Изобретение относится к обработке металлов давлением, а именно к способам оценки эффективности технологических смазочных материалов (ТСМ) при тонколистовой штамповке - вытяжке.
Известен способ определения эффективности технологических смазок при листовой штамповке, основанный на определении деформации координатной сетки, предварительно нанесенной на заготовку при использовании различных технологических смазок [патент РФ №2075058 G01N/02, 10.03.1997].
Недостатком данного способа является высокая трудоемкость и недостаточная точность.
Известен также способ определения эффективности технологических смазок путем определения максимальной глубины вытяжки до момента разрыва заготовки при формообразовании сферических лунок [ГОСТ Р 10510-80 Металлы. Метод испытания на выдавливание листов и лент по Эриксену].
Недостатком данного способа является невысокая чувствительность к эффективности ТСМ, что не позволяет использовать этот способ для ранжирования маловязких смазочных материалов, и большой разброс результатов испытаний.
Наиболее близким к данному изобретению по технической сущности и достигаемому результату является способ определения эффективности смазочных материалов при листовой штамповке, заключающийся в том, что при деформировании заготовок, смазанных испытуемой и эталонной смазками, записывают диаграмму усилие - перемещение пуансона при выдавливании сферических лунок, а эффективность испытуемой смазки оценивают отношением работы формообразования испытуемой смазки к работе формообразования эталонной смазки (А.с. СССР №684397, G01N 3/56, 08.09.1979).
Недостатком данного способа является невысокая точность определения эффективности технологических смазок. Это обусловлено тем, что работа деформирования листовой заготовки состоит из двух составляющих и расходуется на преодоление сил трения (фрикционная составляющая) и непосредственно формообразование (деформационная составляющая). При деформировании сферической лунки имеет место сложное напряженно-деформированное состояние заготовки, что увеличивает деформационную составляющую работы и соответственно уменьшает долю фрикционной составляющей работы деформирования, которая является предметом измерения. Специфичным для данного метода является отсутствие скольжения во фланце, что не соответствует действительным условиям деформации при вытяжке (сильное утонение в центральной части заготовки) и не позволяет оценить эффективность технологической смазки в прижиме.
Задачей настоящего изобретения является повышение точности определения эффективности технологических смазочных материалов при листовой штамповке за счет снижения влияния механических свойств материала листовой заготовки.
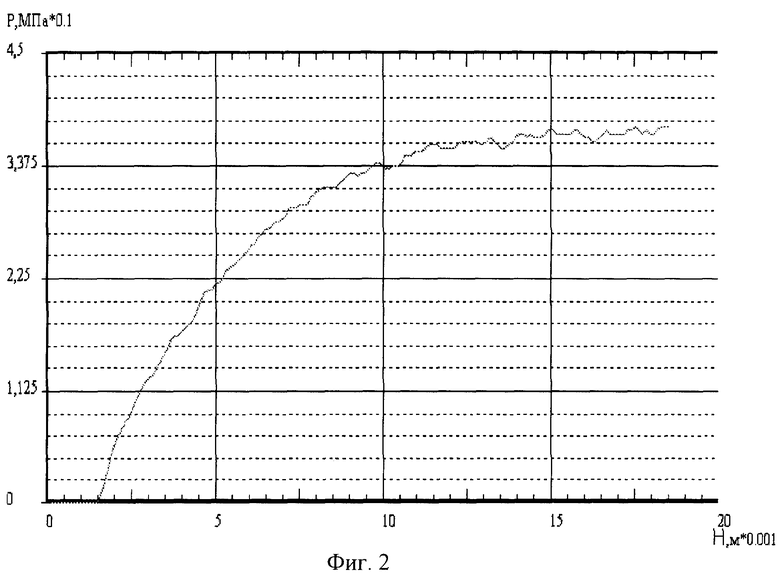
Указанная задача достигается тем, что в способе определения эффективности технологической смазки при листовой штамповке, по которому изготавливают листовую заготовку, смазывают ее испытуемой технологической смазкой, зажимают ее края фиксированным давлением прижима, производят деформирование листовой заготовки путем ее вытяжки, строят график зависимости давления вытяжки от глубины вытяжки и определяют величину работы деформирования, по которой судят об эффективности технологической смазки, в отличие от прототипа листовую заготовку изготавливают прямоугольной формы, смазывают ее смазкой с обеих сторон, зажимают с возможностью перемещения в прижиме краев листовой заготовки при вытяжке, а центральную часть листовой заготовки вытягивают в одной плоскости в направлении, перпендикулярном плоскости листовой заготовки.
Существо изобретения поясняется чертежами. На фиг.1 изображена схема испытания листового материала на вытяжку, где 1 - пуансон, 2 - прижимное кольцо, 3 - матрица, 4 - заготовка. На фиг.2 изображен график зависимости давления вытяжки от глубины вытяжки.
Пример конкретной реализации способа.
Испытательная установка, на которой реализуется предлагаемый способ, представляет собой машину для испытаний листового материала для выдавливания ИА 5073-100, в которую вместо механического манометра установлен датчик избыточного давления ALPHA N 500 с измерительным диапазоном от 0 до 6 МПа, позволяющий регистрировать давление вытяжки в процессе испытания. Для измерения глубины вытяжки на машину установлен датчик перемещения с измерительным диапазоном от 0 до 25 мм. Датчик давления подключен к измерителю - регулятору микропроцессорному ТРМ 10 1P, позволяющему принимать сигнал с датчика давления и передавать его на компьютер и графически исследовать процесс вытяжки. Для испытательной машины был разработан и изготовлен комплект инструмента: матрица, пуансон и прижимное кольцо, позволяющий проводить вытяжку листовой заготовки. Способ оценки эффективности технологических смазок осуществляется следующим образом. На поверхность листовой заготовки наносят испытуемую технологическую смазку с обеих сторон. Затем листовую заготовку зажимают между матрицей и прижимным кольцом фиксированным давлением прижима и производят вытяжку листовой заготовки, при этом края листовой заготовки перемещаются в прижиме. Вытяжку осуществляют без разрыва на фиксированную глубину. В процессе испытания измеряют датчиками давление и глубину вытяжки и строят график зависимости давления вытяжки от глубины вытяжки. Затем рассчитывают работу деформирования листовой заготовки по формуле:
 ,
,
где F - сила вытяжки, Н;
Н - глубина вытяжки, мм.
Силу вытяжки определяют по формуле:
F=Р×S,
где Р - давление вытяжки, кгс/см2;
S - площадь контакта пуансона и листовой заготовки, см2.
По полученным значениям работы деформирования судят об эффективности испытуемой технологической смазки, чем меньше величина работы деформирования, тем эффективней технологическая смазка.
Пример. Изготавливали листовые заготовки с размерами 125×10×1 мм. Материал листовых заготовок сталь 08 пс. Листовые заготовки нарезали вдоль направления прокатки. Затем их обезжиривали. Перед вытяжкой на листовые заготовки наносили технологическую смазку и проводили испытание на испытательной установке. Вытяжка проводилась без разрыва листовой заготовки, глубина вытяжки - 18 мм. Давление прижима было постоянным - 15 кгс/см2. В процессе испытания записывали график зависимости давления вытяжки от глубины вытяжки и определяли величину работы деформирования. Испытывали технологические смазки Росойл-101, Росойл-ШОК - маловязкие масла и Росойл-555 - консистентная смазка. Результаты величин работы деформирования представлены в таблице 1.
Как видно из таблицы 1, при использовании технологической смазки «Росойл-101» величина работы - 0,6865 Дж, при использовании «Росойл-ШОК» - 0,6397 Дж и при использовании «Росойл-555» - 0,3284 Дж. Из чего следует, что из испытуемых технологических смазок наименее эффективной является «Росойл-101», а наиболее эффективной - «Росойл-555».
Для сравнения проводили оценку эффективности технологических смазок при выдавливании сферических лунок по способу [А.С. СССР №684397, G01N 3/56, 08.09.1979]. Для испытаний использовали образцы диаметром 42 мм и толщиной 1 мм, материал образца сталь 08 кп. На образцы наносили испытуемую технологическую смазку и выдавливали сферическую лунку. В процессе выдавливания сферической лунки с помощью датчиков давления и перемещения записывали график зависимости давление вытяжки от глубины вытяжки и по полученному графику определяли величину работы деформирования. Об эффективности технологической смазки судили по величине работы деформирования, чем меньше величина работы деформирования, тем эффективней технологическая смазка. Результаты величин работы деформирования представлены в таблице 2.
Как видно из таблицы 2, при использовании технологической смазки «Росойл-101» величина работы - 4,4 Дж, при использовании «Росойл-ШОК» - 4,4 Дж и при использовании «Росойл-555» - 4,23 Дж. Из чего следует, что из испытуемых технологических смазок незначительно большую эффективность показала технологическая смазка «Росойл-555», а технологические смазки «Росойл-101» и «Росойл-ШОК» показали одинаковую эффективность.
Сопоставительный анализ результатов испытаний предлагаемого способа (таблица 1) и способа по прототипу (таблица 2) показывает, что при испытаниях по предлагаемому способу технологическая смазка «Росойл-ШОК» эффективней технологической смазки «Росойл-101» на 7% и технологическая смазка «Росойл-555» эффективней технологической смазки «Росойл-101) на 53%, а при испытаниях по способу-прототипу технологическая смазки «Росойл-ШОК» и «Росойл-101» одинаковы по эффективности, а технологическая смазка «Росойл-555» эффективней технологической смазки «Росойл-101» на 4%.
Итак, заявляемое изобретение позволяет повысить точность определения эффективности технологических смазочных материалов при листовой штамповке за счет снижения влияния механических свойств листовой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ СМАЗОЧНЫХ МАТЕРИАЛОВ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ | 2009 |
|
RU2397475C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРЯЖЕНИЯ ТРЕНИЯ И КОЭФФИЦИЕНТА ТРЕНИЯ ПРИ ЛИСТОВОЙ ШТАМПОВКЕ | 2010 |
|
RU2463577C2 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2007 |
|
RU2366691C2 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗЫВАЮЩИХ МАТЕРИАЛОВ ПРИ ШТАМПОВКЕ | 2009 |
|
RU2400729C1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ "РОСОЙЛ-ШОК" | 1995 |
|
RU2093547C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 2003 |
|
RU2240532C1 |
| Смазка для холодной обработки металлов давлением | 2024 |
|
RU2841333C1 |
| СПОСОБ ОЦЕНКИ ПРОТИВОЗАДИРНЫХ СВОЙСТВ ТЕХНОЛОГИЧЕСКИХ СМАЗОЧНЫХ МАТЕРИАЛОВ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2008 |
|
RU2376601C1 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗОЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2572526C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1996 |
|
RU2133460C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для оценки технологических смазок при листовой штамповке. Сущность изобретения заключается в том, что в способе определения эффективности технологической смазки при листовой штамповке, по которому изготавливают листовую заготовку, смазывают ее с обеих сторон испытуемой технологической смазкой, затем края зажимают фиксированным давлением прижима, а центральную часть листовой заготовки вытягивают в одной плоскости в направлении, перпендикулярном плоскости листовой заготовки, строят график зависимости давления вытяжки от глубины вытяжки и определяют величину работы деформирования, по которой судят об эффективности технологической смазки, при этом листовую заготовку изготавливают прямоугольной формы, упрощая схему напряженно-деформированного при деформировании листовой заготовки, уменьшая долю деформационной составляющей работы и соответственно увеличивая долю фрикционной составляющей работы деформирования с возможностью перемещения в прижиме краев листовой заготовки в процессе вытяжки. Техническим результатом является повышение точности определения эффективности технологических смазочных материалов за счет снижения влияния механических свойств материала листовой заготовки. 2 ил., 2 табл.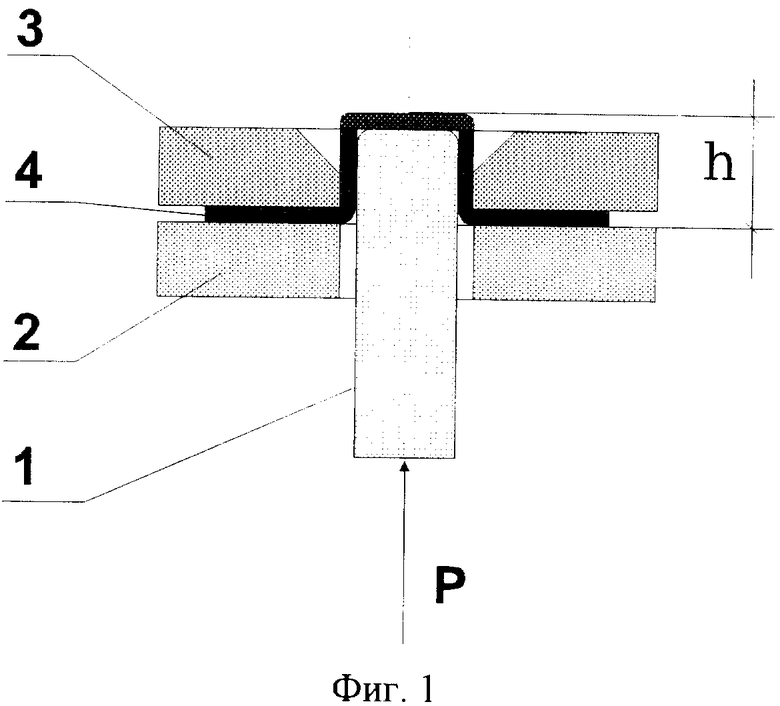
Способ определения эффективности технологической смазки при листовой штамповке, по которому изготавливают листовую заготовку, смазывают ее испытуемой технологической смазкой, зажимают ее края фиксированным давлением прижима, производят деформирование листовой заготовки путем ее вытяжки, строят график зависимости давления вытяжки от глубины вытяжки и определяют величину работы деформирования, по которой судят об эффективности технологической смазки, отличающийся тем, что листовую заготовку изготавливают прямоугольной формы, смазывают ее смазкой с обеих сторон, зажимают с возможностью перемещения в прижиме краев листовой заготовки в процессе вытяжки, а центральную часть листовой заготовки вытягивают в одной плоскости в направлении, перпендикулярном плоскости листовой заготовки.
| Способ определения эффективности технологических смазок | 1978 |
|
SU684397A1 |
| RU 2075058 C1, 10.03.1997 | |||
| Способ оценки качества технологичес-КиХ СМАзОК пРи лиСТОВОй шТАМпОВКЕ-ВыТяжКЕ | 1979 |
|
SU842501A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 0 |
|
SU281888A1 |

