Изобретение относится к области упаковки, в частности к устройствам для маркирования, группирования и подачи изделий цилиндрической формы, преимущественно ампул,в упаковочных автоматах, применяемых в химико-фармацевтической и других отраслях промьшшенности.
Цель изобретения - расширение функциональных возможностей и повышение надежности работы устройства.
На фиг.I изображена схема устройства для подачи изделий, вид спере
Устройство для подачи изделий работает следующим образом.
Изделия 19 из загрузочного бункера 1 под собственным весом перемещаются вниз, где рассекателем 14 разделяются на два потока, поступающие к приводным барабанам 2, захватываются ячейками 3 приводньк барабанов 2, которые подают их в сушиль- нь|е приспособления, где производится обдув и сушка изделий горячим воздухом.
Далее изделия 19 поступают к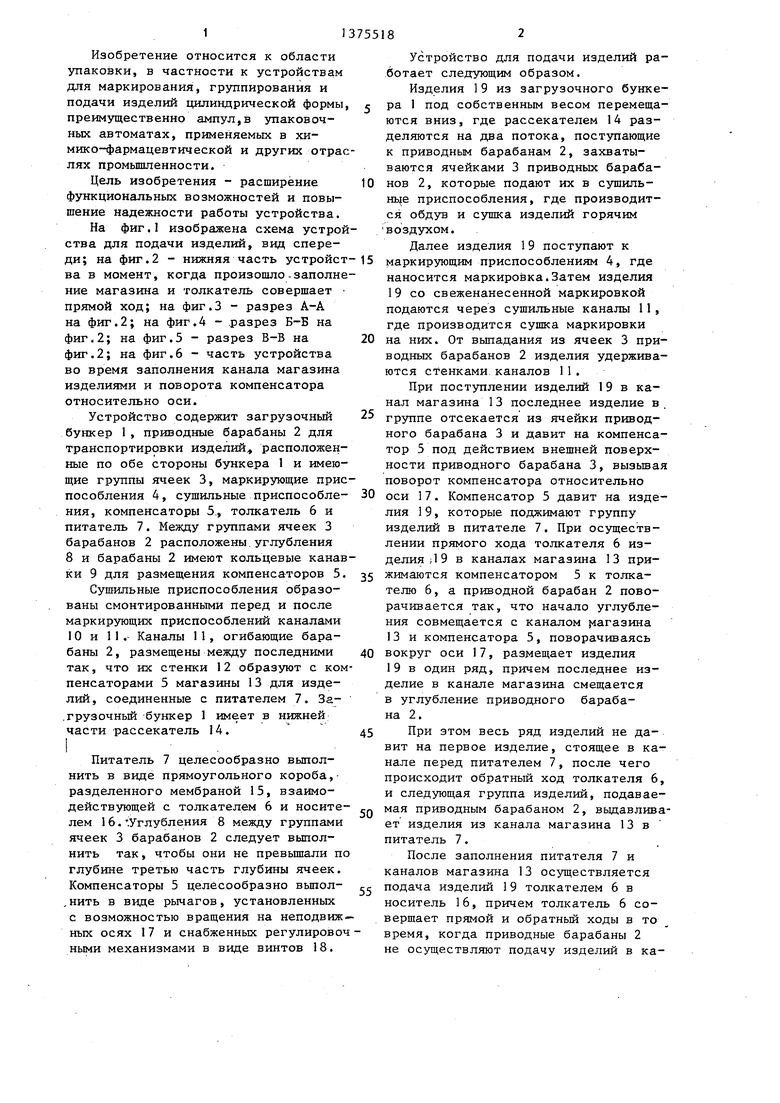
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи изделий | 1987 |
|
SU1442461A2 |
| Устройство для подачи изделий к упаковочной машине | 1985 |
|
SU1411220A1 |
| Устройство для подачи изделий | 1987 |
|
SU1465348A1 |
| Устройство для укладки ампул в кассету | 1987 |
|
SU1437299A1 |
| СПОСОБ ПЕРЕДАЧИ ТАБАЧНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2226485C2 |
| Устройство для упаковки в пеналы стержнеобразных изделий | 1990 |
|
SU1794805A1 |
| МНОГОПОТОЧНАЯ РОТОРЛАЯ МАШИНА | 1971 |
|
SU310713A1 |
| СУШИЛЬНО-РАЗМОЛЬНАЯ УСТАНОВКА | 1992 |
|
RU2018367C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037413C1 |
| Напольная фальцевально-упаковочная машина для сигарет | 1990 |
|
SU1830021A3 |
Изобретение относится к технике упаковки, в частности к устройствам для маркирования, группирования и подачи изделий цилиндрической формы, например ампул, в упаковочных автоматах, применяемых в химико-фармацевтиI - - н J г ti ческой, легкой и парфюмерной промышленности. Цель изобретения - расширение функциональных возможностей устройства и повышение надежности работы. Устройство для подачи изделий, преимущественно ампул, содержит загрузочный бункер 1 и установленный под ним толкатель. Новым в устройстве является то, что дно бункера 1 выполнено в виде рассекателя 14 потока изделий, под которым установлены приводные барабаны 2 с ячейками 3, углублениями 8 и кольцевыми канавками, в последних расположены компенсаторы 5, маркирующие приспособления 4, до и после которых расположены сушильные приспособления. Стенки сущильных приспособлений, размещенные между.приводными барабанами 2, образуют со стенками компенсаторов 5 каналы магазина, соединяющегося с питателем 7, взаимодействующим с толкателем 6. 3 з.п. ф-лы, 6 ил. и (Л со ч ел сд оо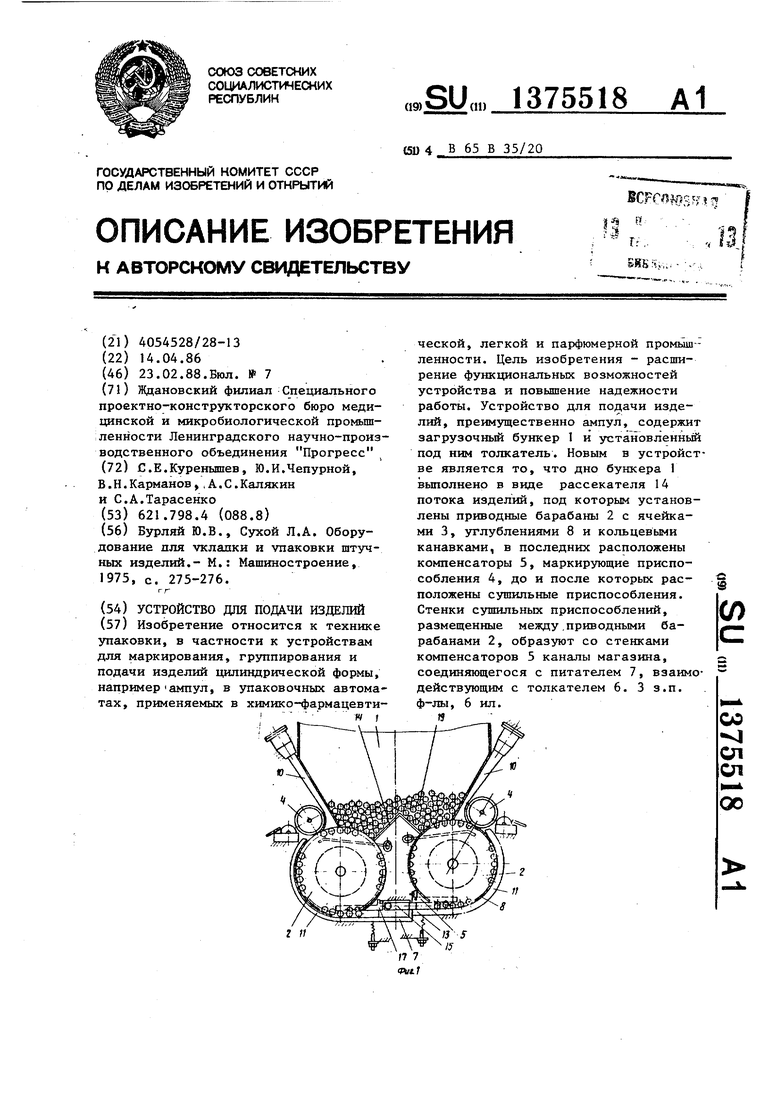
ди; на фиг.2 - нижняя часть устройст-15 маркирующим приспособлениям 4, где
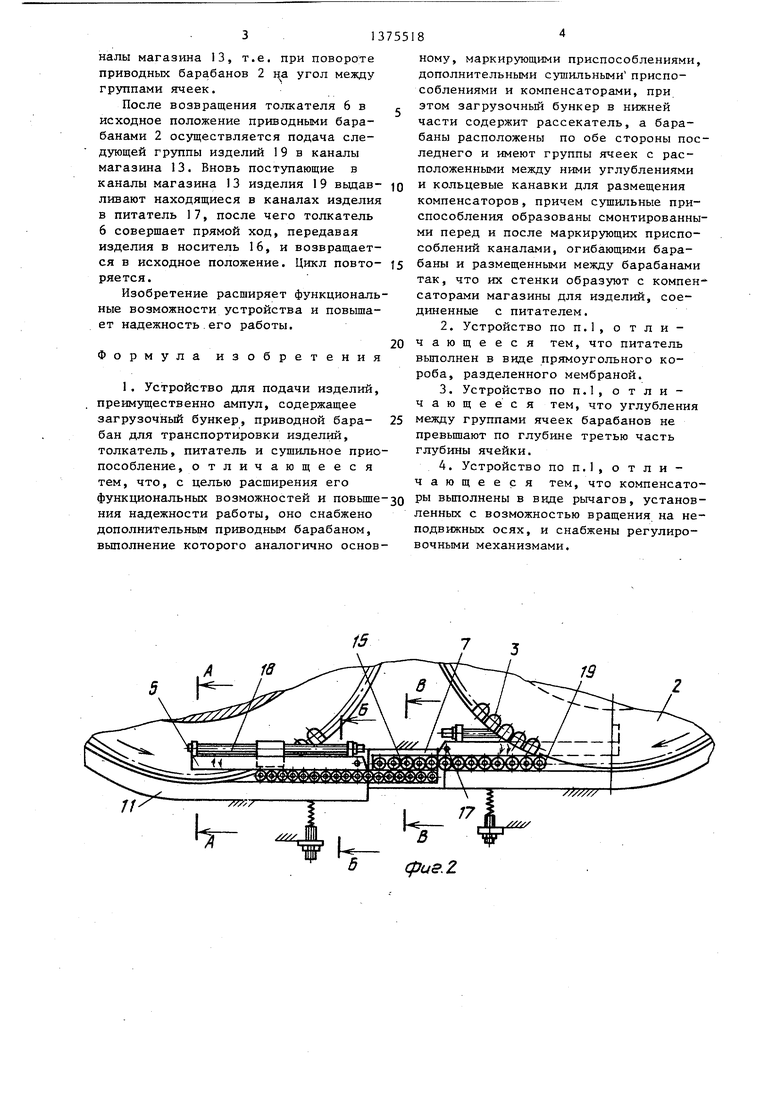
на в момент, когда произошло-заполнение магазина и толкатель совершает прямой ход; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.2; на фиг.З - разрез В-В на фиг.2; на фиг.6 - часть устройства во время заполнения канала магазина изделиями и поворота компенсатора относительно оси.
Устройство содержит загрузочный бункер 1, приводные барабаны 2 для транспортировки изделий расположенные по обе стороны бункера 1 и имеющие группы ячеек 3, маркирующие приснаносится маркировка.Затем изделия 19 со свеженанесенной маркировкой подаются через сушильные каналы 11, где производится сушка маркировки
20 на них. От вьшадания из ячеек 3 приводных барабанов 2 изделия удерживаются стенками каналов 11.
При поступлении изделий 19 в канал магазина 13 последнее изделие в.
25 группе отсекается из ячейки приводного барабана 3 и давит на компенсатор 5 под действием внешней поверхности приводного барабана 3, вызьшая поворот компенсатора относительно
пособления 4, сушильные приспособле- 30 оси 17. Компенсатор 5 давит на изделия 19, которые поджимают группу изделий в питателе 7. При осуществлении прямого хода толкателя 6 изделия 19 Б каналах магазина 13 при35 жимаются компенсатором 5 к толкателю 6, а приводной барабан 2 поворачивается так, что начало углубления совмещается с каналом 1агазина 13 и компенсатора 5, поворачиваясь
40 вокруг оси 17, размещает изделия 19 в один ряд, причем последнее изделие в канале магазина смещается в углубление приводного барабана 2.
45 При этом весь ряд изделий не да- вит на первое изделие, стоящее в канале перед питателем 7, после чего происходит обратный ход толкателя 6, и следующая группа изделий, подавае Q мая приводным барабаном 2, вьздавлива- ет изделия из канала магазина 13 в питатель 7.
После заполнения питателя 7 и каналов магазина 13 осуществляется подача изделий 19 толкателем 6 в носитель 16, причем толкатель 6 совершает прямой и обратный ходы в то время, когда приводные барабаны 2 не осуществляют подачу изделий в кания, компенсаторы 5., толкатель 6 и питатель 7. Между группами ячеек 3 барабанов 2 расположены.углубления 8 и барабаны 2 имеют кольцевые канавки 9 для размещения компенсаторов 5. Сушильные приспособления образованы смонтированными перед и после маркирующих приспособлений каналами 10 и II .- Каналы 1 1 , огибающие барабаны 2, размещены между последними так, что их стенки 12 образуют с компенсаторами 5 магазины 13 для изделий, соединенные с питателем 7. За- .грузочный бункер 1 имеет в нижней части рассекатель 14.
1
Питатель 7 целесообразно выполнить в виде прямоугольного короба,- разделенного мембраной 15, взаимодействующей с толкателем 6 и носителем 16. Углубления 8 между группами ячеек 3 барабанов 2 следует выполнить так, чтобы они не превьшали по глубине третью часть глубины ячеек. Компенсаторы 5 целесообразно выпол- ,нить в виде рычагов, установленных с возможностью вращения на неподвижных осях 17 и снабженных регулировоч - ными механизмами в виде винтов 18.
55
наносится маркировка.Затем изделия 19 со свеженанесенной маркировкой подаются через сушильные каналы 11, где производится сушка маркировки
на них. От вьшадания из ячеек 3 приводных барабанов 2 изделия удерживаются стенками каналов 11.
При поступлении изделий 19 в канал магазина 13 последнее изделие в.
группе отсекается из ячейки приводного барабана 3 и давит на компенсатор 5 под действием внешней поверхности приводного барабана 3, вызьшая поворот компенсатора относительно
налы магазина 13, т.е. при повороте приводных барабанов 2 угол между группами ячеек.
После возвращения толкателя 6 в исходное положение приводными барабанами 2 осуществляется подача следующей группы изделий 19 в каналы магазина 13. Вновь поступающие в каналы магазина 13 изделия 19 вьщав- ливают находящиеся в каналах изделия в питатель 17, после чего толкатель 6 совершает прямой ход, передавая изделия в носитель 16, и возвращается в исходное положение. Цикл повто- ряется.
Изобретение расширяет функциональные возможности устройства и повышает надежность.его работы.
Формула изобретения
73
noSepHijmo
Фы.а5
в-0ггове/унуггта
/////// 8
g гпвернупю
f f ff. Л. 5 V /////
КЗ
| Бурляй Ю.В., Сухой Л.А | |||
| Оборудование пля уклапки и упаковки штучных изделий.- М.: Машиностроение, 1975, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1921 |
|
SU275A1 |
| гг | |||
