САЭ
а а 00
Изобретение относится к способам оценки эффективности смазок для штамповки материалов.
Целью изобретения является снижение стоимости иснытаний за счет многократного использования материала образца.
1а фиг, 1 представлено устройство для осуществления способа ; на фиг.2- образец после деформирования.Устройство содержит корпус 1, ус- тановленргую в нем разрезную коническую обойму 2, разъемную матрицу 3,
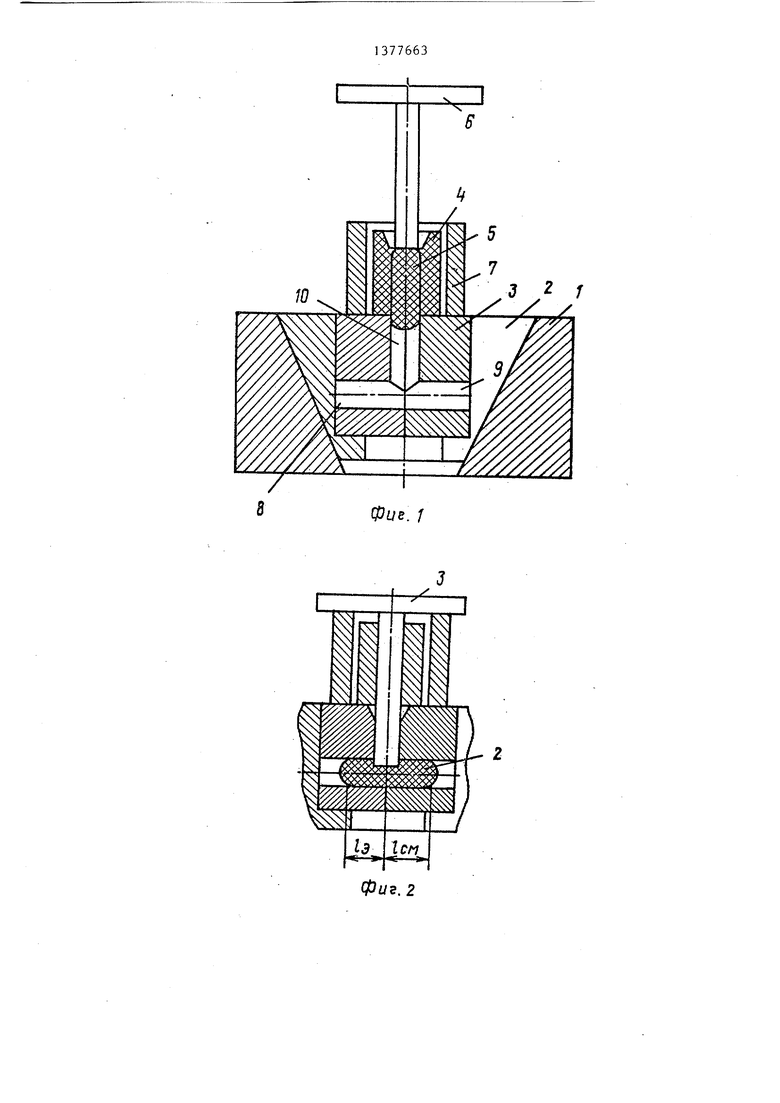
6. Во время деформации образца 5- обойма 2 своим внешним конуссэм заклинивается в корпус 1 и не позволяет .
матрице 3 разойтись. После деформации матрицу 3 выбирают из обоймы 2, деформированный образец 5 извлекают из матрицы 3. Измеряют расстояния от полости 10 до границ несмазанной
(- -э) смазанной (lew) частей образца. Показателем эффективности служит cooTHomeime li-fj /l , Чем больше это соотношение, тем смазка эффективнее. Деформированный (использованный) об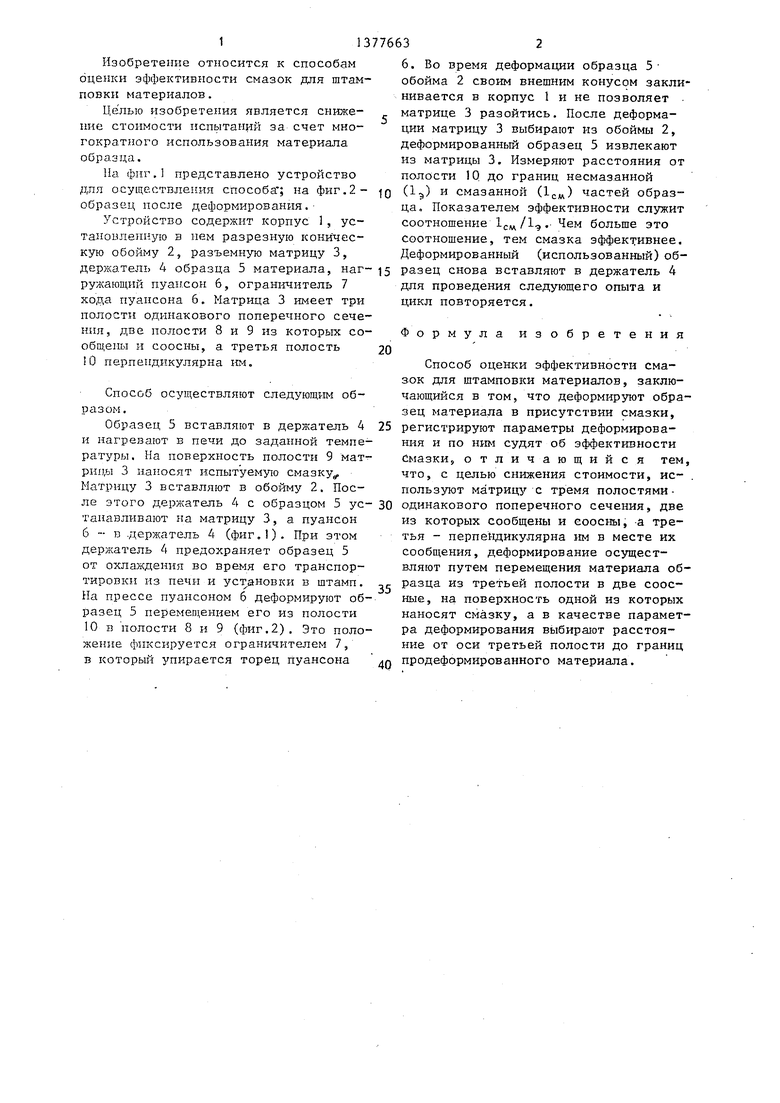
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗЫВАЮЩИХ МАТЕРИАЛОВ ПРИ ШТАМПОВКЕ | 2009 |
|
RU2400729C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 2008 |
|
RU2437076C2 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1996 |
|
RU2133460C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2578880C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПРИ ЛИСТОВОЙ ШТАМПОВКЕ | 2006 |
|
RU2327144C1 |
| Способ пластического структурообразования и устройство для его осуществления | 1989 |
|
SU1741960A1 |
| Способ оценки эффективности смазок для процессов деформирования материалов | 1987 |
|
SU1493930A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ ПРИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2671384C1 |
| РАБОЧЕЕ ТЕЛО ДЛЯ ПЕРЕДАЧИ УСИЛИЯ ПРИ РАЗДАЧЕ ТРУБЫ | 2000 |
|
RU2205086C2 |
| ШТАМП ДЛЯ ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ ——пд/;-;п'--^О~'~ЧА1 ^^ -. ! , / ^«^ I .._ » t Лл | 1971 |
|
SU305004A1 |
Изобретение относится к оценке эффективности.смазок для штамповки материала. Целью изобретения является снижение стоимости испытаний за счет многократного использования материала образца. Matepиaл образца размещают в полости матрицы, деформируют перемещением его в две соос- иые одна другой полости, которые перпендикулярны первой полости и на поверхность одной из которых нанесена смазка. Эффективность смазки оценивают по расстояниям от оси первой полости до границ продеформированно- го образца. 2 ил.
держатель 4 образца 5 материала, наг- 15 разец снова вставляют в держатель 4 ружающий пуан.сон 6, ограничитель 7 хода пуансона 6. Матрица 3 имеет три полости одинакового поперечного сечения, две полости 8 и 9 из которых со- Формула изобретения
для проведения следующего опыта и цикл повторяется.
общепы и соосны, а третья полость 10 перпендикулярна itM,
Способ оценки эффективности смазок для штамповки материалов, заключающийся в том, что деформирзтот образец материала в присутствии смазки, 25 регистрируют параметры деформирования и по ним судят об эффективности Смазки, отличающийся тем что, с целью снижения стоимости, не- пользуют матрицу с тремя полостямиСпособ осуществляют следующг-ш образом.
Образец 5 вставляют в держатель 4 и нагревают в печи до заданной температуры. На поверхность полости 9 матрицы 3 назшсят испытуемую смазку Матрицу 3 вставляют в обойму 2. После этого держатель 4 с образцом 5 ус- 30 одинакового поперечного сечения, две танавливают на матрицу 3, а пуансон из которых сообщены и соосны, -а тре- 6 - в .держатель 4 (фиг.1). При этом тья - перпеВДикулярна им в месте их держатель 4 предохраняет образец 5 сообщения, деформирование осущест- от охлаждения во время его транспортировки из печи и установки в штамп. -. На прессе пуансоном б деформируют об- ные, на поверхность одной из которых разец 5 перемещением его из полости 10 в полости 8 и 9 (фиг.2). Это положение фиксируется ограничителем 7,
вляют путем перемещения материала образца из третьей полости в две соос-
наносят смазку, а в качестве параметра деформирования выбирают расстояние от оси третьей полости до границ
в которы упирается торец пуансона Q продеформированного материала,
разец снова вставляют в держатель Формула изобретени
для проведения следующего опыта и цикл повторяется.
Способ оценки эффективности смазок для штамповки материалов, заключающийся в том, что деформирзтот образец материала в присутствии смазки, регистрируют параметры деформирования и по ним судят об эффективности Смазки, отличающийся тем, что, с целью снижения стоимости, не- . пользуют матрицу с тремя полостямиодинакового поперечного сечения, две из которых сообщены и соосны, -а тре- тья - перпеВДикулярна им в месте их сообщения, деформирование осущест- ные, на поверхность одной из которых
одинакового поперечного сечения, две из которых сообщены и соосны, -а тре- тья - перпеВДикулярна им в месте их сообщения, деформирование осущест- ные, на поверхность одной из которых
вляют путем перемещения материала образца из третьей полости в две соос-
одинакового поперечного сечения, две из которых сообщены и соосны, -а тре- тья - перпеВДикулярна им в месте их сообщения, деформирование осущест- ные, на поверхность одной из которых
наносят смазку, а в качестве параметра деформирования выбирают расстояние от оси третьей полости до границ
ФЦБ. 1
| Способ оценки эффективности технологических смазок | 1981 |
|
SU989380A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
