Известны системы программного управления металлорежущими станками, содержащие копировальный прибор, усилитель и преобразователь.
В предлагаемом устройстве, с целью обеспечения автоматизации процесса копирования замкнутых контуров при обработке изделий произвольной формы, в нем применены три индуктивных дифференциальных датчика, два из которых определяют положение точки пересечения оси пальца копировального прибора с плоскостью ХОУ в полярных координатах, а третий датчик вырабатывает сигнал, пропорциональный отклонению оси копировального прибора в радиальном направлении от некоторой величины, задаваемой в зависимости от требуемой точной обработки.
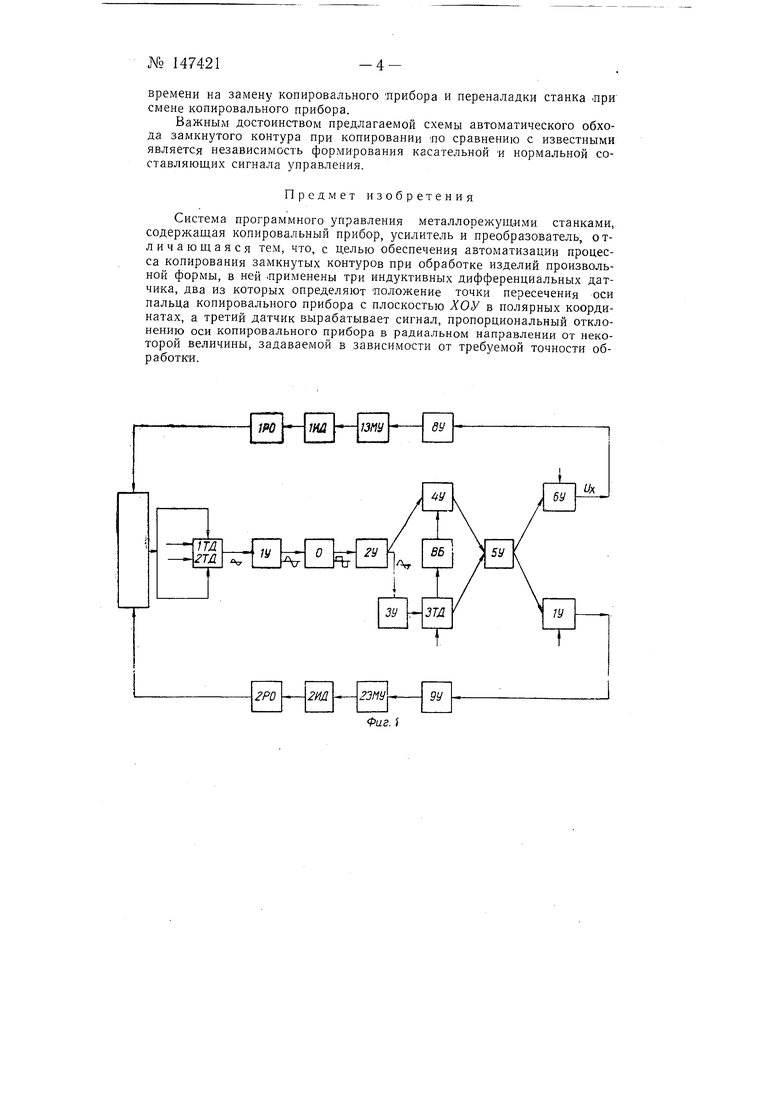
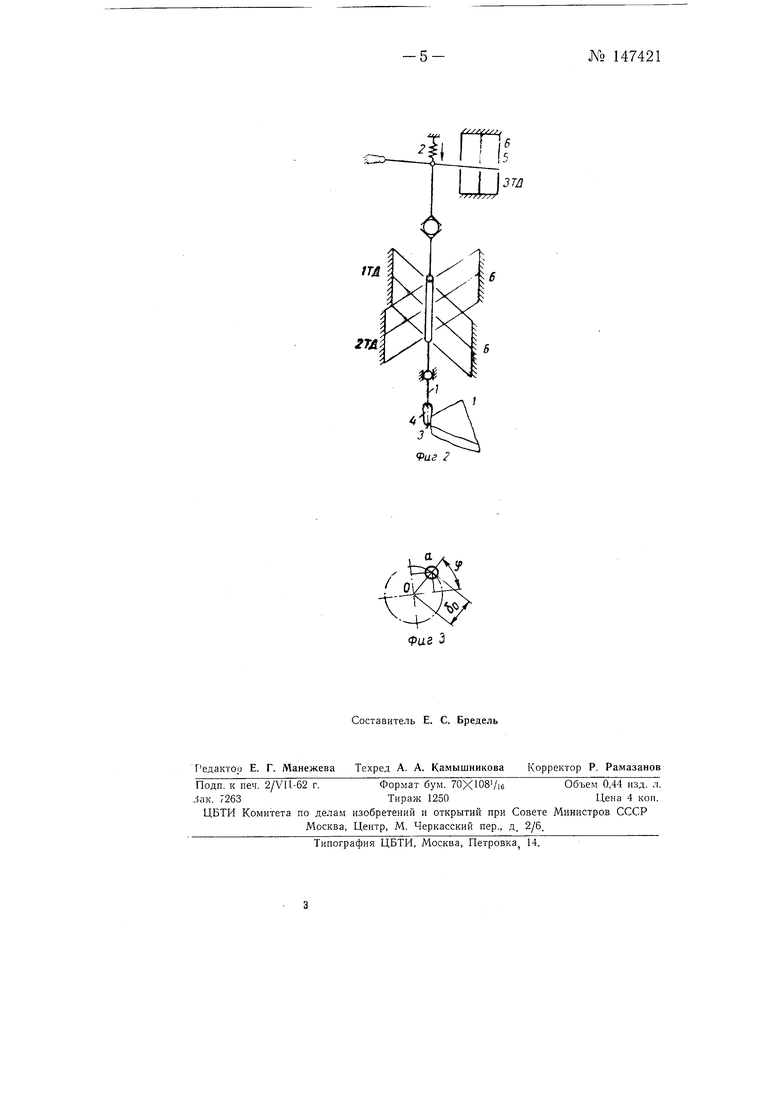
На фиг. 1 изображена структурная схема следящей системы управления Металлорежущими станками; на фиг. 2 - то же схематическое устройство копировального прибора; на фиг. 3 - Проекция копировального пальца на оси координат. Структурная схема системы содержит двухкоординатный индуктивный датчик копировального прибора, вырабатывающий сигнал переменного тока, фаза которого соответствует углу копирования. На чертеже обозначены:
усилитель сигнала двухкоординатного датчика /У;
амплитудный ограничитель 0;
усилитель сигнала после ограничения 2У;
усилитель ЗУ, выход которого подается на первичную обмотку третьего лЧатчика копировального прибора ЗТД, формирующего нормальную (радиальную) составляющую сигнала управления;
усилитель 4У, формирующий касательную (тангенциальную) составляющую сигнала управления;
№ 147421-2суммирующий усилитель 5У, усиливающий сигналы нормальной и касательной составляющих.
Нормальная и касательная составляющие суммарного сигнала через выпрямитель блокировки ВБ связаны между собой таким образом, что с увеличением амплитуды нормальной составляющей амплитуда касательной составляющей уменьщается.
Суммарный сигнал с выхода усилителя 5У поступает на фазочувствительные усилители 5У. и 7У, питаемые Напряжениями переменного тока, сдвинутыми между собой на 90 электрических градусов. Поэтому напряжения постоянного тока, снимаемые с выхода фазочувствительных усилителей 6У и 7У, пропорциональны соответственно проекциям вектора суммарного сигнала на оси, совпадающие с направлением движения рабочих органов станка. Оси движения этих органов станка сдвинуты на 90 геометрических градусов.
Напряжения выхода фазочувствительных усилителей 6У и 7У, усиленные электронными и электромагнитными усилителями 8У, 9У, 1ЭМУ, 2ЭЛ1У, подаются на испо.пнитель гые двигатели привода подач 1ИД, 2ИД, перемещающие рабочие органы 1РО и 2РО, вызывая соответственное перемещение копировального пальца относительно копира модели.
Копировальный прибор состоит из трех дифференциальных датчиков 1ТД, 2ТД, ЗТД индуктивного типа.
Датчики 1ТД и 2ТД образуют двухкоординатную систему, служащую для определения при копировании положения точки пересечения оси пальца копировального прибора с плоскостью ХОУ в полярных координатах.
Питание датчиков 1ТД и 2ТД осуществляется от независимых источников, фазы напряжений которых сдвинуты между собой на 90 электрических градусов.
Частота этих источников питания равна 500 гц.
При свободном состоянии пальца копировального прибора щпиндель / копировального прибора под действием пружины 2 занимает среднее положение, при котором ось щпинделя / совпадает с геометрической осью копировального прибора 3, а напряжение дифференциальных датчиков 1ТД и 2ТД равны нулю. Датчик ЗТД служит для формирования сигнала, пропорционального отклонению оси копировального прибора в радиальном направлении от некоторой заранее заданной величины, определенной отрезком О-1 бо, являющимся радиусом нулевой окружности. Если это отклонение равно О, т. е. , то напряжение выхода датчика ЗТД равно нулю. При этом якорь 5 датчика ЗГД находится па оси, равностоящей о г обоих сердечников.
При отклонении якоря 5 датчика ЗТД в ту или иную сторону от своего среднего положения на величину рассогласования формируется напряжение выхода датчика, амплитуда которого пропорциональна величине этого рассогласования. Фаза такого напряжения изменяется на 180 электрических градусов при изменении знака величины рассогласования датчика ЗТД.
Напряжение выхода датчиков 1ТД, 2ТД первоначально усиливается двухтактным усилителем IV, ограничивается по амплитуде диодным ограничителем О, а затем поступает на фильтр, восстанавливающий синусоидальную форму напряжения после ограничения.
Ограничение амплитуды сигнала UE необходимо для обеспечения независимости скорости слежения от амплитуды напряжения выхода системы датчиков ЛТД и 2ТД.
После фильтра О сигнала UE усиливается электронным усилителем 2У напряжения и подается на левую сетку суммирующего усилителя 5У. На правую сетку этого усилителя подается выход дифференциального датчика ЗТД.
Таким образом, на входе суммирующего усилителя 5У установле,ны два сигнала: сигнал, формируемый системой дифференциальных датчиков 1ТД и 2ТД (тангенциальная составляющая), и сигнал, формируемый дифференциальным датчиком (радиальная составляющая).
Выход усилителя 5У подается на входы фазочувствительных усилителей 6У и 7У. Анодные напряжения этих усилителей совпадают по фазе с напряжением питания датчиков 1ТД и 2ТД. Эти напряжения сдвинуты между собой на 90 электрических градусов,
Фазочувствительные усилители -преобразуют входные сигналы в два напряжения постоянного тока, пропорциональные проекциям вектора суммарного сигнала на оси ОХ и ОУ, совпадающие с направлением движения рабочих органов станка.
При Слежении палец 4 копировального прибора отклоняется на некоторую заранее заданную величину, при которой якорь 5 дифференциального датчика ЗТД находится на одинаковых расстояниях от сердечников 6.
При этих условиях система дифференциальных датчиков 1ТД и 2ТД формирует касательную составляющую сигнала, обеспечивающую движение исполнительных органов станка по касательной, проведенной к кривой щаблона через точку касания с ним пальца копировального прибора.
Так как за вращением бо в полярных координатах синхронно следует UK, то каждому новому положению вектора бо будет соответствовать такое значение скорости Vx и Vy, при котором результирующая скорость следящей системы будет направлена по касательной к профилю щаблона, проведенной через точку касания пальца копировального прибора с этим щаблоном при неизменной величине (бо)В действительности из-за неточности измерения угла ф, определяющего положение вектора бо в плоскости ХОУ, направление результирующей скорости движения исполнительных органов станка может отклоняться от Касательной в ту или другую сторону. Это приведет к уменьшению или увеличению бо, что вызовет отклонение якоря 5 дифференциального датчика ЗТД от своего нейтрального положения. Отклонением якоря датчика ЗТД от своего нейтрального положения формируется, как известно, нормальная (радиальная) составляющая результирующей скорости, сдвинутая по отнощению нормальной составляющей ща 90 градусов.
Перемещение якоря 5 датчика ЗТД будет продолжаться до тех пор, пока ощибка измерения системой датчиков , 2ТД угла не будет полностью компенсирована, а направление результирующей скорости движения следящей системы не совпадет -с направлением касательной.
Следовательно, применение датчика ЗТД позволяет значительно уменьщить ощибку следящей системы, возникающую из-за неточности измерения угла системой датчиков 1ТД, 2ТД.
Более того, это позволяет существенно повысить точность работы следящей системы -станка без увеличения требований к точности изготовления копировального прибора, выбирать в щироких пределах требуемую точность слежения системы за счет изменения крутизны сигнала выхода датчика ЗТД, осуществляемого простым способом.
Предлагаемая система автоматического обхода замкнутого контура позволила создать конструкцию такого прибора, который используется на всех остальных режимах работы станка.
Это существенно повышает эксплуатационные качества станка и значительно сокращает его вспомогательное время за счет исключения
-3-NO 147421
времени на замену копировального прибора и переналадки станка лри смене копировального прибора.
Важным достоинством предлагаемой схемы автоматического обхода замкнутого контура при копировании по сравнению с известными является независимость формирования касательной и нормальной составляющих сигнала управления.
Предмет изобретения
Система программного управления металлорежущими станками, содержащая копировальный прибор, усилитель и преобразователь, отличающаяся тем, что, с целью обеспечения автоматизации процесса копирования замкнутых контуров при обработке изделий произвольной формы, в ней .применены три индуктивных дифференциальных датчика, два из которых определяют положение точки пересечения оси пальца копировального прибора с плоскостью ХОУ в полярных координатах, а третий датчик вырабатывает сигнал, пропорциональный отклонению оси копировального прибора в радиальном направлении от некоторой величины, задаваемой в зависимости от требуемой точности обработки.