Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электроэрозионнолгу вырезному станку.
Известен электроэрозионный вырезной станок, в котором на каретке установлен поворотный стол, снабженный электромагнитным нрижимным устройством, предназначенным для взаимодействия с несущей заготовку базовой плитой, размещенной на столе с возможностью относительного переме- нхения.
В известном станке ось враидения стола совпадает с осью проволочного электрода- инструмента. Поэтому обработка дуговых участков контура возможна только при од,- новременной работе двух двигателей, что приводит к снижению производительности. Кроме того, недостатком известного станка является невозможность обработки наклонным электродом-проволокой.
Цель изобретения - упрои1ение конструк- ции и расширение технологических возможностей станка.
Поставленная цель достигается тем, что в вырезном станке, в котором на каретке установлен поворотный стол, снабженный электромагнитным прижимным устройством, предназначенным для взаимодействия с несущей заготовку базовой плитой, размещенной на столе с возможностью относительного перемещения, каретка снабжена электромагнитной плитой, размещенной к ад базовой или- той и предназначенной для взаимодействия с ней, а новоротный стол установлен иа каретке с возможностью относительного перемещения.
В процессе обработки профиля детали, образованного пря.молинейными отрезками. стол может синхронно перемещаться внутри каретки. Такая конструкция стола позволяет производить его поворот без дополнительной настройки непосредственно после перезакрепления детали. Кроме того, на пред- лагаем ом станке возможна обработка вых участков при работе только одного двигателя, что повьннает производительность обработки.
В процессе обработки деталь закреплена на каретке, а на время перехода на новый участок прямого производится только ее перезакрепление на поворотный стол.
На предлагаемом станке можно производить обработку наклонным электродом- проволокой как прямолинейных, так и дуго- вых участков без специального механизма } аклона, а только за счет первоначального смещения центра вращения стола относительно верхней направляющей электрода-проволоки.
На фиг. 1 изображена кинематическая схема электроэрозионного вырезного станка; на фиг. 2 - последовательное положение вырезаемого контура детали, имеющего ду
5
-
.-
0
5
0
5
0
0
5
говые участки, при раоочеи подаче от од- ногю двигателя.
Станок имеет поворотный стол 1, пред- ставляющ.ий собой полый цилиндр, на верхней части KOTOpoi o расположена электро- .магнитная плита 2, тумбу 3 специальной кс-нфи1-урации, верхнюю каретку 4, связанную с ней электрома1 нитную плиту 5, базовую плиту 6, электромагнитные муфты 7 и 8, винты 9 и 10, нижнюю каретку П, рейку 12, зубчатое колесо 13, станину 4 станка, червяк 15, uiaroBbie двигатели 16, 17 и 18. Показаны также электрод-инструмент- проволока 19 и обрабатывге. деталь 20.
Станок работает следующим образом.
При вырезке профиля, составленнсго только из прямых отрезков, обработка ведется от одного двигателя пс прямой (по одной координате). Если зыронагп ьж ;1рофиль представляет собой сочетание прямг х отрезков с .,з,уговыми участками, то вырезка дуговых участков произвсд;1:тся то.чько от одного двигате;1Я но дуге окружносп- .
Р аббта нредлагаемо -о станка рассмотрена на примере вырезки сложного профиля, изображенного на фи1 2.
В начальный период обработки деталь 20 располагают на базовой плите 6 таким образом, чтобы точка а (начало отсчета) совпала с центром вращения стола 1, а на- празление отрезка (Z- u сомтало с lianpaB- лением пере.мсмцения каретки 4. В этот не- риод базовая плита 6 закреп.лена на электромагнитной плите 5, жесгко связанной с кареткой 4. При включенных электромагнитных муфтах 7 и 8 движение от luaroBO- го чзигателя 16 через р.интьг 9 и 10 сооб- пшется верхней каретке 4 и тумбе 3, которая в свою- очередь передает движение столу 1. ри псремендении карстк;; 4 тумба 3, а вместе с ней и CTO:I 1, двигахутся относительно каретки синхронно ч противоположном направлении. При таком характере движения положение проволоки 19 относительно центра стола в любой период обработки остается постоянным. При совмен е- нии центра проволоки 19 с точкой Ь (см. фиг. 2) положение проволоки 19 относительно центра стола 1 осталось таким же, как и в начале обработки, поэтому при переходе па обработку участка be требуется только перезакрепить деталь с каретки 4 на поворотпый стол 1 и повернуть его на требуе.мый угол а, что и осугцествляется по программе двигателем 17 при отключенном двигателе 6.
После поворота стола на угол а деталь занимает положение П. Двигате:1Ь 17 выключается и нроисходит перезакрепление базовой плиты 6 с электромагнитной плиты 2 на электромагнитную плиту 5. После этого включается двигатель 16 и .весь цикл обработки на отрезке be происходит так же, как и на отрезке аЬ.
При достижении точки с (г1оложс 1ке летали II) двигатель 16 и электромагнитные муфты 7 и 8 выключаются и Г рОисходит перезакренление базовой плиты б с электромагнитной плиты 5 на электромагнитную плиту 2.
После закрепления детали на столе i вновь включается двигатель 17 и черет червяк 15 поворачивает стол 1 па 90.
Деталь 20 вновь нерезакренляется с г. ;ект- ромагнитной плиты 2 на электромаг11итную плиту 5. Муфта 7 выключается, а Д8 1гатель 16 перемещает стол 1 от точки с в точку О| на величину радиуса дуги ее и останавливается. После этого вновь происходит перезакрепление детали 20 с плиты 5 на плиту 2. Включается двигатель i7 юр диусу Г: вырезается в детали - по дуге cd. После этого дета i положение II. В этом полох(- закрепляется дета.чь 20 с плить 2 5. Центр стола 1 BOSBpa.inaeTCf
(положение III), далее проис.ход и прямолинейного участка dc при oi i ном включении .муфт 7 и 8,
При достижении точки е {положе ч : производятся операции, аналогичнь с тем, которые производились после до тижснпя точки с в положении II, и пронзво.лптс.ч вырезка про4эиля по дуге е/. Прп достиже;;)сво. 19 точки / (положение III) плодятся о-ерации, аналогичные тем, ; :U iH доетижс1;ии точки d в положеч
я глчрезка профиля детали по ;: производится аналогично вырезке профиля
i.MC. киг uj для вырезки полного ; ,(. xB.jTiieT .хода стола, в одной из зловь х точек а, Ь. с. ...h вырезку необходимо пр01 зводить в направлении, обрат- |-:ом TOMV, которое было выбрано в началь- пь й ;сриод. Д.Я этого в узловой точке сто.ч noe/ie поворота на расчетный угол не нерпуть еще на
180° или же
;io3opoT стола в обратном на- ;;. ЯВНЫЙ 180°, минус уго.ч.
И п-гре: к; мп в точке их :м:; 1, 1/;я осуществ.чения ; ;. работ л i;;;- -Si; г х - -ко , 1Я осуп1еств. 1:е:-1--:сп1. с помон1,ьк) дви- :- . . . и
25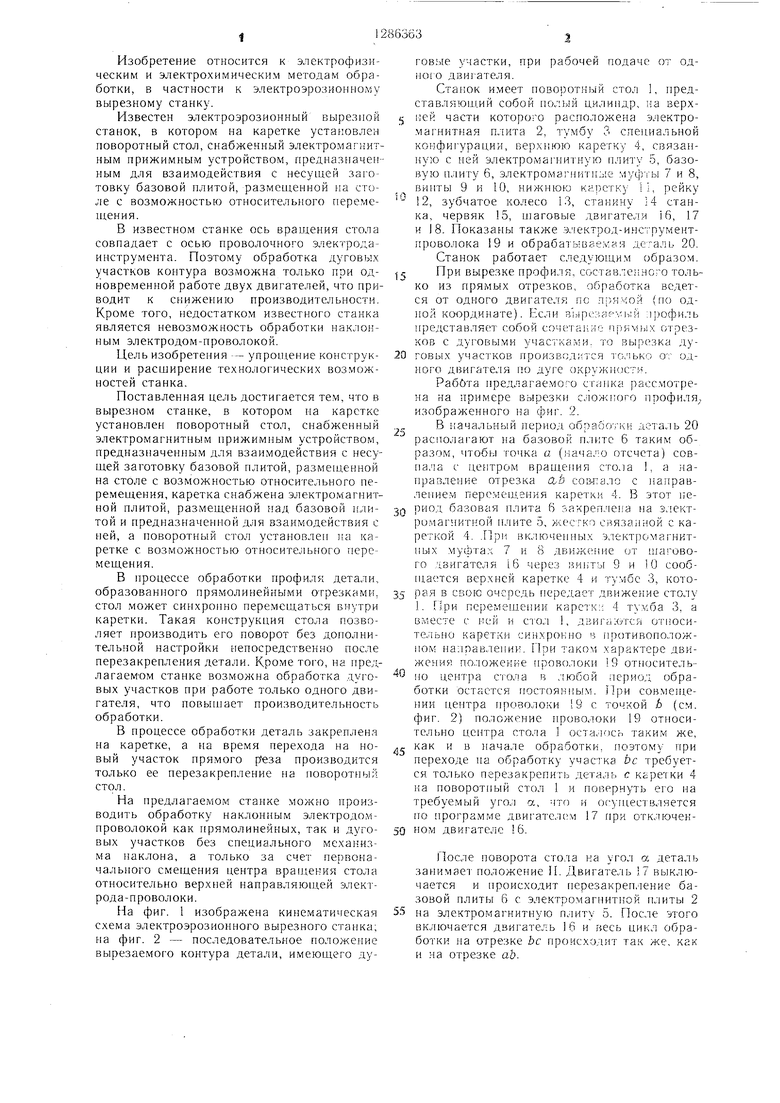

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработки непрофилированным электродом-проволокой | 1982 |
|
SU1066770A1 |
| Устройство для электроэрозионной обработки проволочным электродом | 1982 |
|
SU1093459A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ АВТОМАТИЗИРОВАННЫЙ СТАНОК | 2008 |
|
RU2399465C1 |
| Направляющее устройство для проволочного электрода | 1977 |
|
SU738813A1 |
| Способ базирования электрода-проволоки на вырезных электроэрозионных станках | 1985 |
|
SU1315185A2 |
| Гибкий производственный модуль электроэрозионной последовательной вырезки группы заготовок | 1985 |
|
SU1321537A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Устройство для электроэрозионной обработки проволочным электродом-инструментом | 1980 |
|
SU942925A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Электроэрозионный вырезной станок с числовым программным управлением | 1980 |
|
SU948596A1 |
3 6 15 -;- f г
„ ,.-Л..-,-. -.- ./:...., .2:.........,.™.
i-- v .- .; (/ / / ./1 ...„..iil.Zj I i,A, - ., - ;:....i:- ,1 „,..,.-; ,.v /i
... i - x
х2Г
5
Фиг. 2
| Способ приготовления фосфоресцирующих веществ | 1930 |
|
SU23507A1 |
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
