Известны устройства для контроля процесса точечной контактной сварки в зависимости от количества электроэнергии, затрачиваемой при сварке одной точки.
Недостатком таких устройств является неточность их работы и сложность схем.
Предлагается схема электронного управления прерывателем сварочного тока, в которой время протекания сварочного тока автоматически регулируется в зависимости от силы протекающего тока и умен):,шается возможность брака от непроваров и пережогов.
Это достигается тем, что в схеме электронного прерывателя применен конденсатор, заряжаемый через электронную лампу. Анодная цепь лампы включена через трансформатор тока в сварочную цепь, а цепь управляющей сетки подключена к электродам сварочной машины. Такой прерыватель обеспечивает лучшее качество сварки, так как обеспечивает (в обратной зависимости) связь величины сварочного тока и время сварки, что позволяет с большой точностью соблюсти условие одинакового расходования энергии на каждую сварочную точку.
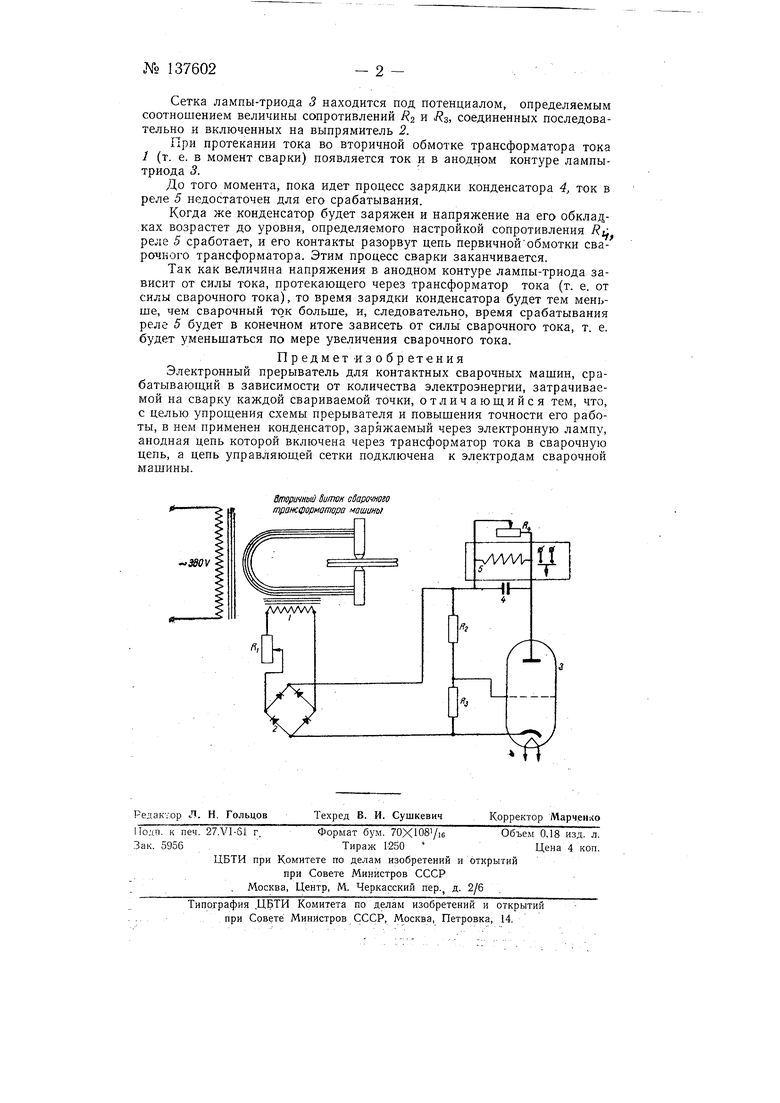
На чертеже изображена схема электронного прерывателя.
Электронный прерыватель состоит из трансформатора тока 1, включенного в контур вторичного витка сварочной машины, полупроводникового выпрямителя 2, электронной лампы-триода 3, конденсатора 4, управляющего реле 5, переменных и постоянных сопротивлений ь R, R и .
При прохождении сварочного тока через вторичный виток сварочной машины в трансформаторе тока / индуктируется э.д.с., величина которой пропорциональна силе сварочного тока.
Напряжение, получаемое во вторичной обмотке трансформатора тока /, выпрямляется полупроводниковым выпрямителем 2 и подается на анодный контур электронной лампы-триода 3.
Анод лампы-триода 3 присоединен к выпрямителю через включенные параллельно конденсатор 4 и управляющее реле 5. Катушка реле зашунтирована переменным сопротивлением R, а контакты реле 5 являются контактами прерывателя, коммутирующего первичную обмотку трансформатора сварочной мащины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
| Электронный регулятор | 1949 |
|
SU89400A1 |
| Электронное реле времени | 1936 |
|
SU55374A1 |
| Регулятор времени протекания сварочного тока | 1960 |
|
SU133143A1 |
| Тиратронный генератор импульсов для сварки | 1933 |
|
SU43695A1 |
| ПУЛЬТ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ | 1965 |
|
SU171629A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯЛи | 1967 |
|
SU203110A1 |
| Устройство для устранения перекоса уточной нити в тканях | 1954 |
|
SU99792A2 |
| Устройство для управления сварочным током при пульсирующей контактной сварке | 1960 |
|
SU140509A1 |
| Устройство для дистанционного управления магнитным пускателем | 1952 |
|
SU96423A1 |
