Известны устройства, предназначенные для обработки деталей, контур которых образован сочетанием прямых линий и дуг oJ pyжнoсти, выполненные в крестового стола, подвижного в двух взаимно-перпендикулярных направлениях, и установленного на нем поворотного стола.
Предложенное устройство отличается от известных тем, что в нем применена плита, предназначенная для установки обрабатываемых деталей, соединяемая с поворотным столом на период обработки контура детали и разъединяемая с ним во время установки координат центра. Этим достигается уменьшение .перемещений, необходимых для установки .координат.
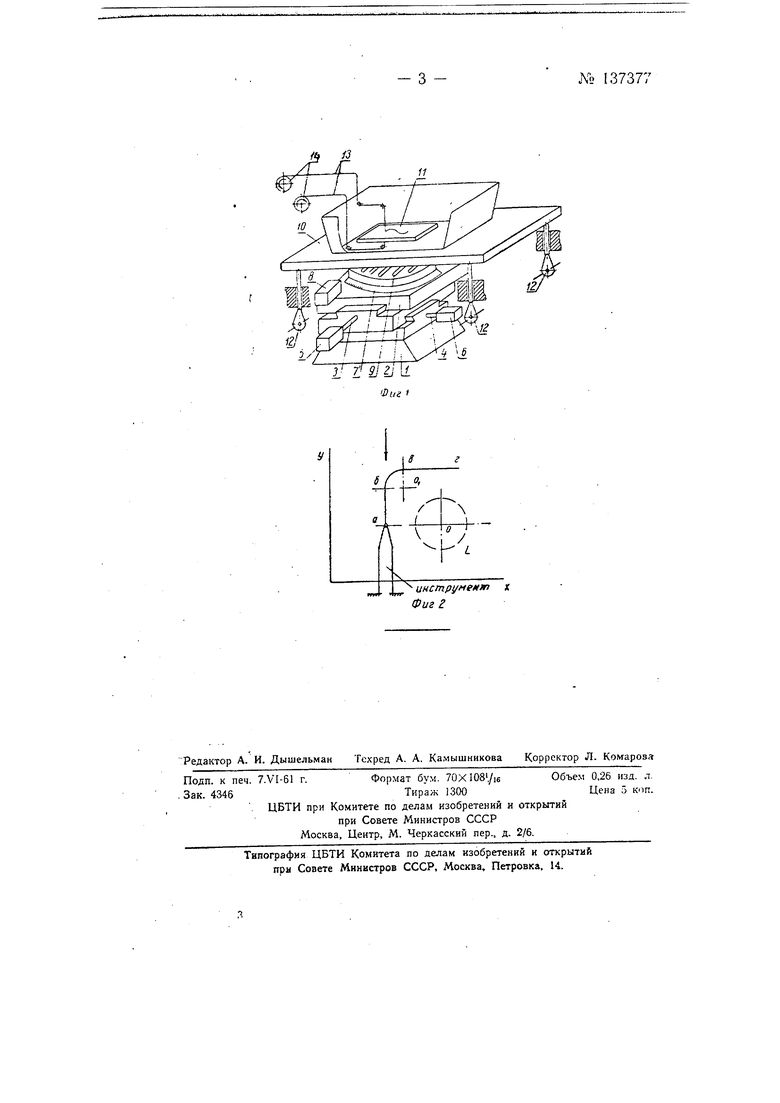
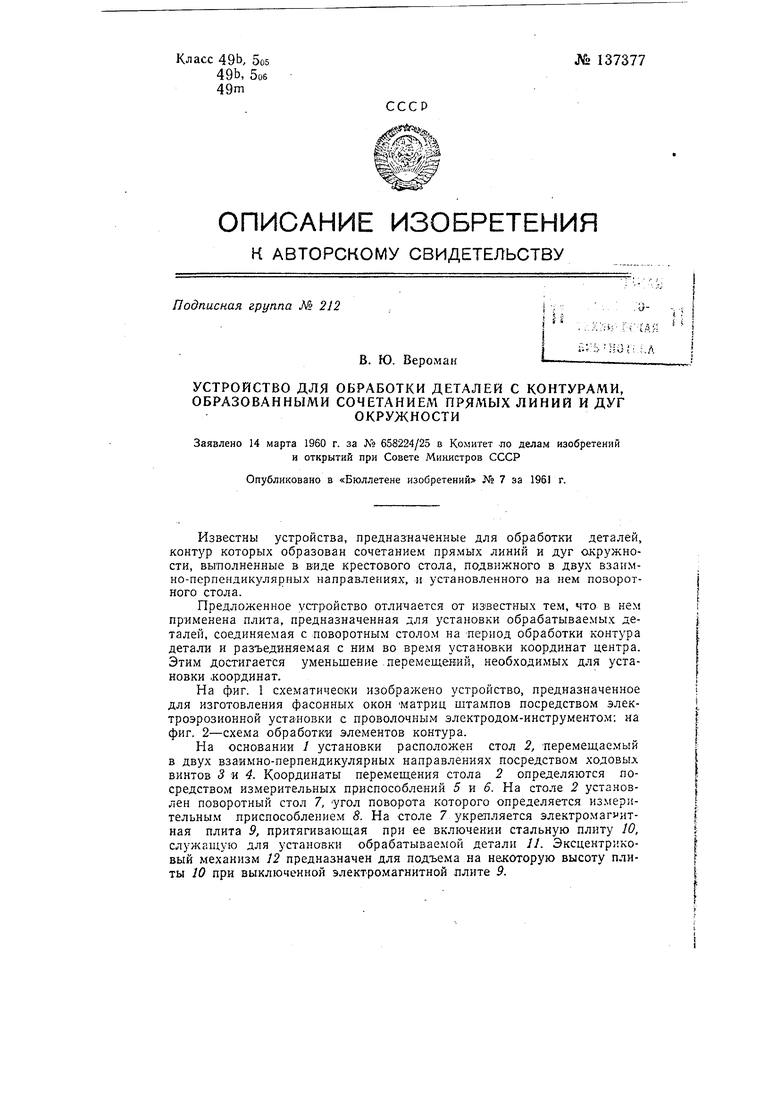
На фиг. 1 схематически изображено устройство, предназначенное для изготовления фасонных окон матриц штампов посредством электроэрозионной уста-новки с проволочным электродом-инструментом; на фиг. 2-схема обработки элементов контура.
На основании 1 установки расположен стол 2, перемещаемый в двух взаимно-перпендикулярных направлениях посредством ходовых винтов 3 и 4. Координаты перемещения стола 2 определяются посредством измерительных приспособлений 5 к 6. На столе 2 уста.човлен поворотный стол 7, угол поворота которого определяется из.мерительным приспособлением 8. На столе 7 укрепляется электромагнитная плита 9, притягивающая при ее включении стальную плиту 10, для установки обрабатываемой детали //. Эксцентриковый механизм 12 предназначен для подъема на некоторую высоту плиты 10 при выключенной электромагнитной плите 9.
jYo 137377- 2 -
Электрод-инструмент 13 выполнен в виде проволоки, непрерывно наматываемой для предулре/вдекия износа с одного барабана 14 на другой.
При обработке деталь подается в направлении инструмента, как это показано стрелкой на схеме (фиг. 2)
На этой схеме окружность L с центром О изображает поворотный стол устройства. Координаты центра вращения поворотного стола определяются суппортами, перемещающими его s направлении оссми X и У.
Обработка контура детали осуществляется в следующей последовательности. Посредством суппорта, передвигаемого в направлении осп У, деталь подается на инструмент; при этом обрабатывается прямая аб. Выключается электромагнитная плита, а стальная плита с деталью поднимается до образования зазора с электромагнитной плитой. В соответствии с заданным радиусом центр О поворотного стола совмещается посредством обоих суппортов с центром О дуги бв. Зате.м стальная плита опускается на электромагнитную плиту и притягивается ею. Поворотный стол поворачивается на заданный угол в заданном направлении; При этом обрабатывается дуга бе. После этого включается подача суппорта, посредством которого обрабатывалась прямая аб, -и начинается обработка прямой вг.
Таким образом обработка прямых линий может быть произведена посредством только одного суппорта устройства; другой его суппорт используется для установки радиуса дуг обрабатываемого контура.
Предмет изобретении
Устройство для обработки деталей с контурами, образованными сочетанием прямых линий и дуг окружности, выполненное в виде крестового стола и установленного на нем поворотного стола, о г л ичающееся тем, что, с целью уменьшения необходимых для установки координат перемещения для установки детали применена плита, соединяемая с поворотным столом на период обработки контура детали и разъединяемая с ним во время установки координат центра.
.-/
| название | год | авторы | номер документа |
|---|---|---|---|
| КООРДИНАТНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2074081C1 |
| НАСТОЛЬНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК КОСТРОВА | 1992 |
|
RU2008163C1 |
| ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК | 1989 |
|
RU2053052C1 |
| Электроэрозионный вырезной станок | 1982 |
|
SU1286363A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ ЦЕНТР | 2002 |
|
RU2212998C1 |
| НАСТОЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК | 1994 |
|
RU2089383C1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| Способ обработки криволинейных поверхностей и устройство для его осуществления | 1979 |
|
SU863308A1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1996 |
|
RU2101139C1 |