k
Is:)
.й
о
ho
fS
ь./
Изобретение относится к области упаковки, в частности к устройствам для маркировки, группирования и подачи изделий цилиндрической формы, преимущественно ампул, в упаковочных автоматах, применяемых в химико-фармацевтической, легкой и парфюмерной промышленности, и является усовершенствованием устройства по авт. св. № 1375518.
Цель изобретения - повышение качества маркировки изделий и повышение 10 надежности работы.
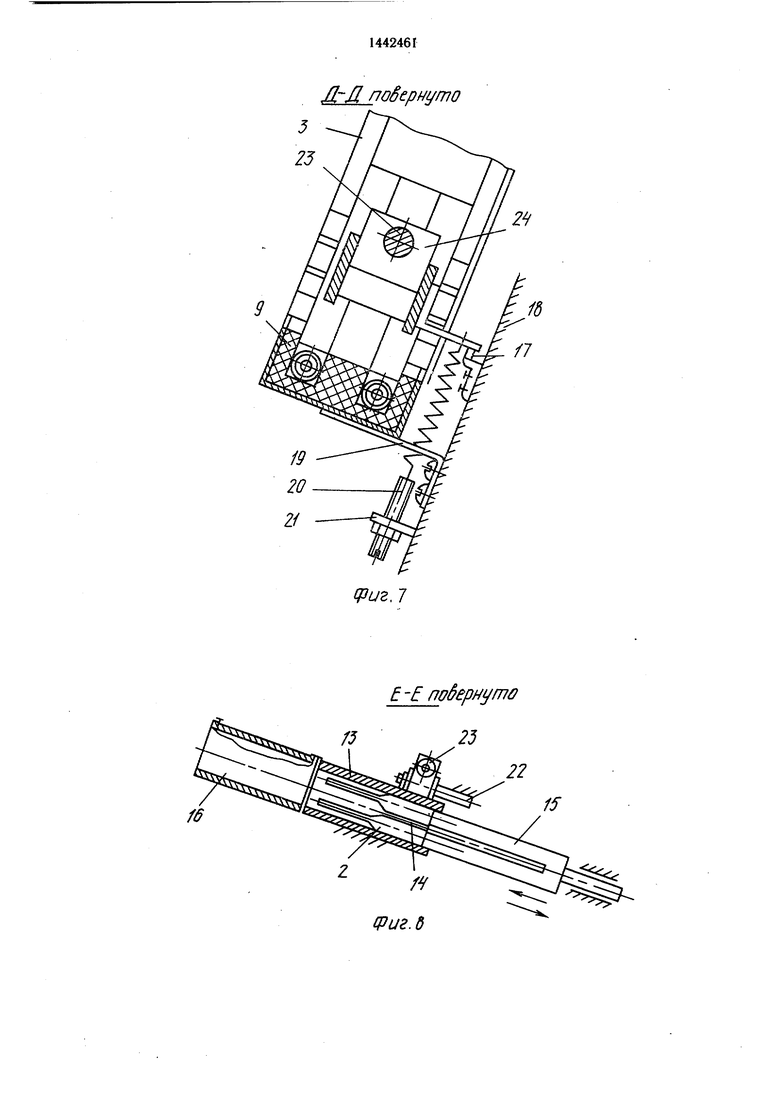
На фиг. 1 изображена схема устройства для подачи изделий, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - нижняя часть схемы устройства в момент, когда произошло заполнение магазина и толкатель совершает прямой ход; на фиг. 6 - разрез Г-Г на фиг. 5; на фиг. 7 - разрез Д-Д на фиг. 5; на фиг. 8 - разрез Е-Е на фиг. 5; 20 на фиг. 9 - заполнение канала магазина изделиями и поворот компенсатора относительно оси; на фиг. 10 - узел I на фиг. 1; на фиг. 11 - вид по Ж на фиг. 10; на фиг. 12 - разрез 3-3 на фиг. 10.
Устройство для подачи изделий содержит расположенный наклонно загрузочный бункер 1 с изделиями 2, приводные барабаны 3 с установленными рядом с ними маркируюшими приспособлениями, состоя15
25
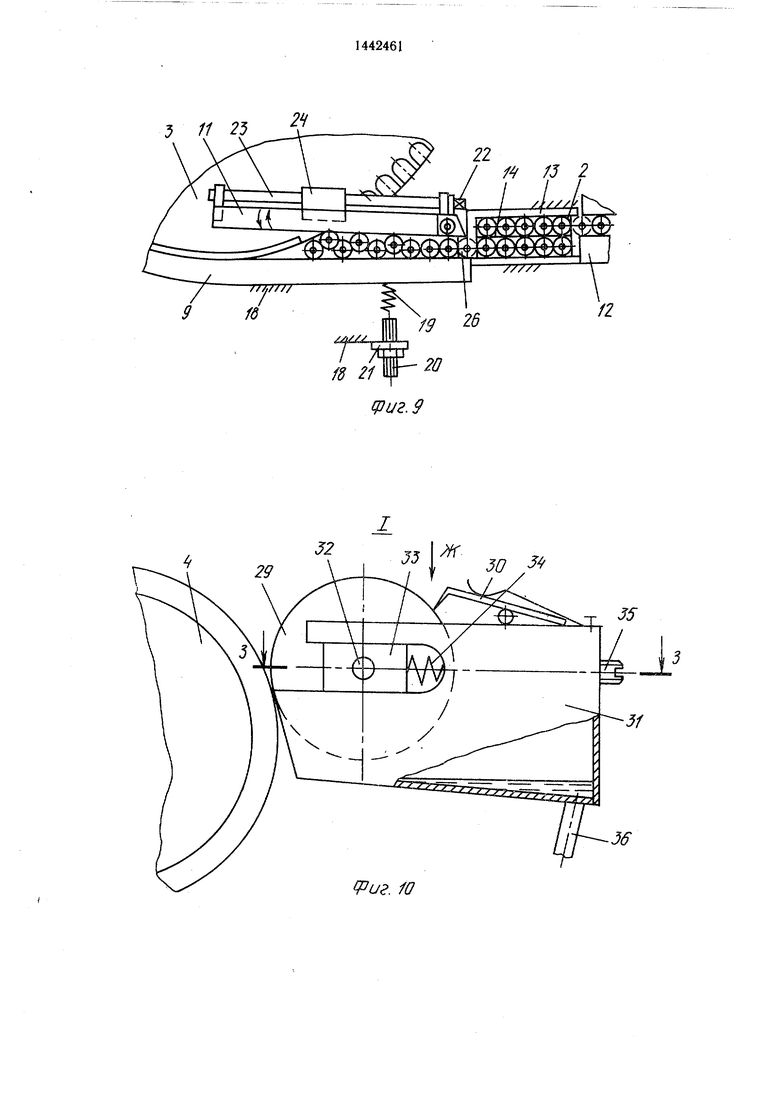
жутках между группами ячеек, глубиной не более третьей части глубины ячеек, что позволяет избежать заклинивания изделий 2 между транспортирующими барабанами 3 и стенками бункера 1. Углубления в транспортирующих барабан-ах 3 необходимы для предотвращения «выстреливания изделий 2 из каналов магазина 12 в пустые каналы питателя 13 при обратном ходе толкателя 15 под действием компенсаторов 11. Компенсаторы 11 установлены с возможностью вращения вокруг осей 22, жестко связанных с корпусом 18, и снабжены регулировочными устройствами в виде винта 23 с гайкой 24, расположенной между пластинами компенсаторов 11 с возможностью перемещения при вращении винта 23. На корпусе 18 устройства установлены упругие упоры 25, расположенные в кольцевых канавках транспортирующих барабанов 3 и взаимодействующие с изделиями 2. Магазин 12 снабжен упорами 26, предотвращающими смещение изделий 2, находящихся в каналах магазина 12 перед питателем 13 в осевом направлении при прямом ходе толкателя 15. Изделия 2 удерживаются пластинами 26, установленными на сушильных устройствах 9, от выпадания из каналов магазина 12. Толкатель 15 прямоугольной, формы выполнен с пазом, взаимодействующим с мембраной 14 питателя 13. Дно бункера 1 выполнено в виде
щими из офсетных цилиндров 4, взаимо- Q рассекателя 28 потока изделий 2.
действующих с печатными цилиндрами 5, погруженными в ванну 6 с краской и очищаемыми ракелями 7 от излишков краски, сушильными устройствами 8 и 9, расположенными до и после офсетного цилиндра 4, причем горячий воздух от СуШИЛЬ- эс;
ных устройств 8 поступает по воздуховодам 10, смонтированным совместно со стенками бункера 1, а стенки сушильных устройств 9, размещенных между транспортирующими барабанами образуют со стенкаУстройство снабжено также механизмами снятия краски с офсетных цилиндров, каждый из которых выполнен в .виде подпружиненного ролика 29, взаимодействующего с офсетным цилиндром 4 и ракелем 30 на лотке 31 и смонтированного с возможностью перемещения в направлении офсетного цилиндра на оси 32, укрепленной в сухарях 33, расположенных в пазах лотка 3 для краски и взаимодействующих с пружинами 34, усилие которых
ми компенсаторов 11 каналы магазина 12, 40 регулируется винтами 35. Лоток 31 снабжен соединяющегося с питателем 13, выполнен-трубкой 36 для слива краски в ванну 6.
ньш в виде прямоугольного окна, разделенного мембраной 14, взаимодействующим с толкателем 15 и носителем 16. Длина
На ром 1
корпусе 18 устройства под бунке- над магазином 12 и питателем 13
На ром 1
каналов питателя 13 выполнена равной про- д смонтирован корытообразный лоток 37, преизведению ширины ячейки транспортирующего барабана 3 на число ячеек в группе, что обеспечивает автоматическое группирование изделий 2.
В кольцевых канавках транспортирующих барабанов 3 расположены компенсаторы И, выполняющие роль отсекателя изделий 2 и взаимодействующие с угюром 17 на корпусе 18 устройства и пружинами 19, закрепленными противоположным концом в винтах 20, смонтированных в кронштейнах 21,
50
дотвращающий попадание изделий 2, упавших из кассеты при дозагрузке бункера 1 в зону магазина 12 и питателя 13.
Устройство для подачи изделий работает следующим образом.
Изделия 2, загруженные в бункер 1, под собственным весом перемещаются вниз, где рассекателем 28 потока изделий разделяются на два потока, поступающие к привод- чым барабанам 3, захватываются ячейками
жестко связанных с корпусом 18 устройст- 55 барабанов 3, которые подают их мимо воздуховодов 10 сушильных устройств 8, производящих обдув и сушку изделий 2 горячим воздухом.
ва.
В транспортирующих барабанах 3 выполнены углубления, расположенные в проме
0
5
5
жутках между группами ячеек, глубиной не более третьей части глубины ячеек, что позволяет избежать заклинивания изделий 2 между транспортирующими барабанами 3 и стенками бункера 1. Углубления в транспортирующих барабан-ах 3 необходимы для предотвращения «выстреливания изделий 2 из каналов магазина 12 в пустые каналы питателя 13 при обратном ходе толкателя 15 под действием компенсаторов 11. Компенсаторы 11 установлены с возможностью вращения вокруг осей 22, жестко связанных с корпусом 18, и снабжены регулировочными устройствами в виде винта 23 с гайкой 24, расположенной между пластинами компенсаторов 11 с возможностью перемещения при вращении винта 23. На корпусе 18 устройства установлены упругие упоры 25, расположенные в кольцевых канавках транспортирующих барабанов 3 и взаимодействующие с изделиями 2. Магазин 12 снабжен упорами 26, предотвращающими смещение изделий 2, находящихся в каналах магазина 12 перед питателем 13 в осевом направлении при прямом ходе толкателя 15. Изделия 2 удерживаются пластинами 26, установленными на сушильных устройствах 9, от выпадания из каналов магазина 12. Толкатель 15 прямоугольной, формы выполнен с пазом, взаимодействующим с мембраной 14 питателя 13. Дно бункера 1 выполнено в виде
рассекателя 28 потока изделий 2.
Устройство снабжено также механизмами снятия краски с офсетных цилиндров, каждый из которых выполнен в .виде подпружиненного ролика 29, взаимодействующего с офсетным цилиндром 4 и ракелем 30 на лотке 31 и смонтированного с возможностью перемещения в направлении офсетного цилиндра на оси 32, укрепленной в сухарях 33, расположенных в пазах лотка 3 для краски и взаимодействующих с пружинами 34, усилие которых
регулируется винтами 35. Лоток 31 снабжен трубкой 36 для слива краски в ванну 6.
На ром 1
корпусе 18 устройства под бунке- над магазином 12 и питателем 13
смонтирован корытообразный лоток 37, пресмонтирован корытообразный лоток 37, пре
дотвращающий попадание изделий 2, упавших из кассеты при дозагрузке бункера 1 в зону магазина 12 и питателя 13.
Устройство для подачи изделий работает следующим образом.
Изделия 2, загруженные в бункер 1, под собственным весом перемещаются вниз, где рассекателем 28 потока изделий разделяются на два потока, поступающие к привод- чым барабанам 3, захватываются ячейками
барабанов 3, которые подают их мимо воздуховодов 10 сушильных устройств 8, производящих обдув и сушку изделий 2 горячим воздухом.
Далее и;- делия 2 iiocTyi;a;O к офсе; - ным цилиндрам 4, к которым они прижимаются упругими упорами 25.
Печатный цилиндр 5 при вращении в ванне 6 захватывает краску, излишек ко- торой очищается ракелем 7, и подает ее на офсетный цилиндр 4.
Офсетный цилиндр 4 наносит при вращении маркировку на изделия 2, находящиеся в ячейках барабана 3 и прижимаемые к офсетному цилиндру 4 упругими упорами 25, в месте контакта с которыми возникает мгновенный центр вращения за счет трения изделий 2 об упоры 25. При этом происходят обкатка изделия 2 по поверхности цилиндра 4 и перенос краски на поверхности изделия 2 с офсетного цилиндра 4.
Если мимо офсетного цилиндра 4 проходит участок барабана 3 без ячеек, то при своем вращении цилиндр 4 переносит краску на прижимаемый к нему пружинами 34 ролик 29, с которого эта краска снимается ракелем 30 и поступает в лоток 31 и далее по трубке 36 в ванну 6.
Усилие прижатия ролика 29 к цилиндру 4 регулируется за счет сжатия пружин 34 винтами 35. Пружины 34 давят на сухари 33, находящиеся в пазах лотка 31, и стремятся переместить их вместе с осью 32 и роликом 29 в сторону цилиндра 4.
Офсетный цилиндр 4, передав краску ролику 29, возвращается точкой контакта к печатному цилиндру 5, который вновь наносит на него краску, но при этом не происходит накопление краски на офсетном цилиндре 4 из-за отсутствия изделия 2.
Далее при подводе барабаном 3 изде- ЛИЯ 2 в ячейке происходит перенос краски с офсетного цилиндра 4 на изделие 2. Затем изделия 2 со ссвеженане- сенной маркировкой подаются через сушильные устройства 9, производящие сущку маркировки на изделиях 2. От выпадения из ячеек барабанов 3 изделия 2 удерживаются сущильными устройствами 9.
При поступлении изделий 2 в канал магазина 12 последнее изделие 2 в группе отсекается из ячейки транспортирующего ба- рабана 3, вызывая поворот компенсатора 11 относительно оси 22 и растяжение пружины 19, усилие которой регулируется положением винта 20, смонтированного в крон- щтейне 21, установленном на корпусе 18 устройства. Компенсатор 11 давит на изде- ЛИЯ 2, которые поджимают группу изделий 2 в питателе 13. При осуществлении прямого хода толкателя 15 изделия 2 в каналах магазина 12 прижимаются компенсатором 11 к толкателю 15, а транспортирующий барабан 3 поворачивается таким образом, что начало углубления совмещается с каналом магазина 12 и компенсатором 11, поворачиваясь вокруг оси 22,
0
5
5
0
5 Q
5 0
5
размещает изделия 2 в один ряд, причем последнее изделие 2 в канале магазина 12 смещается в углубление барабана 3, а весь ряд изделий 2 не давит на первое изделие 2, стоящее в канале перед питателем 13, после чего происходит обратный ход толкателя 15 и следующая группа изделий, подаваемая барабаном 3, выдавливает изделия 2 из канала магазина 12 в питатель 13.
После заполнения питателя 13 и каналов магазина 12 осуществляется подача изделий 2 толкателем 15 в носитель 16, причем толкатель 15 совершает прямой и обратный ход в то время, когда барабаны 3 не осуществляют подачу изделий 2 в каналы магазина 12, т. е. при повороте барабанов 3 на угол между группами ячеек. Смещение изделий 2, находящихся в каналах магазина 12 перед питателем 13, предотвращает упоры 26, не позволяющие изделиям 2 перемещаться в осевом направлении в сторону носителя 16 кроме изделий 2 находящихся в питателе 13.
После возвращения толкателя 15 в исходное положение барабанами 3 осуществляется подача следующей группы изделий 2 в каналы магазина 12. Вновь поступающие в каналы магазина 12 изделия 2 выдавливают находящиеся в каналах изделия 2 в питатель 13, после чего толкатель 15 совершает прямой ход, передавая изделия 2 в носитель 16, и возвращается в исходное положение. Цикл повторяется.
При дозагрузке бункера 1 изделиями 2 из транспортной кассеты некоторые из них выпадают из кассеты и попадают в корытообразный лоток 36, смонтированный под бункером 1 над магазином 12 и питателем 13, откуда их затем убирает оператор, обслуживающий устройство и производивший загрузку бункера 1.
Формула изобретения
1.Устройство для подачи изделий, преимущественно ампул, по авт. св. № 1375518, отличающееся тем, что, с целью повышения качества маркировки изделий, оно снабжено двумя механизмами снятия краски, каждый из которых состоит из подпружиненного ролика, смонтированного на лотке для краски с возможностью взаимодействия с офсетным цилиндром и ракелем механизма снятия краски и перемещения в направлении офсетного цилиндра.
2.Устройство по п, 1, отличающееся тем, что, с целью повыщения надежности, под загрузочным бункером, над магазином для изделий и питателем смонтирован корытообразный лоток для предотвращения падения изделий при дозагрузке бункера.
r -/i iwot HLimoti BjiodepHi/mo
Риг.
U2.



Изобретение относится к упаковочным устройствам, в частности к устройствам для маркировки, группирования и подачи изделий (ампул). .Цель изобретения - повышение качества маркировки изделий и надежности. Устройство для подачи изделий, преимуш.ественно ампул, содержит загрузочный бункер 1, приводные барабаны 3, мар- кируюш.ие приспособления, включаюш.ие офсетные цилиндры 4 и печатные цилиндры 5, механизмы снятия краски с офсетных цилиндров и корытообразный лоток 37. Изделия 2 рассекателем 28 потока изделий разделяются на дза потока и поступают к приводным барабанам 3 и далее к офсетным цилиндрам 4. Печатный цилиндр 5 захватывает краску из ванны 6 и подает ее на офсетный цилиндр, который наносит маркировку на изделия 2, находящиеся в ячейках приводных барабанов 3. Если мимо офсетного цилиндра 4 проходит участок барабана 3 без ячеек, то офсетный цилиндр переносит краску на подпружиненный ролик 29 механизма снятия краски. 1 3. п. ф-лы, 12 ил. 1
Риг.2
1
г
79
Ш
20
2 1 б П
Т
фиг.5
Г-Г повернуто
иг.6
27
Д-Д лодери1/то
(риг, 7
Е-Е подернуто
23
22
/J
§
(Риг.б
11 ;
f8 21
f /J 2
12
CPU г. 9
35
36
иг. fO
j
Д
J-J
fpus.. /г
| Устройство для подачи изделий | 1986 |
|
SU1375518A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
