J8 19
СО
« ел
сд оо
Изобретение относится к строительству, в частности к устройствам для формования теплоизоляционных изделий преимущественно из материала с малопрочным упругим заполнителем, например, керамовер- 5 микулита, вермикулитобетона, асбестоверми- кулита, и может применяться в производстве строительных материалов.
Целью изобретения является расширение функциональных -возможностей путем .„ формования изделий переменной плотности.
На чертеже представлена конструктивная схема предлагаемого устройства.
Устройство для формования теплоизоля- ционйых изделий содержит корпус 1 с загрузочным бункером 2, сообщенным с источником подачи сырьевой смеси (не показан) и мундштуком 3, раз.мещенный в корпусе 1 выталкиватель, выполненный в виде трех поршней 4 - 6 со П1токами 7-9, соединенными траверсой 10, кинематически связанной с приводом 1 возвратно-поступательного перемещения, причем устройство снабжено размещенными на корпусе 1 двумя дополнительными бункерами 12 и 13, сообщенными с источниками подачи сырьевой
15
20
него слоя формуемого бруса. Сырьевая смесь в полости 16 имеет наименьшую массу, менее всего подвержена истиранию от трения, что позволяет сохранить неразрушенными зерна заполнителя и тем самым малую объемную массу слоя. После проталкивания сырьевых смесей в полостях 16-18 за перегородки 14 и 15 ввиду синхронного проталкивания всех слоев формуемого бруса смеси с одинаковой скоростью продвигаются по мундштуку 3, в котором осуществляется опрессовка слоев бруса между собой. Малая конусность мундщтука 3 в верхней части также способствует малому уплотнению сырьевой смеси, а большая конусность нижней части обеспечивает дополнительное уплотнение нижнего слоя бруса. На выходе из мундштука 3 получается многослойный разноплотный брус, верхний слой которого может иметь плотность 200- 250 кг/м. средний слой - плотность 300- 350 кг/м , а нижний слой - плотность 600-800 кг/м
Количество разноплотных слоев в одном брусе может быть значительным, например десять, а толщина одного слоя - сравнисмеси разной объемной массы, отличной от 25 тельно небольшой, например 30 мм, т.е. устмассы сырьевой смеси основного бункера 2, а корпус 1 снабжен перегородками 14 и 15, установленными в нем с образованием полостей 16-18 разного объема, причем полость 18 больп1его объема размещена в нижней части 19 корпуса 1, а полость 16 меньшего объема - в верхней его части 20, при этом каждый из поршней 4 - 6 установлен в одной из полостей 16-18, сообщенной с одним из бункеров 2, 12 и 13.
Устройство работает следующим образом.
ройство позволяет формовать как теплоизоляционные плиты толщиной 60-120 мм, так и теплоизоляционные брусья толщиной 300-400 мм.
30Формула изобретения
Устройство для формования теплоизоляционных изделий, содержащее корпус с загрузочным бункером, сообщенным с источником подачи сырьевой смеси и мундщтуВ бункере 2, 12 и 13 подаются сырьевые 35 ком, размещенный в корпусе выталкива
0
него слоя формуемого бруса. Сырьевая смесь в полости 16 имеет наименьшую массу, менее всего подвержена истиранию от трения, что позволяет сохранить неразрушенными зерна заполнителя и тем самым малую объемную массу слоя. После проталкивания сырьевых смесей в полостях 16-18 за перегородки 14 и 15 ввиду синхронного проталкивания всех слоев формуемого бруса смеси с одинаковой скоростью продвигаются по мундштуку 3, в котором осуществляется опрессовка слоев бруса между собой. Малая конусность мундщтука 3 в верхней части также способствует малому уплотнению сырьевой смеси, а большая конусность нижней части обеспечивает дополнительное уплотнение нижнего слоя бруса. На выходе из мундштука 3 получается многослойный разноплотный брус, верхний слой которого может иметь плотность 200- 250 кг/м. средний слой - плотность 300- 350 кг/м , а нижний слой - плотность 600-800 кг/м
Количество разноплотных слоев в одном брусе может быть значительным, например десять, а толщина одного слоя - сравниройство позволяет формовать как теплоизоляционные плиты толщиной 60-120 мм, так и теплоизоляционные брусья толщиной 300-400 мм.
30Формула изобретения
Устройство для формования теплоизоляционных изделий, содержащее корпус с загрузочным бункером, сообщенным с источником подачи сырьевой смеси и мундщту
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования строительных изделий из материала с малопрочным упругим заполнителем | 1984 |
|
SU1258697A1 |
| Устройство для формования строительных изделий из материала с малопрочным упругим заполнителем | 1986 |
|
SU1380964A2 |
| СПОСОБ ПОСЛОЙНОГО ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2032535C1 |
| Устройство для формования теплоизоляционных изделий | 1988 |
|
SU1576334A1 |
| СПОСОБ ЭКСТРУЗИОННОГО ФОРМОВАНИЯ ИЗДЕЛИЙ С ПУСТОТАМИ | 1990 |
|
RU2014221C1 |
| Устройство для формования строительных изделий из материала с малопрочным упругим заполнителем | 1986 |
|
SU1447668A1 |
| Устройство для формования строительных изделий | 1981 |
|
SU963859A2 |
| УСТРОЙСТВО ДЛЯ ВИБРОПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2016765C1 |
| МУНДШТУК ЛЕНТОЧНОГО ПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2035298C1 |
| СПОСОБ ПРОИЗВОДСТВА СТЕКЛОКРИСТАЛЛИЧЕСКИХ ПЕНОМАТЕРИАЛОВ | 2010 |
|
RU2451000C1 |
Изобретение относится к строительству и позволяет расширить функциональные возможности устройства для формования теплоизоляционных изделий путем фор- .мирования изделий переменной плотности за счет размещения в корпусе I двух дополнительных бункеров 12, 13, сообщенных с источниками подачи сырьевой смеси разной объемной массы, отличной от массы сырьевой смеси основного бункера 2, и выполнения корпуса I с тремя полостями 16, 17, 18 разного объема, в которых установлены тр-и порщня 4, 5, 6, штоки 7, 8, 9, которых связаны траверсой 10, соединенной с приводом 11. 1 ил.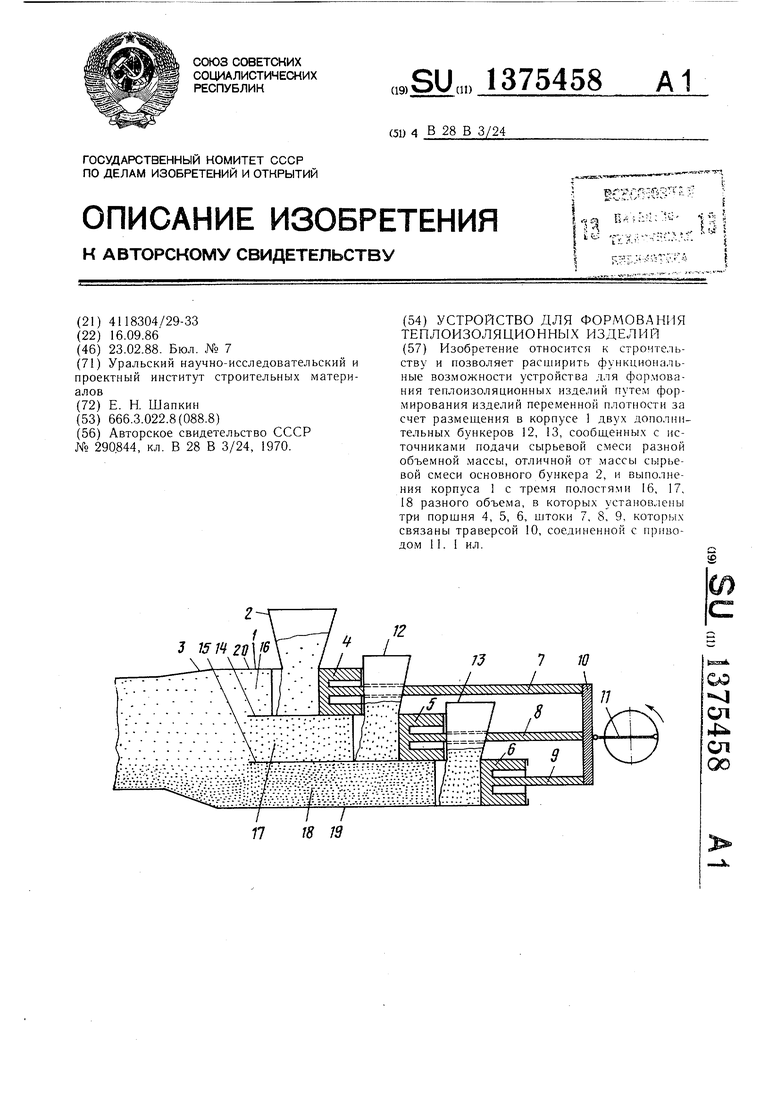
смеси, например керамовермикулит, с разной объемной массой, причем в бункер 2 поступает керамовермикулит с наиболее крупной фракцией заполнителя (более 5 мм), в бункер 12 - керамовермикулит со средней фракцией заполнителя (1-5 мм), а в бункер 13 - керамовермикулит наиболее мелких фракций (менее 0,6 Мм). Последовательность подачи сырьевой смеси по бункерам следующая: сначала подают смесь в бункер 13, через два полных цикла хода поршня 6 подают сырьевую смесь в бункер 12, а через два полных цикла хода поршня 5 - сырьевую смесь в бункер 2. При работе привода 11 nopnjHH 4-6 проталкивают сырьевую смесь к мундштуку 3 устройства, Сырьевая смесь в полости 18, имея наибольшую объемную массу, проходит наибольп.1ий путь прессования, что способствует ввиду низкой прочности заполнителя и его разрушения от трения повышению плотности ниж40
тель, соединенный с привод поступательного перемещени еся тем, что, с целью рас циональных возможностей п ния изделий переменной снабжено размещенными на нительными бункерами, со источниками подачи сырьево объемной массы, отличной о вой смеси основного бункера
45 жен перегородками, установ с образованием полостей р причем полость большего объ в нижней части корпуса, а njero объема - в верхней этом выталкиватель выполне
50 ней со щтоками, соединенны кинематически связанной с п дый из которых установлен в мянутых полостей, сообще
из бункеров.
Составитель Д. Киселев
Редактор И. ШуллаТехред И. ВересКорректор Н. Король
Заказ 446/16Тираж 528Подписное
ВМИИПИ Государствеиного комитета СССР по делам изобретений и открытий
1 13035, Москва, ,Ж-35, Раушская наб., д. 4/5 Производственно-полиграфичоское предприятие, г. Ужгород, ул. Проектная, 4
0
тель, соединенный с приводом возвратно- поступательного перемещения, отличающееся тем, что, с целью расширения функциональных возможностей путем формования изделий переменной плотности, оно снабжено размещенными на корпусе дополнительными бункерами, сообщенными с источниками подачи сырьевой смеси разной объемной массы, отличной от массы сырьевой смеси основного бункера, а корпус снаб5 жен перегородками, установленными в нем с образованием полостей разного объема, причем полость большего объема размещена в нижней части корпуса, а полость мень- njero объема - в верхней его части, при этом выталкиватель выполнен в виде порш0 ней со щтоками, соединенными траверсой, кинематически связанной с приводом, каждый из которых установлен в одной из упомянутых полостей, сообщенной с одним
| РЕЛЬСОВАЯ ПЕДАЛЬ | 1920 |
|
SU290A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
