Применяемые при термической обработке стальных деталей закалоч1ные баки не имеют приспособлений, автоматически подающих сигнал Д31 прекращения закалки, что нередко приводит к несвоевременному удалению закаливаемых деталей из бака и связанному с этим появлению в них трещин.
Применение описываемого закалочного бака для термической обработки стали позволяет определять момент образования магнитной фазы и предотвращать образование трещин в закаливаемых изделиях, своевременно извлекая их из закалочной среды.
Достигается это тем, что закалочный бак снабжен помещаемой внутри него (под слоем закалочной жидкости) двухобмоточной катущкой индуктивности, первичная обмотка которой включена последовательно в цепь переменного тока, а вторичная - через селеновые выпрямители в цепь гальванометра. Сила тока, индуктируемого во вторичной обмотке, изменяется в момент появления в закаливаемом изделии ферромагнитных изменений (участков ферромагнитной фазы), что приводит к немедленной подаче сигнала для извлечения обрабатываемого изделия из закалочной среды.
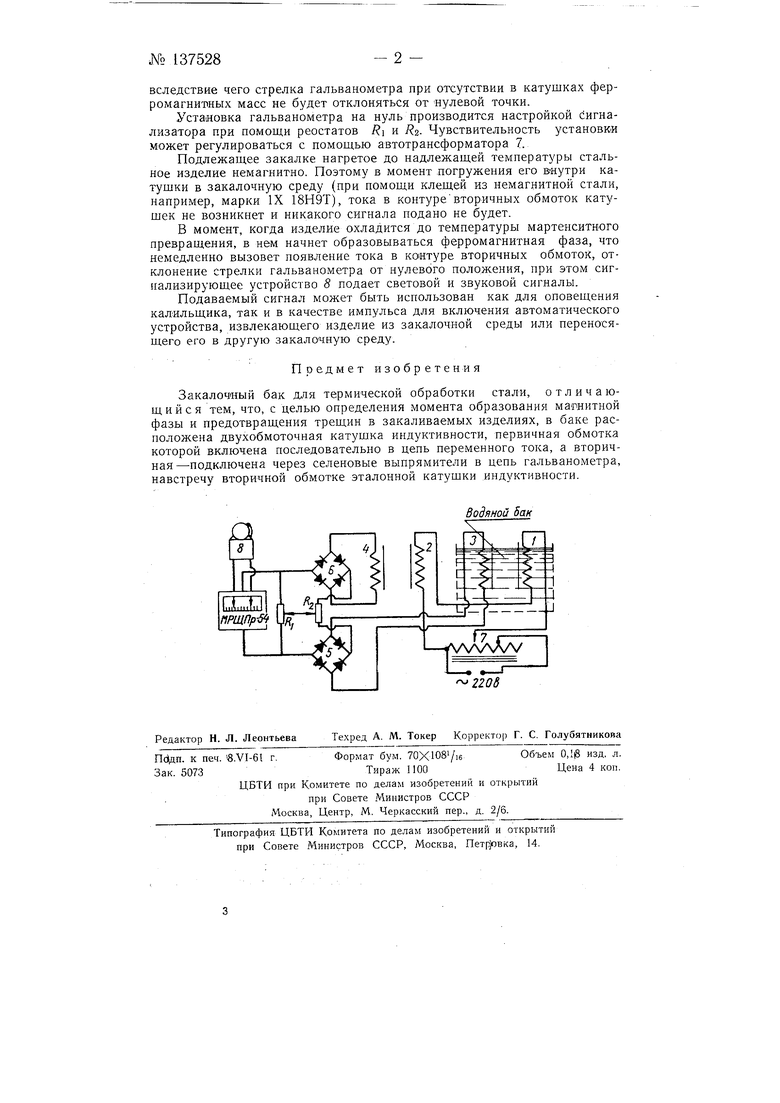
Расположенная внутри закалочного бака двухобмоточная катушка индуктивности является частью автоматического сигнализатора. Сигнализатор состоит из двух одинаковых двухобмоточ-ных катущек индуктивности (ом. чертеж), обмотки одиой из которых заключены в герметический винипластовый кожух, залиты парафином и расположены в закалочном баке, а вторая катущка вместе с основной и вспомогательной аппаратурой смонтирована на стенде вне бака.
Первичные обмотки / и 2 обеих катушек включены последовательно в цець переменного тока. Вторичные их обмотки 5 и последовательно через селеновые выпрямители 5 и б подключены к гальванометру прибора типа МРЩ Пр-54. Концы вторичных обмоток соединены так, чтобы индуктируемые в них токи имели противоположное направление,