С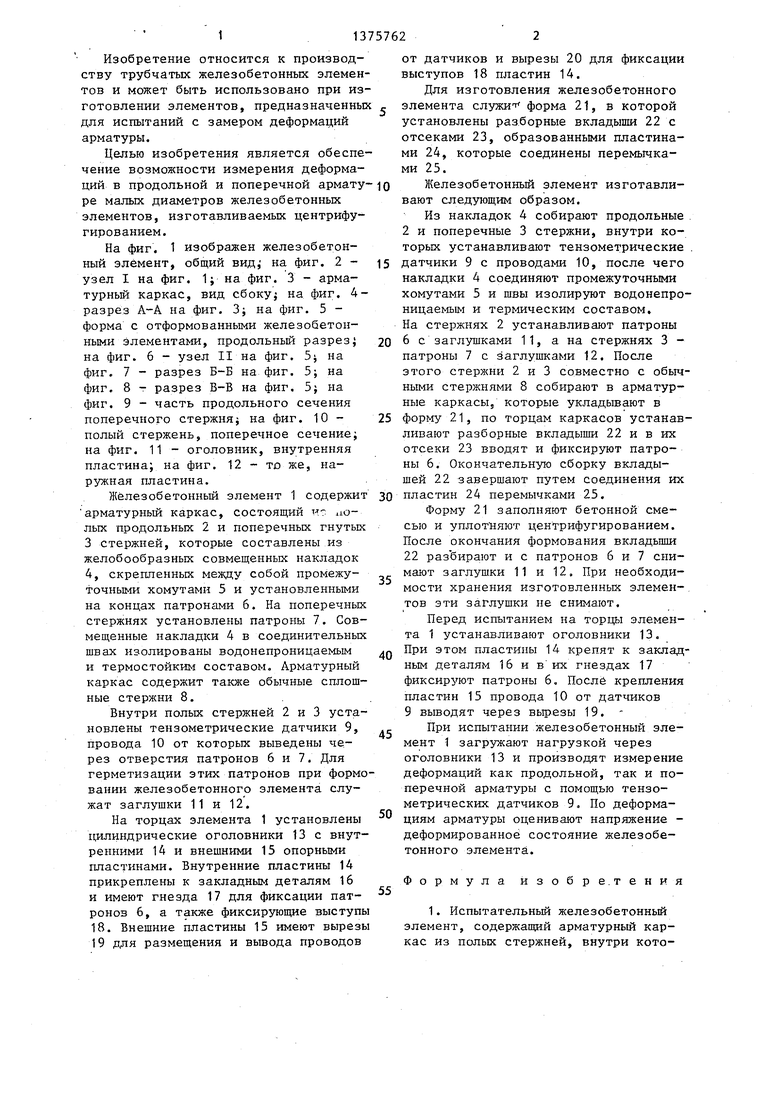
Изобретение относится к производству трубчатых железобетонных элементов, может быть использовано при изготовлении элементов, предназначенных для испытаний с замером деформаций арматуры, и обеспечивает возможность их измерения в продольной и поперечной арматуре малых диаметров железобетонных элементов, изготавливаемых центрифугированием. Железобетонный элемент 1 содержит арматурный каркас из полых продольных 2 и поперечных гнутых 3 стержней, внутри которых установлены тен- зометрические датчики. На торцах эле мента 1 установлены оголовники 13 с опорными пластинами 14 и 15, в которых зафиксированы патроны 6 с отверстиями, служащими для вывода проводов от датчиков. 2 с.п. ф-лы, 12 ил. SS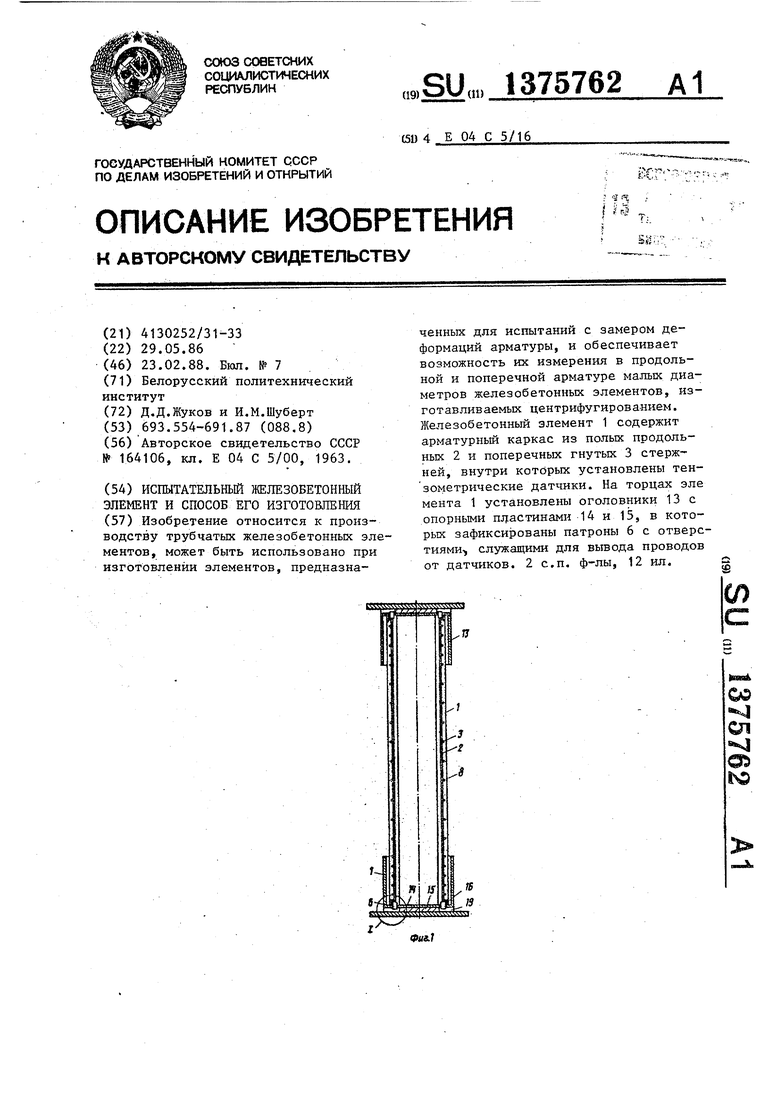
3
со сд
Изобретение относится к производству трубчатых железобетонных элементов и может быть использовано при изготовлении элементов, предназначенных для испытаний с замером деформаций арматуры.
Целью изобретения является обеспечение возможности измерения деформаций в продольной и поперечной арматуре малых диаметров железобетонных элементов, изготавливаемых центрифугированием.
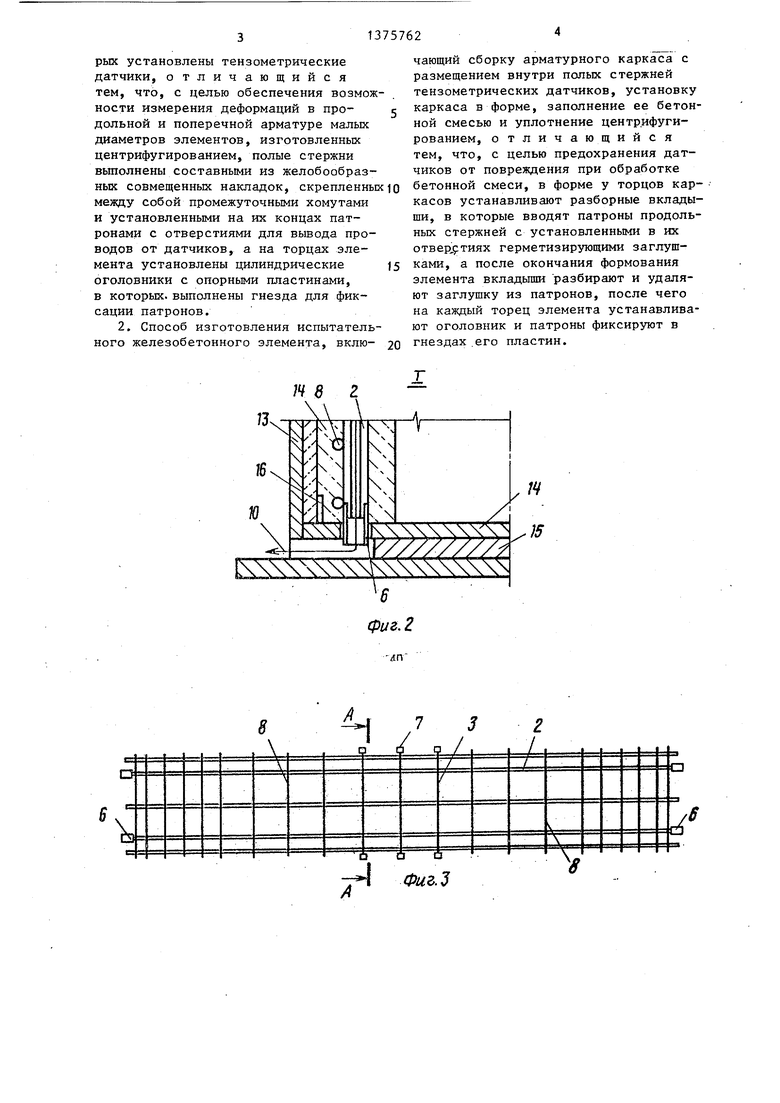
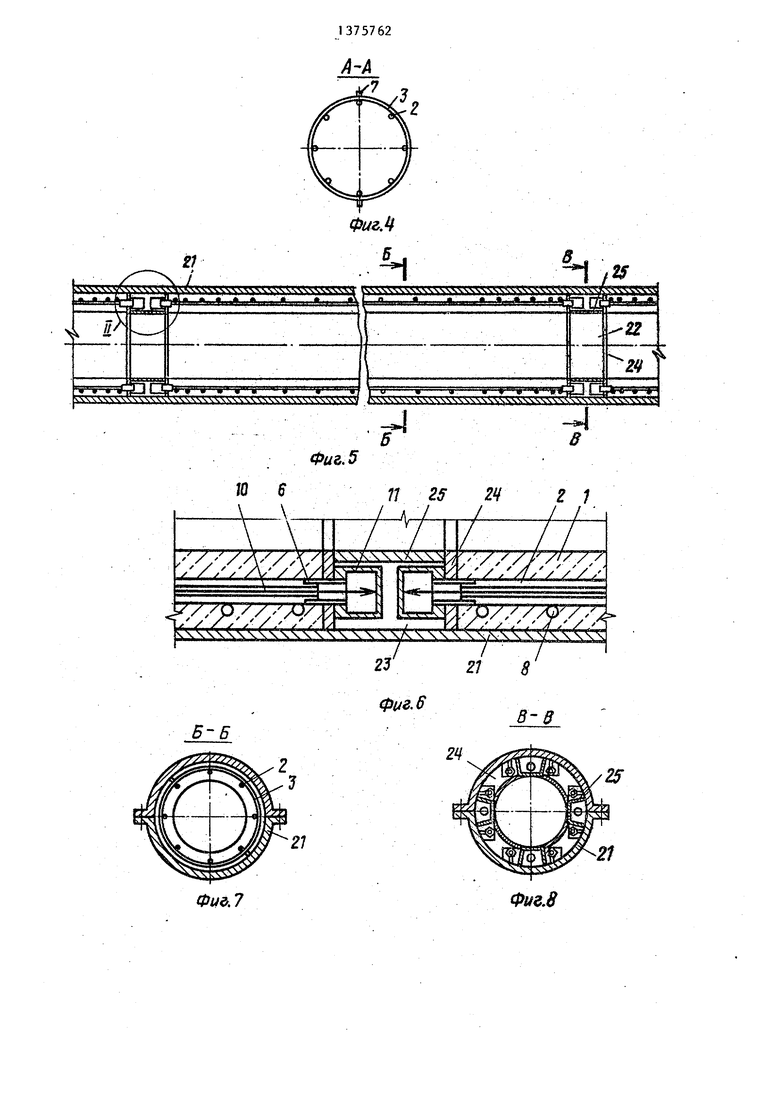
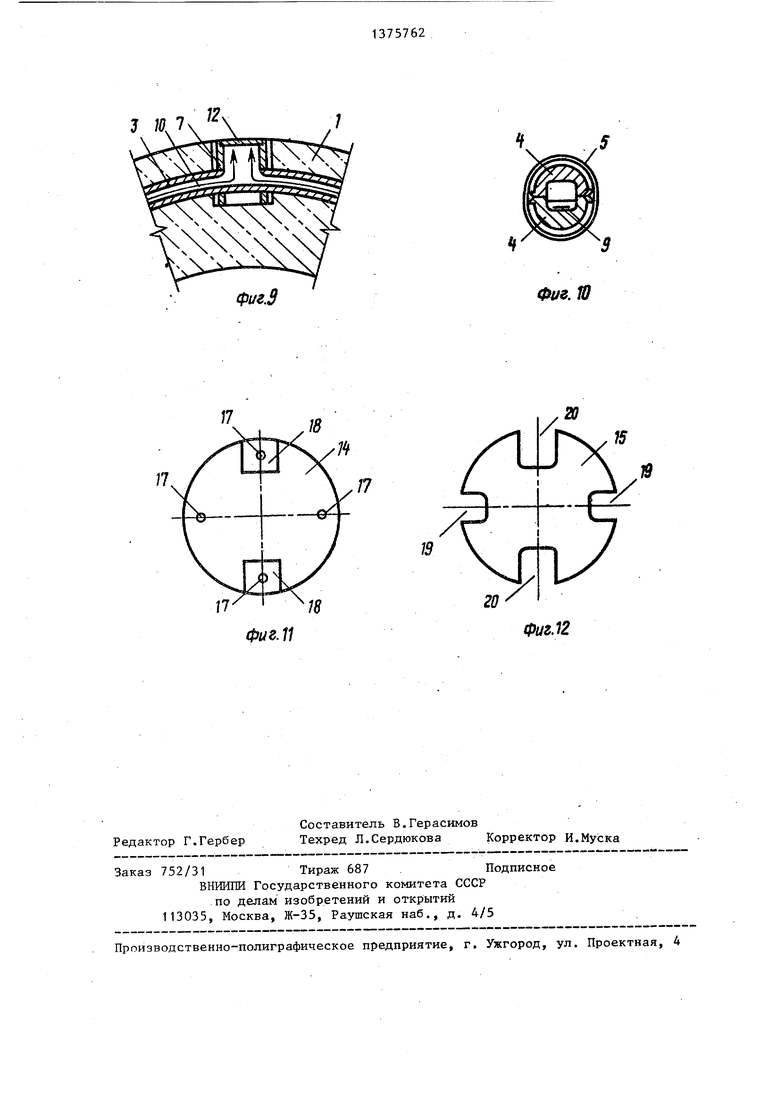
На фиг. 1 изображен железобетонный элемент, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - арма- турньм каркас, вид сбоку; на фиг. 4- разрез А-А на фиг. 3; на фиг. 5 - форма с отформованными железобетонными элементами, продольньй разрез; на фиг. 6 - узел II на фиг. 5j на фиг. 7 - разрез Б-Б на фиг. 5j на фиг. 8 - разрез Б-В на фиг. 5; на фиг. 9 - часть продольного сечения поперечного стержня; на фиг. 10 - полый стержень, поперечное сечение; на фиг. 11 - оголовник, внутренняя пластина; на фиг. 12 - то же, на- пластина.
Железобетонный элемент 1 содержит арматурный каркас, состоящий и ио- лых продольных 2 и поперечных гнутых 3 стержней, которые составлены из желобообразных совмещенных накладок 4, скрепленных между собой промажу- точными хомутами 5 и установленными на концах патронами б. На поперечных стержнях установлены патроны 7. Совмещенные накладки 4 в соединительных швах изолированы водонепроницаемым и термостойким составом. Арматурный каркас содержит также обычные сплошные стержни 8.
Внутри полых стержней 2 и 3 установлены тензометрические датчики 9, провода 10 от которых выведены через отверстия патронов 6 и 7. Для герметизации этих патронов при формовании железобетонного элемента служат заглушки 11 и 12.
На торцах элемента 1 установлены цилиндрические оголовники 13 с внутренними 14 и внешними 15 опорными пластинами. Внутренние пластины 14 прикреплены к закладным деталям 16 и имеют гнезда 17 для фиксации пат- ронов 6, а также фиксирзтащие выступы 18. Внешние пластины 15 имеют вырезы 19 для размещения и вывода проводов
s 0 5
О Q
5
от датчиков и вырезы 20 для фиксации выступов 18 пластин 14.
Для изготовления железобетонного элемента служит форма 21, в которой установлены разборные вкладыши 22 с отсеками 23, образованными пластинами 24, которые соединены перемычками 25.
Железобетонный элемент изготавливают следующим образом.
Из накладок 4 собирают продольные 2 и поперечные 3 стержни, внутри которых устанавливают тензометрические датчики 9 с проводами 10, после чего накладки 4 соединяют промежуточными хомутами 5 и швы изолируют водонепроницаемым и термическим составом. На стержнях 2 устанавливают патроны 6 с заглушками 11, а на стержнях 3 - патроны 7 с заглушками 12. После этого стержни 2 и 3 совместно с обычными стержнями 8 собирают в арматурные каркасы, которые укладывают в форму 21, по торцам каркасов устанавливают разборные вкладыши 22 и в их отсеки 23 вводят и фиксируют патроны 6. Окончательную сборку вкладышей 22 завершают путем соединения их пластин 24 перемычками 25.
Форму 21 заполняют бетонной смесью и уплотняют центрифугированием. После окончания формования вкладьшш 22 раз бирают и с патронов 6 и 7 снимают заглушки 11 и 12. При необходимости хранения изготовленных элемен-. тов эти заглушки не снимают.
Перед испытанием на торцы элемента 1 устанавливают оголовники 13. При этом пластины 14 крепят к закладным деталям 16 и в их гнездах 17 фиксируют патроны 6. После крепления пластин 15 провода 10 от датчиков 9 выводят через вьфезы 19. При испытании железобетонный элемент 1 загружают нагрузкой через оголовники 13 и производят измерение деформаций как продольной, так и поперечной арматуры с помощью тензо- метрических датчиков 9. По деформациям арматуры оценивают напряжение - деформированное состояние железобетонного элемента.
Формула йзобре.тения
чающий сборку арматурного каркаса с размещением внутри полых стержней тензометрических датчиков, установку каркаса в форме, заполнение ее бетонной смесью и уплотнение центрифугированием, отличающийся тем, что, с целью предохранения датчиков от повреждения при обработке бетонной смеси, в форме у торцов каркасов устанавливают разборные вкладыши, в которые вводят патроны продольных стержней с установленными в их отвер,9тиях герметизирующими заглушками, а после окончания формования элемента вкладыши разбирают и удаляют заглущку из патронов, после чего на каждый торец элемента устанавливают оголовник и патроны фиксируют в гнездах .его пластин.
V
фиг. 2
Фи&Л
21 I
ч. J
Фи&,5
10
Б-Б
Фц.7
П 25 2Ц
г 1
23 фц2,6
21 8
В-В
Фие.8
J W. 7
Фиг.З
15
Фиг.12
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСПЫТАТЕЛЬНЫХ ПОЛЫХ АРМАТУРНЫХ СТЕРЖНЕЙ | 0 |
|
SU164106A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
