на шпинделе станка, поперечный разрез; на фиг.З - то же, общий вид.
Отрезной абразивный круг состоит из абразивного диска 1 (фиг.1-3) с центральным отверстием 2, с обоих торцов которого выполнены радиальные каналы 3. Отрезной инструмент представленной конструкции также может быть выполнен с односторонним расположением каналов.
Абразивный диск 1 армирован сетчатым материалом 4. По торцам круга установлены торцовые накладки 5 из электротермической бумаги или другого аналогичного материала. При прессовании отрезного круга сетчатый армирующий материал 4 и торцовые накладки 5 вдавливаются в абразивную массу, образуя с ней единое целое. Участки торцовых накладок 5, расположенные над каналами 3 при прессовании и последующей термообработке, соединяются с армирующей сеткой 4, пропитанной бакелитом, и образуют прочную стенку для каналов в круге.
В торцовых накладках 5 выполнены отверстия б, каждое из которых сообщается с соответствующим радиальным каналом. Отверстия 6 предназначены для перемещения СОЖ из приемных полостей 7 фланцев 8 в радиальные каналы отрезного круга. Фланцы 8 снабжены лопатками 9 для нагнетания СОЖ в каналы круга через отверстия 10 в основании фланцев 8. Применение торцовых накладок 5 с отверстиями 6 позволяет уплотнить переходные участки между отверстиями 10 в основаниях фланцев 8 и радиальными каналами 3. Ликвидация утечек СОЖ на указанных участках способствует более эффективному охлаждению зоны резания и повышению стойкости инструмента, При этом также обеспечивается высокая прочность абразивного отрезного круга, так как армирующие волокна в местах расположения отверстий 6 сохраняются неповрежденными, а поток СОЖ проходит в
радиальные каналы 3 сквозь ячейки сетчатого армирующего материала 4.
Тангенциальные напряжения в абразивных кругах достигают максимума у центрального отверстия и разрушение (разрыв) круга начинается обычно с центрального отверстия. Наиболее распространенным методом изготовления армирующей сетки является ее вырубка. Перерезание нитей
0 сетки при изготовлении центрального отверстия вырубкой снижает прочность отрезного круга. Для повышения прочности круга предлагается центральное отверстие в армирующих сетках выполнять без нарушения
5 целостности волокон, раздвигая нити до получения требуемого размера отверстия (фиг.1). При этом раздвинутые нити располагаются вокруг центрального отверстия (эквидистантно окружности центрального
0 отверстия сетки) и создают дополнительную зону сопротивления возникающим в процессе работы круга нагрузкам.
Круг работает следующим образом. Отрезной круг устанавливают на шпин5 дель станка между двумя фланцами 8 и закрепляют гайкой. Совмещение отверстий во фланцах с входными отверстиями каналов круга осуществляют по меткам.
Из подающих патрубков 11, которые
0 при осуществлении движения подачи инструмента двигаются совместно с кругом, СОЖ поступает во внутренние полости 7 фланцев 8, откуда сквозь крупноячеистую армирующую сетку 4 с помощью лопаток 9
5 подается на вход радиальных каналов 3 в абразивном круге. Попавшая в канал жидкость дополнительно разгоняется центробежными силами, при этом круг работает по принципу центробежного водяного насоса.
0 Эффективность работы круга в данном режиме в немалой степени зависит от надежности уплотнения входных отверстий внутренних каналов круга торцовыми накладками 5.
5 Гарантированное попадание СОЖ к обрабатываемой поверхности, повышение расхода и скорости перемещения жидкости в канале и в зоне обработки позволяют более эффективно охлаждать как сам отрезной
0 инструмент, так и разрезаемую заготовку. В результате снижения тепловыделений при резании повышается стойкость абразивного инструмента,
Формула изобретения
5 Отрезной абразивный круг, выполненный в виде армированного сетчатым материалом диска с центральным отверстием, отличающийся тем, что, с целью повышения прочности и стойкости круга, он снабжен торцовыми накладками, на торцовых поверхностях круга выполнены радиальные каналы, при этом сетчатый армирующий материал и торцовые накладки установлены с торцовых поверхностей круга, и в торцовых накладках выполнены отверстия, каждое из которых сообщено с соответствующим радиальным каналом, причем нити сетчатого материала в зоне, примыкающей к центральному отверстию, эквидистантны окружности отверстия
| Способ изготовления абразивных отрезных кругов с рифлеными боковыми поверхностями | 1974 |
|
SU520238A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Кожух отрезного круга | 1988 |
|
SU1627387A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Грузозахватное устройство | 1987 |
|
SU1498689A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
