Изобретение относится к промышленности строительных материалов, в частности к производству керамического кирпича методом полусухого прессования.
Известны линии по производству керамического кирпича, включающее участок подготовки сырья в состав приемных бункеров с питателями, вальцы грубого помола, сушильный агрегат, вальцы тонкого помола, смеситель, транспортные устройства, питатель-дозатор, формовочное устройство, пакетировщик-укладчик на обжиговую вагонетку, передаточные тележки, туннельную печь, съемщик-пакетировщик, рельсовый путь обжиговых вагонеток в обжиговой печи, рельсовый путь возврата тележек, толкатель вагонеток в печи обжига, толкатель порожних вагонеток [1]
Несмотря на достоинства известных линий, обеспечивающих при помощи специальных устройств механизацию процесса, они имеют некоторые недостатки:
потребность большого количества специального оборудования;
большое количество транспортных устройств и сложность всей транспортной системы;
невозможность организации скоростных режимов обжига изделий;
большие материалоемкость и энергоемкость производства;
невозможность комплексной автоматизации процесса и вследствие этого большая трудоемкость всего процесса.
Наиболее близкой к изобретению является технологическая линия для изготовления строительных изделий, которая содержит формовочную карусельную установку, пост укладки готовых изделий на сушильные вагонетки, выполненные в виде многорядных туннельных сушил, пост теpмообработки, разгрузки сушильных вагонеток, пакетирования изделий, передаточные тележки для передачи сушильных вагонеток с поста и рельсовый путь под передаточные тележки, причем рельсовый путь выполнен замкнутым, передаточные тележки, установленные на нем, связанные между собой в замкнутую цепь, огибающую формовочную установку и связывающую между собой ее и посты укладки готовых изделий на сушильные вагонетки, разгрузки сушильных вагонеток и пакетирования изделий, причем туннельные сушила размещены между прямолинейными участками рельсового пути перпендикулярно ему [2]
Недостатками данной линии являются:
необходимость специального транспортного устройства для связи отдельных агрегатов;
сложность конструкции и ее низкая ремонтопригодность;
наличие большого количества специальных устройств для обслуживания транспортной линии.
Технический результат изобретения повышение производительности, снижение материало- и энергоемкости, простота эксплуатации и монтажа.
Технический результат достигается тем, что технологическая линия для изготовления строительных изделий, содержащая формовочную установку, вагонетки с упорами, связанные в замкнутую цепь и установленные на кольцевом рельсовом пути, пост укладки отформованных изделий на вагонетки, оборудованный укладчиком, пост термообработки, пост разгрузки вагонеток и пакетирования изделий, оборудованный пакетировщиком, и механический толкатель вагонеток, снабжена сушильно-помольным агрегатом для приготовления пресс-порошка, пост разгрузки группирователем готовых изделий, формовочная установка выполнена в виде прессующего устройства, приемный бункер которого имеет шарнирно на нем закрепленное самопитающее приспособление, выполнен с возможностью возвратно-поступательного перемещения и кинематически связан с укладчиком отформованных изделий, выполненным с гибким транспортирующим органом и сталкивателем, кинематически связанным с упорами вагонеток, при этом сушильно-помольный агрегат выполнен в виде единого узла, включающего шахтную мельницу с установленными над ее загрузочным отверстием вальцами грубого помола, шахту сушки и сепарации пресс-порошка и расходный бункер, расположенный над самопитающим приспособлением.
В технологической линии пост термообработки может быть размещен вдоль замкнутого кольцевого пути и иметь зоны сушки, подогрева, обжига и охлаждения.
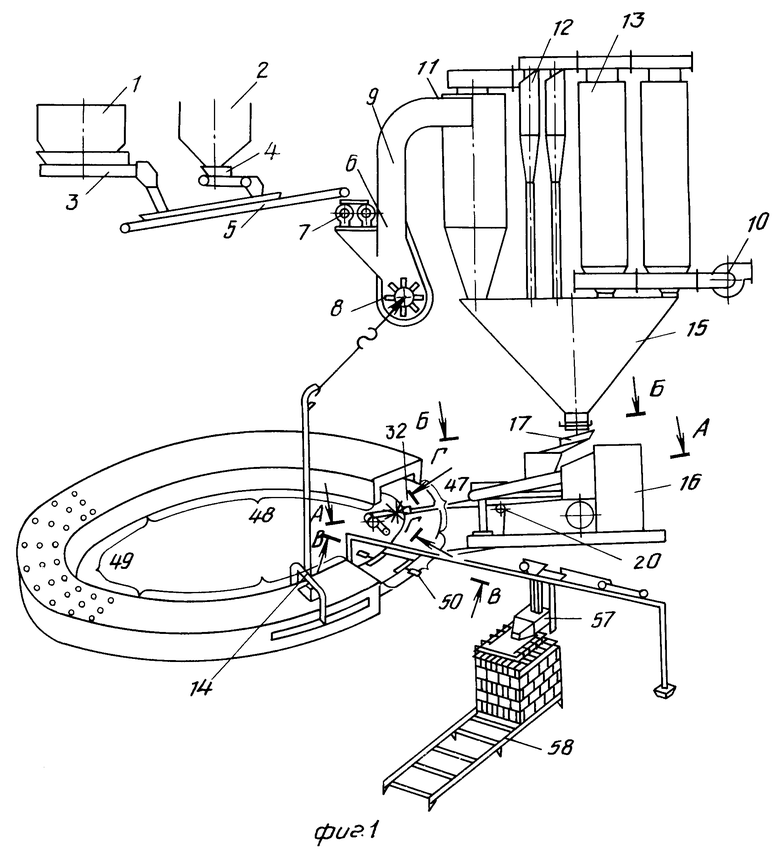
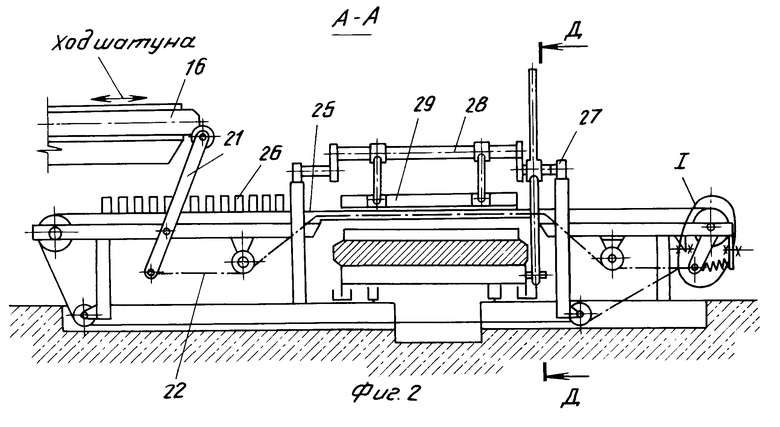
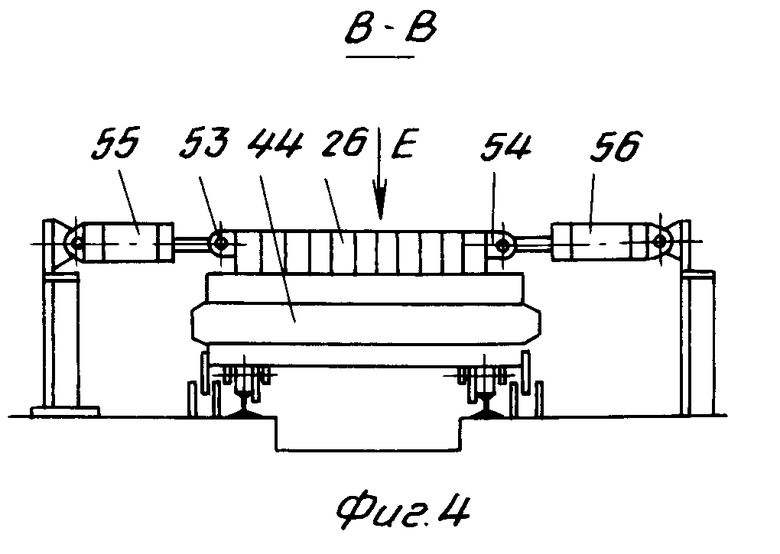
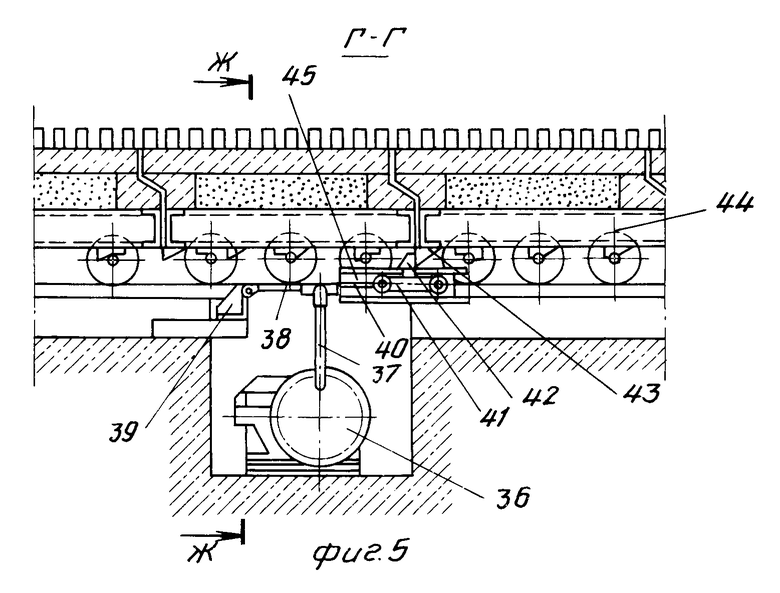
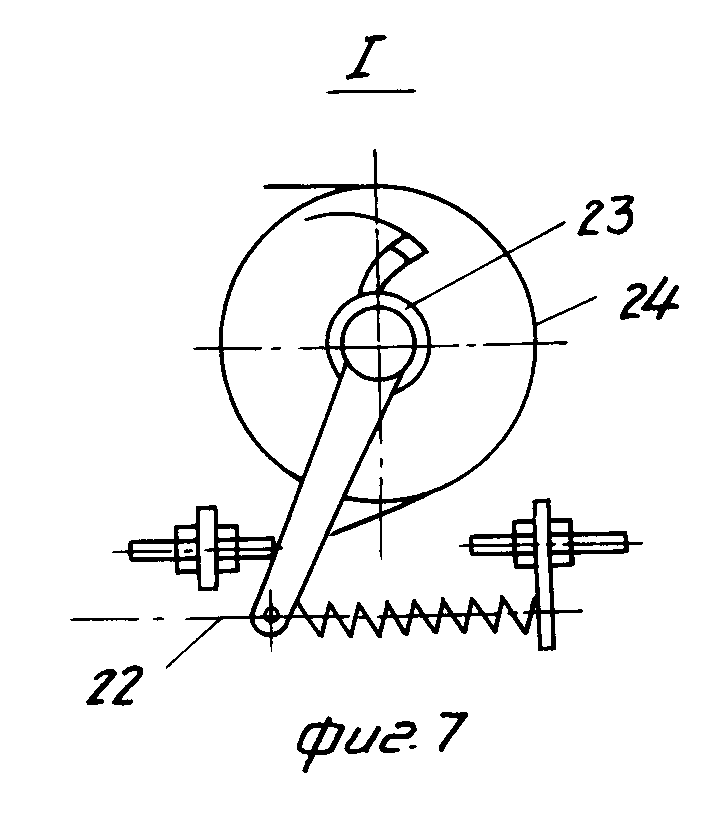
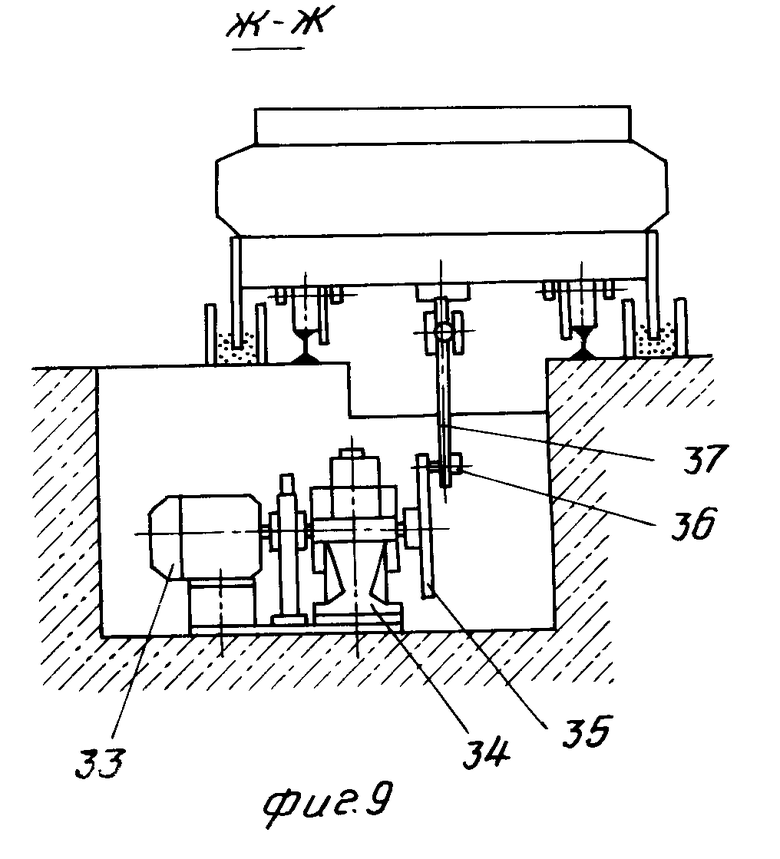
На фиг.1 изображена схема технологической линии, общий вид; на фиг.2 разрез А-А на фиг.1; на фиг.3 разрез Б-Б на фиг.1; на фиг.4 разрез В-В на фиг. 1; на фиг.5 разрез Г-Г на фиг.1; на фиг.6 разрез Д-Д на фиг.2; на фиг.7 узел I на фиг.2; на фиг.8 вид по стрелке Е на фиг.4; на фиг.9 разрез Ж-Ж на фиг. 5.
Технологическая линия по производству строительных изделий содержит приемные устройства 1,2 компонентов сырья с питателями 3,4 с установленным под ними транспортирующим органом 5, сушильно-помольный агрегат 6, объединяющий в себе вальцы 7 грубого помола, шахтную мельницу 8, шахту 9 сушки и сепарации пресс-порошка, пневмотранспортную систему 10, оборудованную бункером-осадителем 11, системой циклонов 12 грубой очистки и фильтрами 13 тонкой очистки. Сушильным агентом сушильно-помольного агрегата является горячий воздух, отбираемый из зоны охлаждения 14 печи для термообработки изделий, элементы системы охлаждения и очистки установлены непосредственно на расходном бункере 15 пресс-порошка, под которым установлено устройство 16 для прессования изделий из порошковых материалов с самопитающим дозирующим устройством 17, шарнирно закрепленным на бункере 18 устройства для прессования с возможностью регулирования винтом 19. Устройство для прессования кинематически связано с устройством 20 для порядной укладки с зазором свежеотформованных изделий посредством подпружиненного рычага 21, связанного гибкой связью 22 с храповым механизмом 23 приводного барабана 24, охватываемого гибким транспортирующим органом 25, служащим для приема и укладки с зазорами ряда 26 свежеотформованных изделий. На каретке 27 жестко закреплено мотовило 28 с планками 29 для сталкивания изделий и рычагами 30, которые могут взаимодействовать с жесткими упорами 31, закрепленными на вагонетке 32 с шагом Т и получающими движение от толкателя вагонеток, состоящего из электродвигателя 33, соединенного с редуктором 34, на выходном валу которого закреплен диск 35 с эксцентрично расположенной осью 36, на которой вращается шатун 37, шарнирно соединенный с двумя шатунами 38, имеющими шарнирную связь с жестким упором 39, и шатуном 40, шарнирно соединенным с кареткой 41, имеющий фиксатор 42, взаимодействующий с жесткими упорами 43, установленными на обжиговых вагонетках 44 с фиксированным шагом Т. Каретка 41 установлена в жестких направляющих 45, закрепленных на фундаменте 46. Замкнутый кольцевой поезд обжиговых вагонеток 32 связывает в единую транспортную систему посты загрузки 47, сушки 48, обжига 49, охлаждения 14 и разгрузки 50, причем пост разгрузки оборудован группирователем 51 рядов, содержащим жесткую планку 52, взаимодействующую с готовыми изделиями, и два подвижных упора 53, 54 с приводом от пневмоцилиндров 55, 56, а также пакетировщик 5 для формирования пакета кирпича на транспортере 58 готовых пакетов.
Работа технологической линии для изготовления строительных изделий осуществляется следующим образом. Компоненты сырья поступают в приемные устройства 1, 2 соответственно, откуда при помощи питателей 3, 4 транспортирующим органом 5 подаются в вальцы 7 грубого помола агрегата 6. Раздробленные частицы сырья самотеком поступают в шахтную мельницу 8, где измельчаются до 4-6 мм, подхватываются сушильным агентом, поступающим из зоны охлаждения 14 готовых изделий поста термообработки, и сепарируются в шахте 9 при помощи подбора скорости сушильного агента, равной скорости витания максимальных частиц, после чего пневмотранспортной системы 10 подаются в бункер-осадитель 11 и из него в расходный бункер 15 пресс-порошка. Отработанный сушильный агент очищает в системе циклонов 12 грубой очистки и фильтрах 13 тонкой очистки и удаляется в атмосферу. Готовый пресс-порошок поступает в самопитающее дозирующее устройство 17, закрепленное на бункере 18 устройства 16 для прессования изделий из порошковых материалов, причем регулировочным винтом 19 подбирается такой угол наклона дозирующего устройства, при котором при движении матрицы с бункером 18 наступает режим самопитания: столб пресс-порошка опирается на наклонную поверхность дозирующего устройства и при возвратно-поступательном движении системы дозирующее устройство 17 бункер 18 матрица устройства 16 для прессования происходит высыпание пресс-порошка в приемный бункер 18. Отформованное изделие попадает на гибкий транспортирующий орган 25 устройства 20 для порядной укладки с зазором свежеотформованных изделий, и посредством подпружиненного рычага 21, взаимодействующего с шатуном устройства 16 для прессования, через гибкую связь 22 храповым механизмом 23 поворачивается приводной барабан 24, который сдвигает гибкий транспортирующий орган 25 с изделиями на шаг, равный толщине изделия плюс требуемый зазор между ними. Набранный ряд 26 изделий планками 29, закрепленными на мотовиле 28, сдвигается рычагами 30, получающими движение от жестких упоров 31, закрепленных на вагонетке с фиксированным шагом Т, при этом сами жесткие упоры 31 получают движение от фиксатора 42, взаимодействующего с жесткими упорами 43, закрепленными на вагонетках 44 с фиксированным шагом Т. Фиксатор 42 получает движение от каретки 41, на которой закреплен шарнирно шатун 40, соединенный с неподвижным шатуном 38 и подвижным шатуном 37, закрепленным на оси 36 диска 35, установленного на валу редуктора 34, получающего движение от электродвигателя 33.
При движении кольцевого поезда обжиговых вагонеток 32, постепенно заполняемых однорядно уложенными отфильтрован- ными изделиями, он последовательно проходит посты загрузки 47, сушки 48, обжига 49, охлаждения 14, после чего изделия попадают на пост разгрузки 50, где, упираясь в жесткую планку 52 группирователя 51 рядов, сдвигаются вплотную, формируя ряд пакетов в продольном направлении. После остановки движения поезда срабатывают пневмоцилиндры 55, 56, которые приводят в движение подвижные упоры 53, 54, сдвигая ряды изделий в поперечном направлении вплотную, после чего упоры 53, 54 отходят, освобождая место для губок захвата пакетировщика 57, который подхватывает сгруппированный слой изделий и укладывает его на транспортер 58 готовых пакетов, причем каждый последующий слой поворачивается на 90о в горизонтальной плоскости. При дальнейшем работе технологической линии весь цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1458237A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ КРЕМНЕЗЕМИСТОЙ КЕРАМИКИ | 2011 |
|
RU2478471C2 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2033323C1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Устройство для загрузки сушильных вагонеток рамками с керамическими изделиями | 1976 |
|
SU727456A1 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| Поточная линия | 1979 |
|
SU814763A2 |
| КЕРАМИЧЕСКИЙ КИРПИЧ, КАМЕНЬ И СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО КИРПИЧА, КАМНЯ | 1997 |
|
RU2120923C1 |
| Поточная линия для производстваКЕРАМичЕСКиХ ТРуб | 1979 |
|
SU821156A2 |



Использование: промышленность строительных материалов, в частности производство керамического кирпича, плитки и т.п.Сущность изобретения: технологическая линия содержит горизонтальную формовочную установку, посты загрузки, термообработки, разгрузки и пакетирования, причем сушильно-помольный агрегат выполнен единым блоком , объединяющим грубое дробление, тонкий помол, сепарацию, сушку, смешение компонентов и транспортирование готового пресс-порошка, самопитающее дозирующее устройство жестко связано с устройством для прессования изделий для порядной укладки свежеотформованных изделий на сушильно-обжиговые вагонетки, объединенные в подвижный поезд, используемый для транспортировки изделий между постами загрузки, термообработки, разгрузки и пакетирования. Каждая вагонетка имеет жесткие упоры для взаимодействия с механическим толкателем, а пост разгрузки оборудован группирователем и пакетировщиком готовых изделий с укладкой пакетов на транспортер. Пост термообработки имеет зоны сушки, подогрева, обжига и охлаждения, что позволяет обеспечить высокое качество изделий и экологически чистое производство. Высокое качество изделий и экологически чистое производство. 1 з.п. ф-лы, 9 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1458237A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
