Изобретение относится к промышленности строительных материалов и может быть использовано для полусухого пластического формования кирпича, блоков, черепицы, керамических изделий.
Известна виброголовка ленточного пресса, содержащая корпус с валом, к которому прикреплена своими концами П-образная скоба, привод качательных колебаний вала и мундштук [1].
Однако это устройство невозможно использовать для прессования полусухих материалов.
Известно устройство, содержащее виброэкструдер, состоящий из последовательно соединенных нагревательного участка с вибратором, виброизолирующих манжет и формовочного участка [2].
Недостатком этого устройства является малая эффективность вибрационного воздействия на полусухой материал.
Целью изобретения является создание устройства для вибропрессования фасонных изделий из полусухих материалов.
Для этого предложено устройство, содержащее закрепленный на каркасе корпус с вибраторами направленных колебаний, приемный бункер и формообразующее устройство, причем корпус выполнен из двух противолежащих смонтированных наклонно одна к другой на упругих опорах виброплит и двух противолежащих жестко закрепленных на каркасе параллельно одна другой плит. Максимальное расстояние между виброплитами определяется с учетом коэффициента разрыхления материала, минимального расстояния между плитами, а также с учетом угла трения и сцепления частиц материала по стали.
Для более эффективного уплотнения материала вибраторы расположены так, что они создают возмущающие усилия, направленные навстречу друг другу под углом 80-100о.
Рабочая поверхность виброплит футерована клиновыми полосами с раскрытием клина вниз, а основание раскрытого клина перпендикулярно возмущающему усилию вибратора, что значительно повышает эффективность уплотнения материала.
Если виброплиты выполнены пустотелыми, то клиновые полосы расположены с зазором между собой. Под зазором имеются канавки, сообщенные отверстиями с полостью виброплиты, которая снабжена элементами для отвода воздуха и воды и элементами вакуумирования.
Каждая виброплита выполнена выпуклой в сторону прессования с рациональной кривизной.
Приемный бункер разделен вертикально установленными перегородками на секции, что позволяет размещать в них материалы с разными физическими свойствами и получать слоистые изделия с прочным соединением слоев между собой.
Через приемный бункер и корпус пропущен материалопровод, имеющий вибратор вертикально направленных колебаний. Это дает возможность получать строительные изделия с прочной оболочкой, заполненной внутри материалом с разными физическими свойствами.
Устройство снабжено смонтированным под мундштуком кирпичным прессом. Мундштук снабжен элементами образования рифленой черепицы, конвейером для приема и перемещения черепичной ленты и механизмом для резки ленты на мерные отрезки.
Все перечисленные признаки решают задачу, направленную на создание такой конструкции, которая обеспечивает эффективное прессование полусухой смеси и получение фасонных изделий.
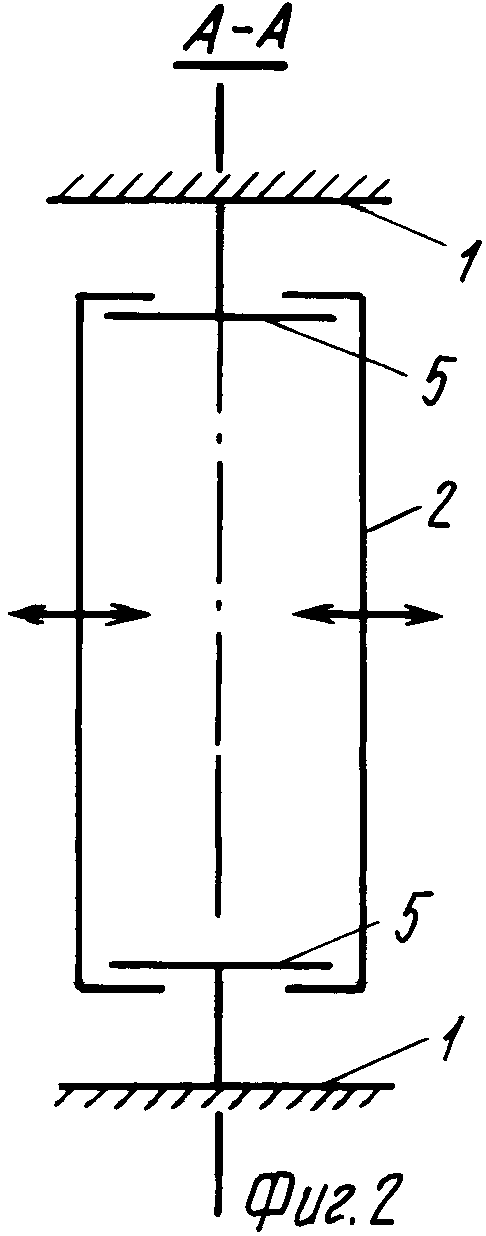
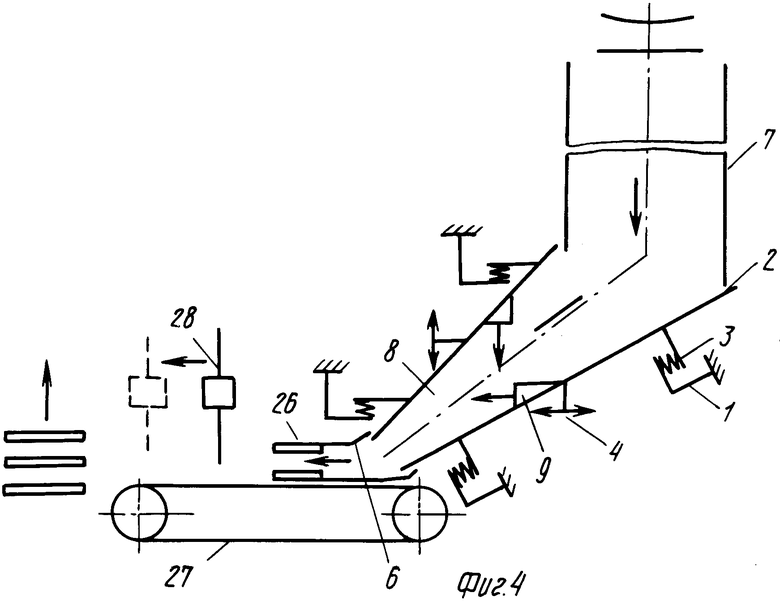
На фиг. 1 изображено устройство для вибропрессования строительных изделий, кинематическая схема; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - кинематическая схема для вибропрессования черепицы; на фиг. 5 - схема для вибропрессования с выпуклыми вибролентами; на фиг. 6 - то же, с механизмом доработки черепицы; на фиг. 7 - схема бункера с перегородками; на фиг. 8 - сечение Б-Б на фиг. 7; на фиг. 9 - принципиальная схема механизма подачи армированной сетки; на фиг. 10 - принципиальная схема устройства с материалопроводом; на фиг. 11 - сечение В-В на фиг. 10.
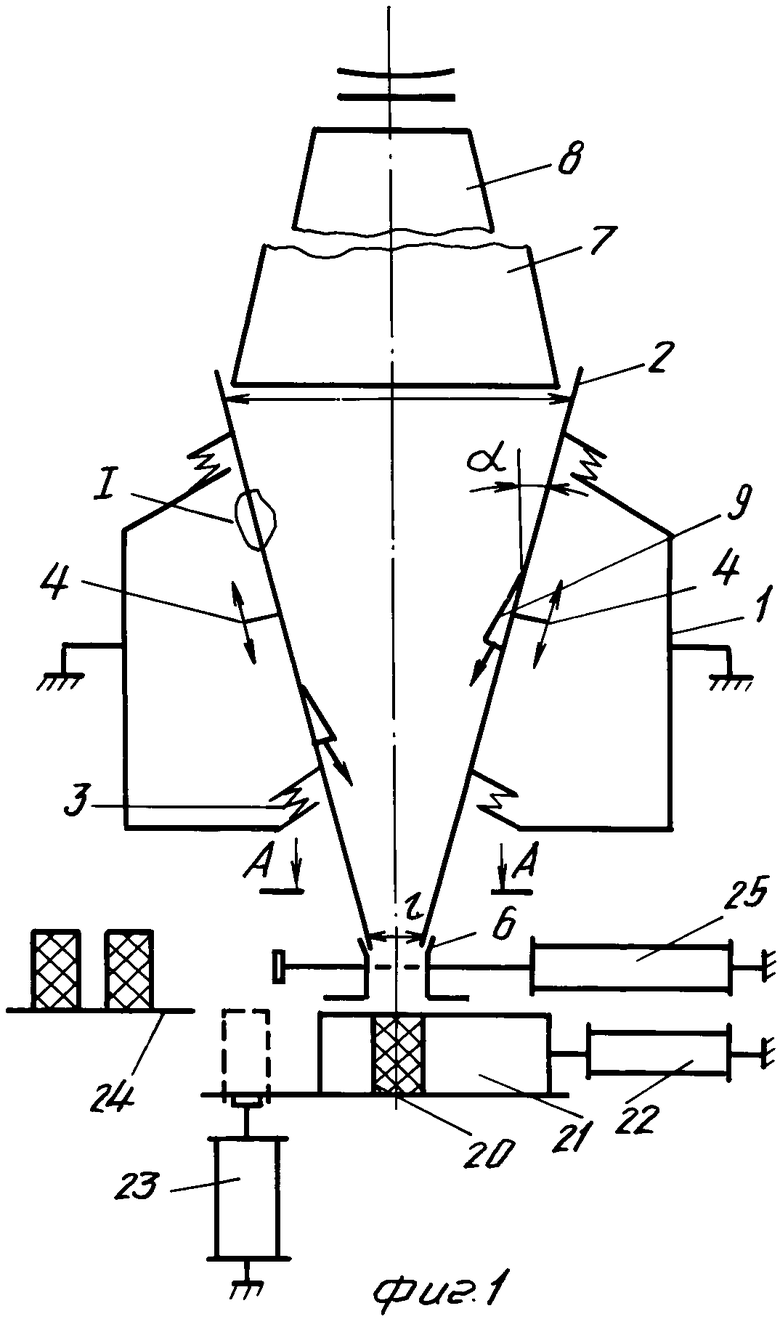
Устройство для вибропрессования строительных изделий состоит из каркаса 1, в котором смонтирован корпус, состоящий из двух виброплит 2, установленных посредством упругих опор 3 под углом одна к другой и снабженных вибратором 4 направленных колебаний. А две другие плиты 5 установлены параллельно друг другу, жестко закреплены на каркасе 1 и с двух сторон герметично прилежат к виброплитам 2. Плиты выполнены из стали.
В нижней части корпус имеет формообразующее устройство, например мундштук 6. Верхняя часть корпуса снабжена приемным бункером 7. При этом максимальное расстояние между виброплитами 2 вверху равно
L=(1,05-1,25)lk где L - максимальное расстояние между виброплитами, мм;
l - минимальное расстояние между плитами, мм;
k - коэффициент разрыхления материала, определяется по справочнику.
Виброплиты 2 наклонены к вертикальной оси 8 корпуса на угол α , который определяется как
90о-Y где Y - угол наклона виброплит к горизонтали, определяется как угол трения и сцепления частиц материала по стали.
Вибраторы 4 создают на виброплитах 2 возмущающие усилия, изображенные на фиг. 1 стрелками, и направленные навстречу друг другу под углом 80-100о. Наиболее рациональным является угол в 90о.
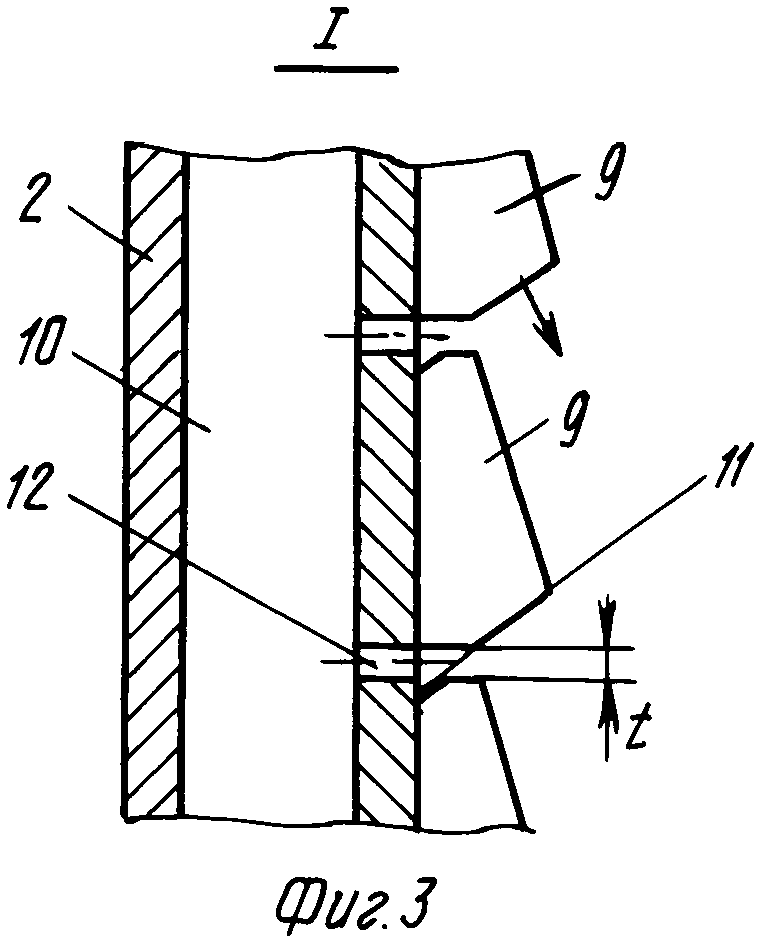
Рабочая поверхность виброплит 2 футерована клиновыми полосами 9 с раскрытием клина вниз, а основание раскрытого клина перпендикулярно возмущающему усилию вибратора 4.
Вибраторы 2 могут быть выполнены пустотелыми, с полостью 10. В этом случае футеровочные клиновые полосы 9 установлены между собой с зазором t, равным 5-100 мкм. Под каждым зазором выполнена канавка 11, соединенная отверстием 12 с полостью 10, которая снабжена элементами для отвода воздуха и воды. Полость 10 может быть соединена с элементами вакуумирования.
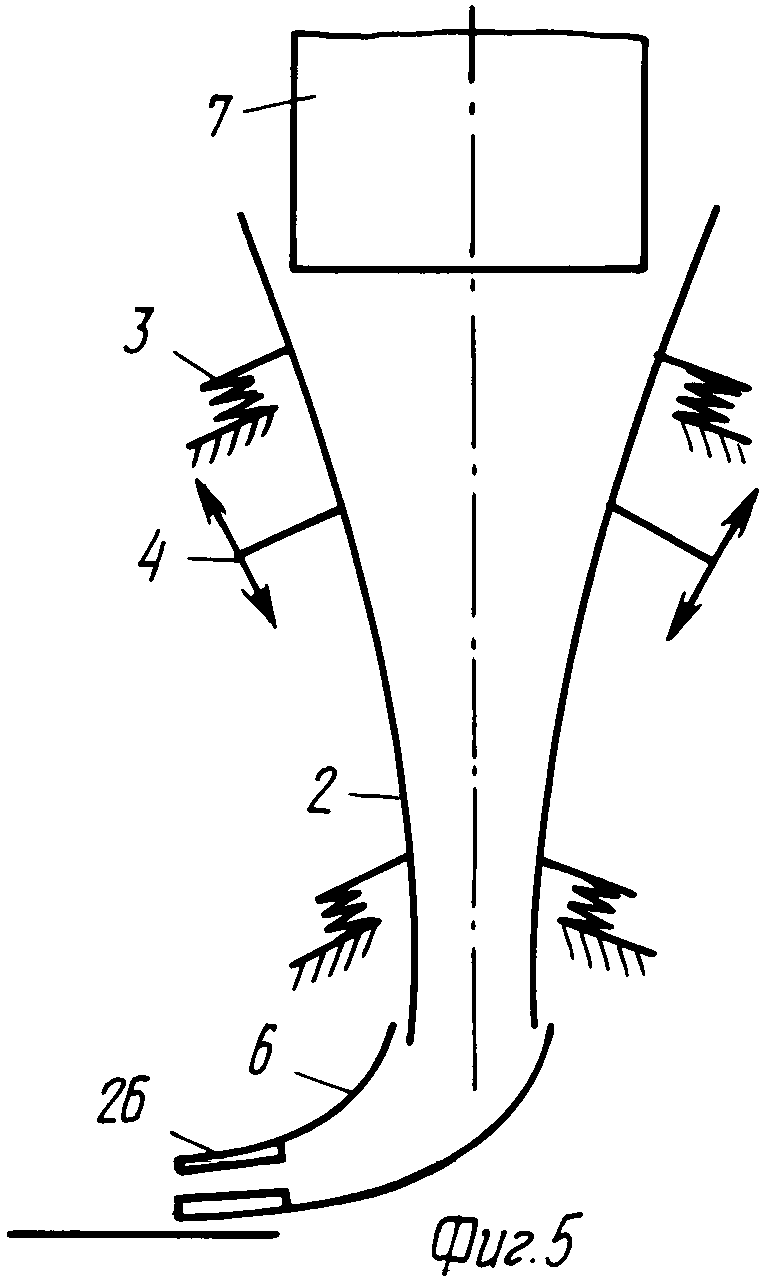
Виброплиты 2 могут быть выполнены не прямыми, а выпуклыми, в направлении друг к другу, т.е. выпуклость направлена в сторону прессуемого материала.
Корпус может быть смонтирован в каркасе 1 наклонно, т.е. его вертикальная ось 8 наклонена к горизонту.
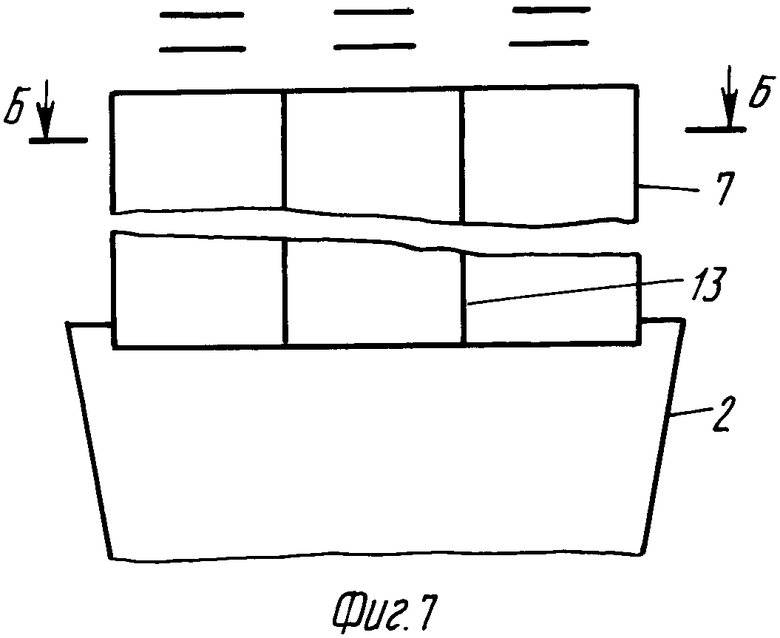
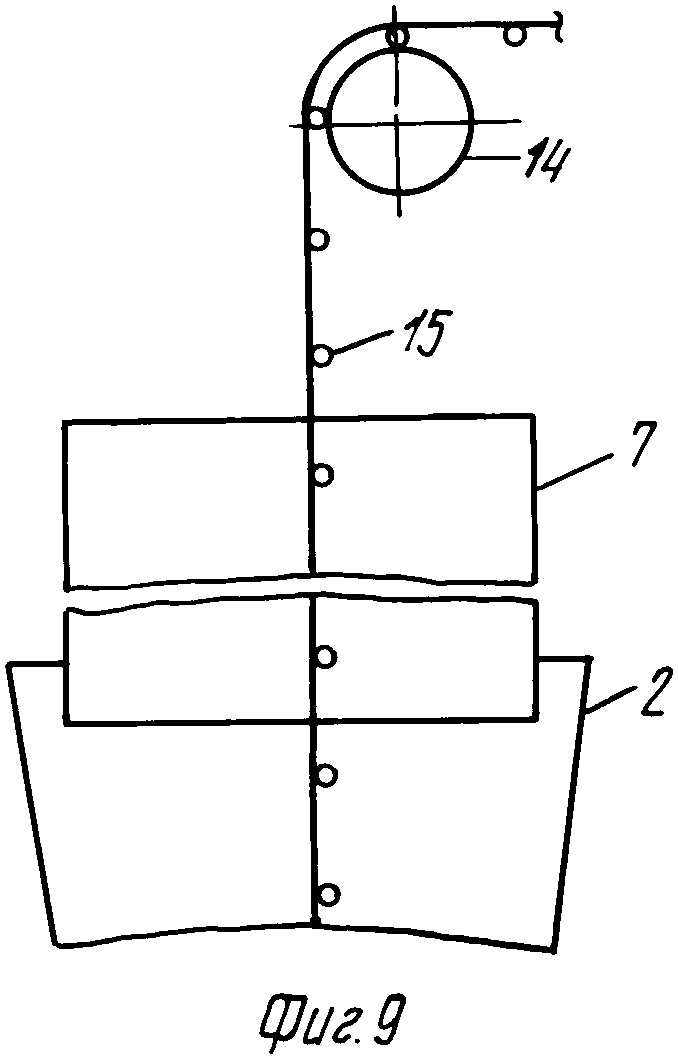
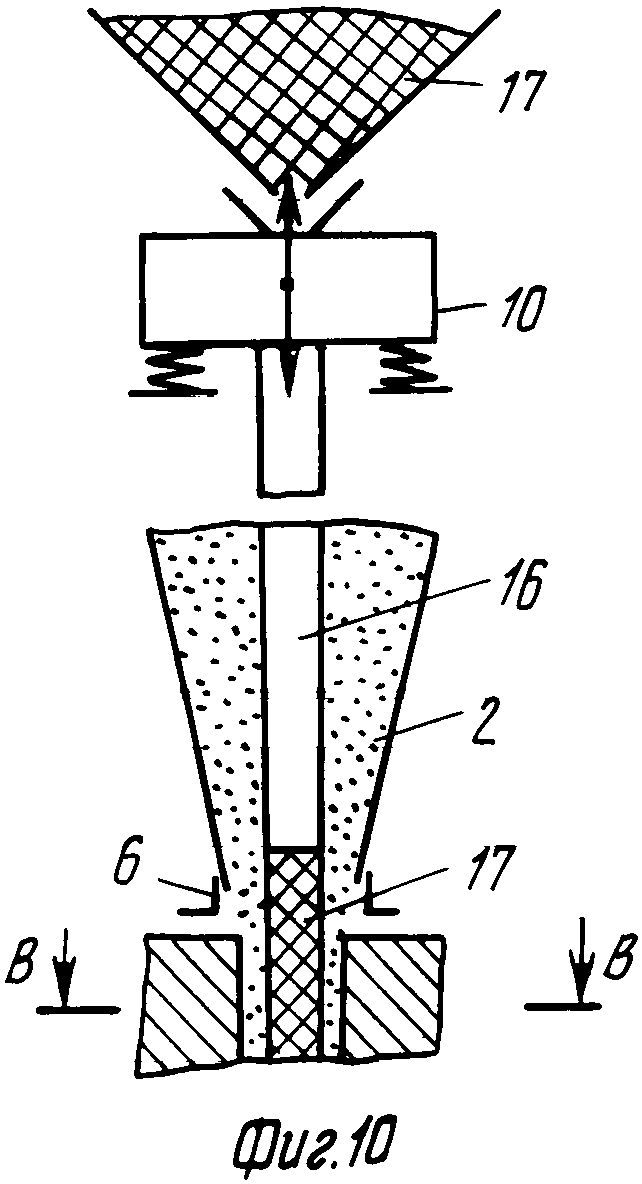
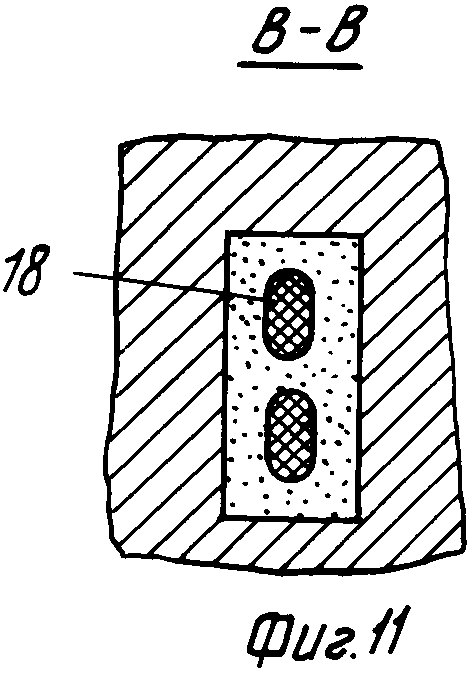
Приемный бункер 7 может быть разделен перегородками 13 на вертикальные секции, которые выполняются материалами с разными физическими свойствами. Над бункером 7 может быть установлен механизм 14 подачи армировочной сетки 15 в прессуемый материал. Через приемный бункер 7 внутри корпуса до мундштука 6 пропущен материалопровод 16, через который подают специальный заполнитель 17, образующий внутренние малые полости 18. Материалопровод 16 может быть снабжен вибратором вертикально направленных колебаний.
Для прессования кирпича 20 под мундштуком 6 смонтирован кирпичный пресс. Он включает пресс-форму 21 с силовым цилиндром 22 горизонтального перемещения, выпрессовщик кирпича в виде цилиндра 23 и укладчик его на поддон 24 в виде цилиндра 25.
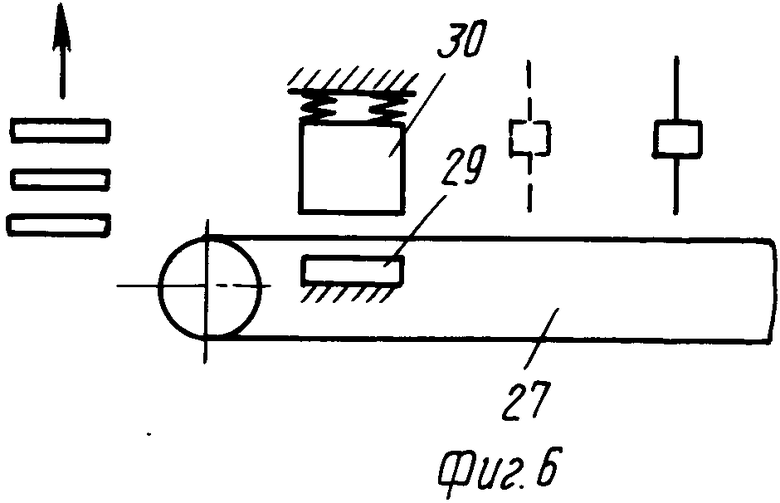
Мундштук 6 снабжен средствами рельефообразования поверхности экструдируемой ленты, приемным конвейером с мерным механизмом резки. Конкретно они выполнены следующим образом. Мундштук 6 снабдили элементами 26 для образования рифленой поверхности черепицы и конвейером 27 для приема и перемещения черепичной ленты. На конвейере 27 смонтировали механизм 28 в виде дисковой пилы для резки черепичной ленты на мерные длины. Над конвейером 27 смонтирован также механизм доработки мерных отрезков черепичной ленты в виде матрицы 29 и виброударного узла 30.
Устройство для вибропрессования работает следующим образом. Из приемного бункера 7 полусухая смесь под действием собственного веса поступает в полость корпуса. Виброплиты 2 под действием возмущающей силы вибраторов 4 совершают возвратно-поступательные перемещения. Движущийся материал подвергается импульсным уплотняющим нагрузкам.
На футеровке клиновых полос 9 образуются тамбурные площадки из прессуемого материала. Они расположены перпендикулярно движению плит 2. За счет образования такой "рифленой" поверхности увеличивается сцепление между частицами материала, а следовательно, и передача прессующего импульса. Улучшают качество уплотнения материала и перевод его в пластическое состояние путем отвода воздуха и воды, содержащихся в разрыхленной массе, через зазоры между полосами 9, канавки 11, отверстий 12 в полость 10.
Ускоренной пластификации материала способствует и выполнение виброплиты 2, выпуклой в сторону прессования. Это объясняется следующим. По мере удаления воды и воздуха уменьшается объем прессуемой массы. Получаемая энергия тратится на перевод материала в пластическое состояние при минимальном изменении объема. Чем больше путь движения частиц материала в этом объеме, тем интенсивнее идет процесс пластификации.
Для изготовления слоистых изделий бункер 7 разделен перегородками 13 на вертикальные секции, которые заполняются материалами с разными физическими свойствами, например среднюю секцию наполняют бетонной массой с низкой теплопроводностью. Движение материала идет в полости без перемешивания, в процессе перемещения он уплотняется и образуется слоистая плита с резко выраженными границами между слоями и прочным соединением между ними.
Для получения армированных плит в полусухую смесь подают механизмом 14 армировочную сетку 15. Как показали лабораторные исследования, движущийся в полости материал способен затягивать нити с таким большим усилием, что разрывается стальной трос диаметром до 7 мм. Механизм 14 своим торможением обеспечивает заданное натяжение сетки 15.
Для изготовления стеновых блоков, например, с теплоизоляционными свойствами по материалопроводу 16 подают заполнитель 17, который обладает высокой теплоизоляцией и образует внутренние малые полости 18. Вибратор вертикально направленных колебаний обеспечивает стабильную подачу заполнителя 17.
Для прессования кирпича корпус загружают через бункер 7 соответствующим материалом. Двигаясь между прессующими плитами 2, эта масса подвергается пластификации и через мундштук 6 попадает в пресс-форму 21, уплотняясь и заполняя ее. После образования кирпича 20 автоматически включается цилиндр 22, перемещая пресс-форму 21 в крайнее левое положение и устанавливая ее над выпрессовывающим цилиндром 23. Он включается в работу и выталкивает кирпич 20 из пресс-формы. После этого цилиндр 25 перемещает кирпич на поддон 24. Установив его на заданном расстоянии, цилиндр 25 возвращает свой шток в исходное состояние, то же самое происходит поочередно с цилиндрами 23, потом 22. Пресс-форма 21 возвращается в исходное состояние, и цикл повторяется.
При изготовлении черепицы пластифицированный материал проходит через мундштук 6, наконечник которого снабжен элементами 26, образующими рифленую поверхность на черепичной ленте, которая поступает на конвейер 27 и движется по заданной программе к механизму 28. Дисковая пила срезает одну мерную длину и возвращается в исходное состояние, ожидая очередной команды на включение. Цикл повторяется.
Если устройство снабжено механизмом доработки размеров черепичного отрезка для образования выступов и закруглений по его торцам, то автоматически включается виброударный узел 30 при прохождении отрезка над матрицей 29.
Таким образом, предложенное устройство позволяет с высокой эффективностью уплотнять полусухой материал, переводить его в пластическое состояние и прессовать различные фасонные изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ФОРМОВАНИЯ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2017608C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИСКУССТВЕННЫХ КАМНЕЙ | 1991 |
|
RU2020058C1 |
| БУНКЕР-ПИТАТЕЛЬ АГАНИНА И КОРОВКИНА ДЛЯ ЗАПОЛНЕНИЯ ПРЕСС-ФОРМ ПРЕСС-ПОРОШКОМ | 1991 |
|
RU2034708C1 |
| УСТРОЙСТВО АГАНИНА И КОРОВКИНА ДЛЯ ДРОБЛЕНИЯ | 1991 |
|
RU2034659C1 |
| СУШИЛЬНО-РАЗМОЛЬНАЯ УСТАНОВКА | 1992 |
|
RU2018367C1 |
| УДАРНОЕ УСТРОЙСТВО | 1991 |
|
RU2024676C1 |
| ПРЕСС С БЕСКОНЕЧНЫМИ ЛЕНТАМИ (ЦЕПЯМИ), НЕСУЩИМИ ФОРМЫ ДЛЯ ФОРМОВКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1954 |
|
SU100211A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| Установка для непрерывного формования строительных изделий типа кирпич | 1991 |
|
SU1788930A3 |
| УСТРОЙСТВО ДЛЯ ВИБРОПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2037398C1 |
Использование: изобретение относится к промышленности строительных материалов и может быть использовано для полусухого пластического формования кирпича, стеновых блоков, черепицы, керамики и т.д. Сущность изобретения: устройство состоит из каркаса, в котором смонтирован корпус в виде клина. Он образован двумя виброплитами, установленными посредством упругих опор под углом одна к другой и снабженных вибратором направленных колебаний. А две другие плиты установлены параллельно одна другой, жестко закреплены на каркасе и с двух сторон герметично примыкают к виброплитам. Рабочая поверхность виброплит футерована клиновыми полосами, которые соединены с полостью, выполненной в виброплите. Приемный бункер может быть разделен перегородками на вертикальные секции, которые заполняются материалом с разными физическими свойствами. На выходе корпуса установлен мундштук и различные механизмы, предназначенные для прессования кирпича, черепичной ленты, стеновых блоков стандартных размеров и т.д. 6 з.п.ф-лы, 11 ил.
L = (1,05 - 1,25) lk,
где L - максимальное расстояние между виброплитами, мм;
l - минимальное расстояние между плитами, мм;
k - коэффициент разрыхления материала,
а угол наклона виброплит к горизонтали равен углу трения и сцепления частиц материала по стали.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Экструзионный мундштук | 1979 |
|
SU863350A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
