Изобретение относится к техноло- ии изготовления кабелей для радиолектронной аппаратуры (РЭА) и моет быть использовано в электротехниеской,приборостроительной и радиотехнической промьшшенности.
Целью изобретения является сокращение времени подготовки проводов: кабеля к распайке в контакты круглого разъема.
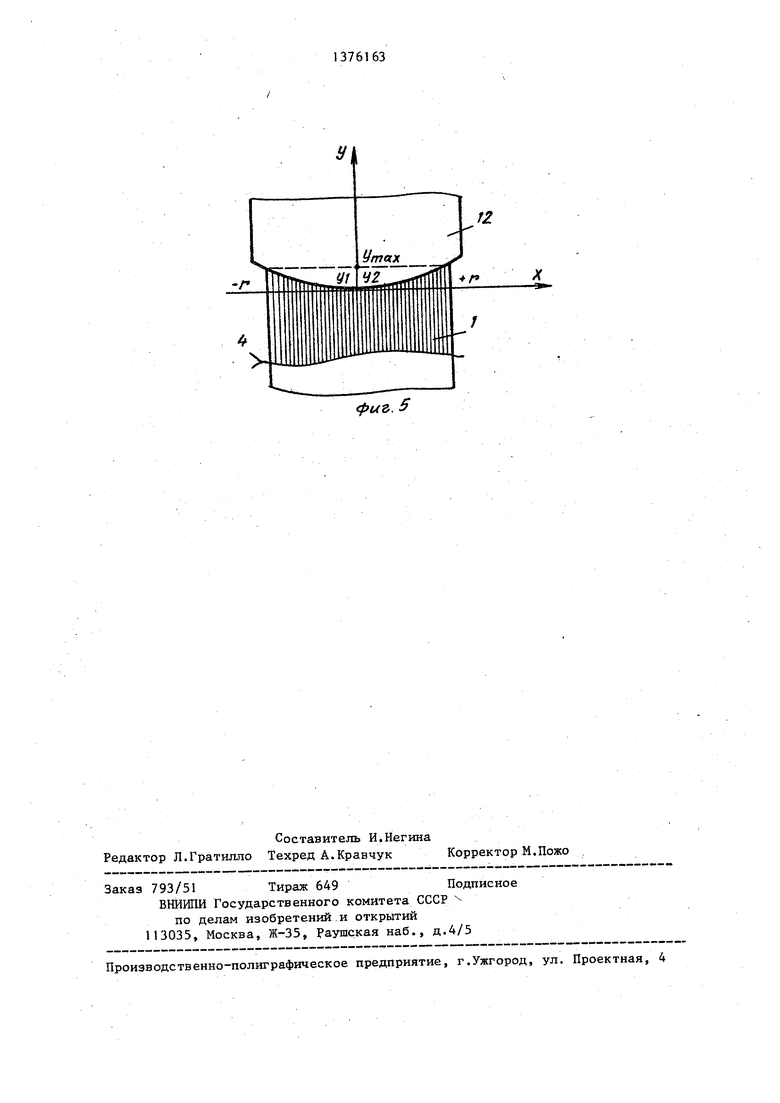
На фиг.1 изображены приспособления для осуществления предлагаемого способа; на фиг.2 - обжимное устройство; на фиг.З - полукольцо с ограни--- чителями; на фиг.4 - схематичное расположение проводов кабеля после распайки их на разъем; на фиг.5 - форма режущей кромки фрезы в прямоугольной системе координат.
Способ осуществляют следующим образом.
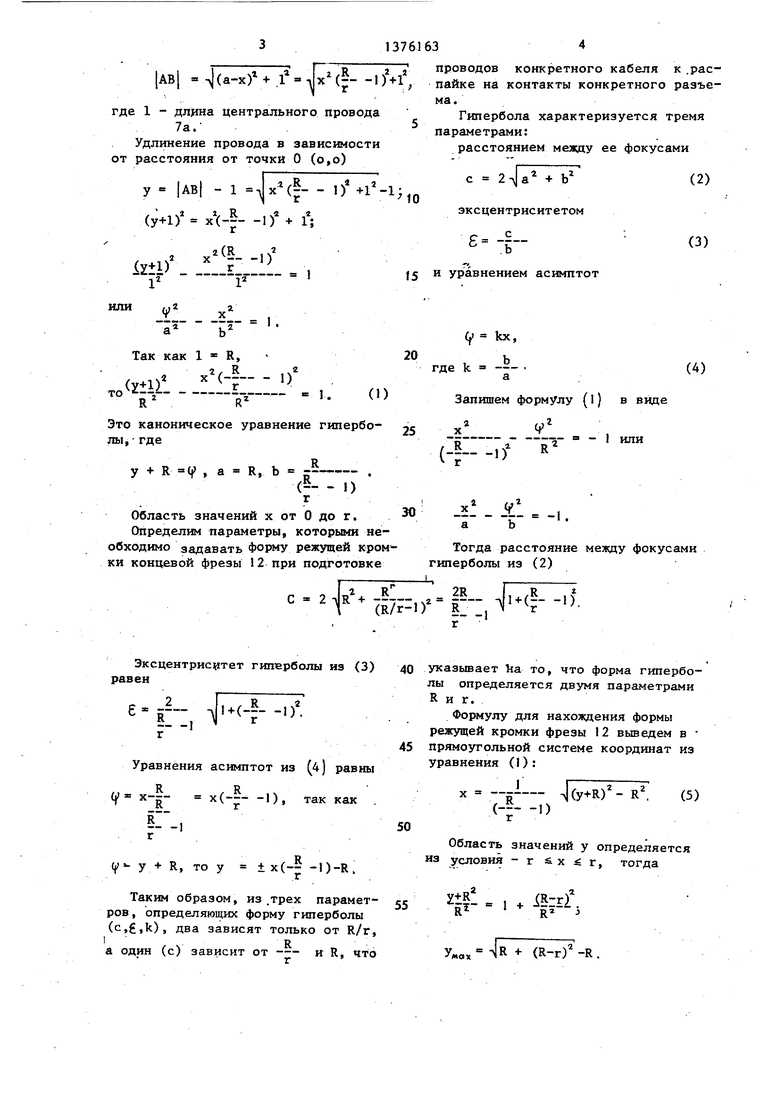
На кабеле 1 определяют место установки разъема 2, удаляют защитную оболочку в конце кабеля 1 на длине, равной или меньше радиуса разъема 2, на который распаиваются провода 3 данного кабеля. Провода 3 размещают в отверстиях гибкого шаблона-имитатора 4 контактного поля. В наборных кабелях эта операция осуществляется в процессе набора жгута. Размещают шаблон-имитатор 4 вплотную к концу защитной оболочки кабеля 1 и обматывают место обжима жгута двумя-тремя слоями полихлорвиниловой ленты, чтобы исключить распад и повреждения проводов 3 кабеля 1. Жгут из проводов 3 равномерно обжимают по окружности с помощью обжимного устройства 5, которое можно выполнить, например, на базе станочных тисков,заменив металлические губки 6 текстолитовыми (фиг.2). В губках выполнены вырезы 7, образующие при совмещенном положении губок 6 круглое отверстие большого радиуса, например R 30 мм. В это отверстие вставляют полукольца 8 (фиг.З) с внещним радиусом, равным радиусу отверстия R , а внутренние радиусы полуколец 8 йодбирают в соответствии с радиусами обрабатьшае- мых жгутов кабелей. Дпя удержания полукольца 8 на губках 6 они снабжены ограничителями 9.
Тиски фиксируют на столе 10 вертикально-сверлильного или фрезерного станка так, чтобы оси отверстий в
губках 6 и шпинделя 11 совпадали. Таким образом, при зажатии жгута кабеля 1 обжимным устройством 5 происходит центровка его конца с концевой фрезой 12. Диаметр концевой фрезы 12 выбирают равным или больше диаметра жгута кабеля 1, а форму ее режущей кромки предварительно задают по формуле
1
( -О
(y-bR) -R ;
где R -радиус разъема; г - радиус кабеля; х,у - координаты режущей кромки фрезы 12 в прямоугольной системе координат,
при этом область значений определяется из условия - г X :4 г .
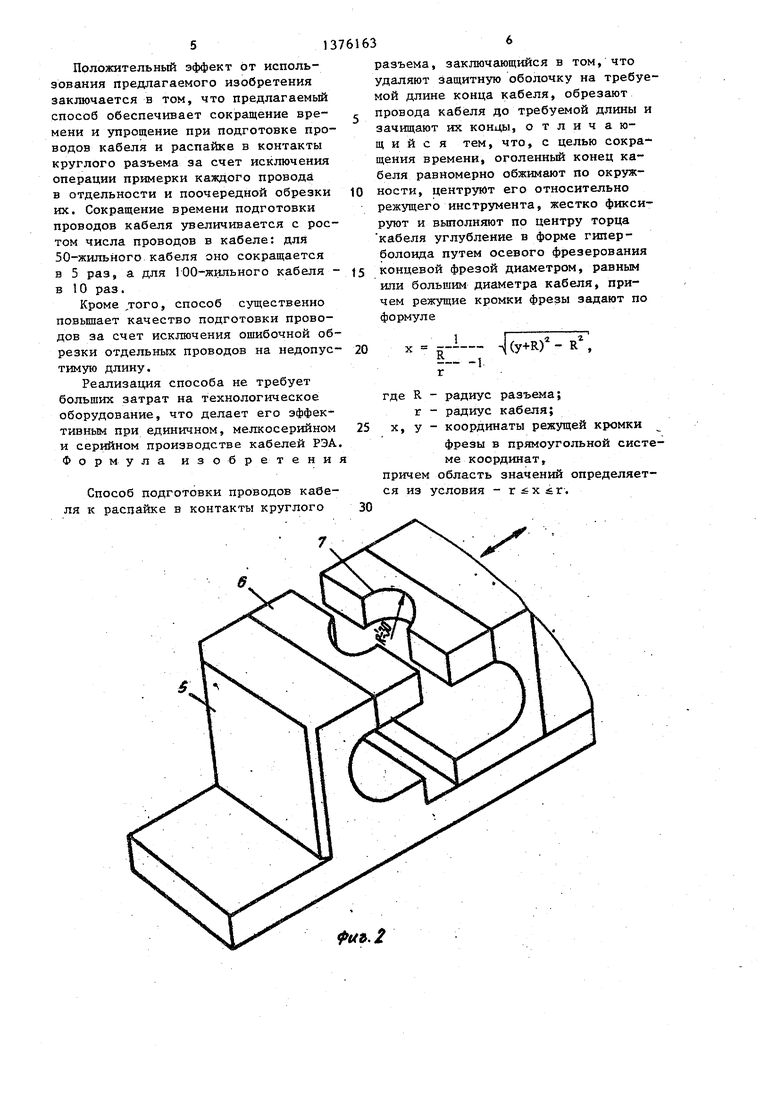
Удлинение проводов кабеля 1, распаянных на круглый разъем 2, происходит от его центра к периферии
по закону гиперболы. Кабель 1 радиусом г (фиг.4) содержит центральный провод 7а, средний провод 76 и периферийный провод 7в, Ось X проходит по месту будущего бандажа, ось у по оси кабеля 1, расстояние 1 от места бандажа до разъема 2 равно R - радиусу разъема 2. Вследствие того, что провода в кабеле 1 перед их подготовкой к распайке находятся в отверстиях гибкого шаблона-имитатора 4 контактного поля разъема 2 их месторасположение на конце кабеля 1 всегда соответствует месторасположению соответствующих им контактов на
разъеме 2. Поэтому, если провод 7б в кабеле 1 находится на расстоянии г/2 от его оси (точка А,х,о), то припаиваться 6н будет на контакт разъема 2, расположенный от его оси на
расстояние R/2 (точка В,а,1). Это свойство соответственного расположения проводов обеспечивает реализацию предлагаемого способа подготовки проводов к распайке на контакты круглого разъема 2 с высокой- точностью обрезки проводов.
Таким образом, определяем закон изменения длины отрезка АВ в зависи- мости от расстояния от оси кабеля I (ось у).
а RR
Так как ---. то а х ---}
т7 f И 1 npOBOf
|АВ| (а-х)4-/ т|х(|- -1)П , пайке
1376163
проводов конкретного кабеля к .рас- на контакты конкретного разъема, где 1 - длина центрального провода Гипербола характеризуется тремя
7а. параметрами:
Удлинение провода в зависимости расстоянием между ее фокусами от расстояния от точки О (о,о)
у |АВ| - 1 TJx4|- - l)+l -l;
2л|а + (2)
10
, , т, - ,,эксцентриситетом
(у+1) -о -ь 1;
(3)
Г.П ) „
iZ-i Еsif ; и уравнением асимптот
212
1 .
или(j,2.2
( kx,
Так как 1 R, 20 , bх/х
, R2где k (ч)
(Г1) г - ) ° Запишем формулу {I) в виде
Это каноническое уравнение гипербо-
ян vH S 1 1 и TTU
лы,-гдеR, г «
ГГ у «- R V , а R, b .
(-- - I)
а /,4
- XIf
Область значений х от О до г. --X
Ь
Ь
Определим параметры, которыми необходимо задавать Форму режущей кром- Тогда расстояние между фокусами ки концевой фрезы 12 при подготовке гиперболы из (2)
стоянием между ее фокусами
2л|а + (2)
а /,4
XIf
-X
Ь
огда рас рболы из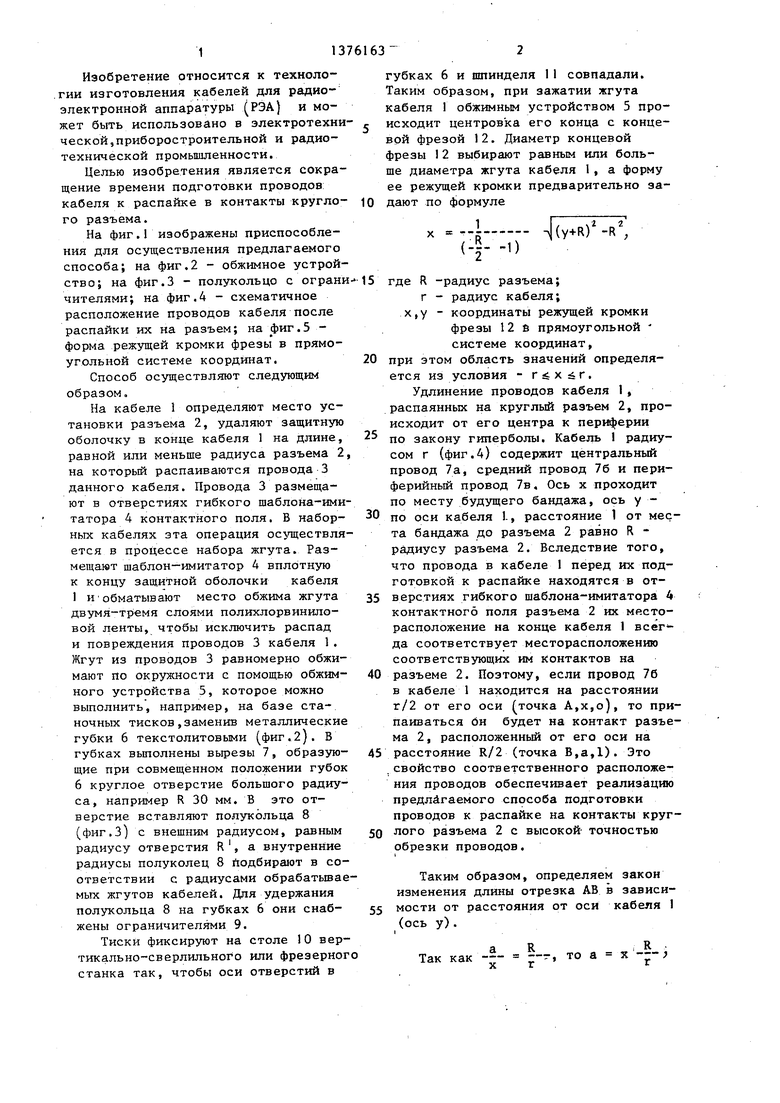
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки проводов кабеля к распайке в контакты круглого разъема | 1989 |
|
SU1667183A2 |
| Способ обработки отверстий с наклонной образующей | 1990 |
|
SU1803278A1 |
| Электрический соединитель для подсоединения многожильного кабеля | 1991 |
|
SU1835570A1 |
| Способ изготовления жгутов проводов | 1985 |
|
SU1339662A1 |
| Устройство для изготовления жгутов из проводов | 1986 |
|
SU1441493A1 |
| Узел соединения плоского кабеля с разъемом | 1980 |
|
SU943939A1 |
| Шаблон для раскладки проводов в жгут | 1989 |
|
SU1647940A1 |
| Способ проводного монтажа | 1983 |
|
SU1190561A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ СВЕТОВОДОВ | 2010 |
|
RU2538223C2 |
| СПОСОБ ЛОМКИ ПРОКАТА | 2006 |
|
RU2308358C1 |
Изобретение относится к электротехнике. Целью изобретения является сокращение времени подготовки проводов кабеля к распайке в контакты круглого разъема. На требуемой длине конца кабеля 1 удаляют защитную оболочку и обрезают провода 3 до требуемой длины. Затем концы проводов 3 зачищают, равномерно обжимают по окружности, центруют относительно концевой фрезы 12 и жестко фиксируют на столе 10. По центру торца кабеля 1 выполняют углубление в форме гиперболоида путем осевого фрезерова ния концевой фрезой 12. Диаметр фрезы выбирают равным или большим диаметра кабеля, что приводит к групповой обрезке проводов 3 кабеля 1 до требуемой для распайки длины каждого из них. 5 ил. 11 (Л со 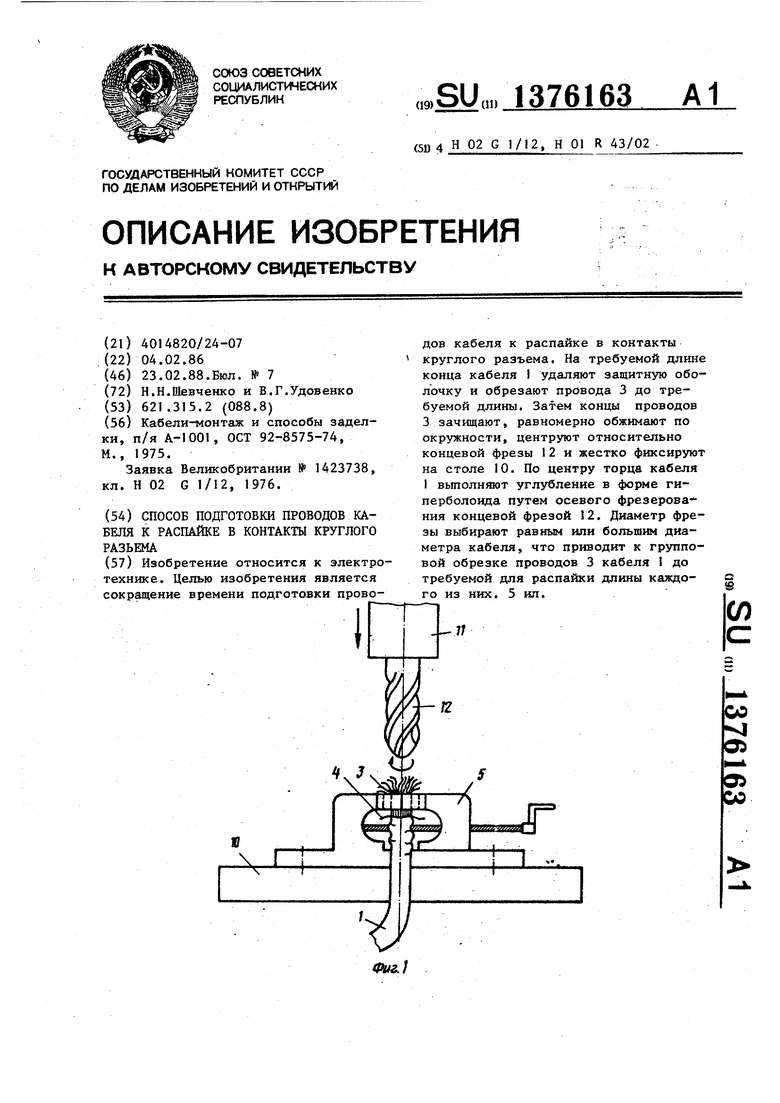
„ г R 2R j77/R ri
-M ci/r if i: r-- Эксцентриситет гиперболы из (3) 40указывает ha то, что форма гиперборавенлы определяется двумя параметрами
2 I R ГR и г.
R ) . . Формулу для нахождения формы
режущей кромки фрезы 12 выведем в
45прямоугольной системе координат из
Уравнения асимптот из (4) равныуравнения (1):
. ,|. ,(.В. .,). так как . Х-- (5)
5 150
Область значений у определяется
V- У R. то у ± x(-f -1)-R. ° - г X г, тогда
2г
Таким образом, из .трех парамет- 55 -|- I + . ров, определяющих форму гиперболы R (c,,k), два зависят только от R/r,
R I г
а один (с) зависит от и R, что У/иах (г) R.
ля к распайке в контакты круглого
.
X
8
фиг.З
фиг.
риг.5
| Кабели-монтаж и способы заделки, п/я А-1001, ОСТ 92-8575-74, М., 1975 | |||
| Система автоматического управления очистным комбайном в профиле пласта | 1986 |
|
SU1423738A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
