Изобретение относится к обработке металлов давлением, а именно, к способам испытания и оценки эффективности технологических смазок (ТС) при листовой штамповке.
Эффективность ТС при листовой штамповке оценивается в настоящее время по следующим показателям:
- по усилию деформирования с применением различных ТС при прочих равных условиях,
- по уровню деформации металла на деталях, получаемых штамповкой с различными ТС.
Известен способ оценки эффективности смазки по степени снижения напряжения штамповки Oшmax и удельной работе деформирования Aуд в процессе глубокой вытяжки в жестких штампах [Е.И.Исаченков Контактное трение и смазки при обработке металлов давлением. - М.: Машиностроение, 1978, с. 30], заключающийся в том, что на образец из листового материала или (и) на прижимные поверхности матрицы и прижима наносят смазку, зажимают образец по контуру прижимом, вытягивают стаканы диаметром 40, 48 и 80 мм пуансоном в матрицу, фиксируют параметры процесса Pmax - усилие вытяжки и Aв - работу вытяжки. Чем меньше напряжение штамповки Oшmax и удельная работа Aуд, вычисляемые по фиксируемым параметрам, тем выше эффективность смазочного действия ТС. Геометрические параметры инструмента, скорость деформирования и давление прижима поддерживают неизменным для каждой серии опытов.
Известен другой способ оценки эффективности ТС - по уровню деформации металла на деталях, получаемых штамповкой [Влияние технологических факторов на штампуемость кузовных деталей автомобиля. А.А.Кирюшин, Е.В.Афанасьев, Б. А. Каратеев. Научно-технические достижения и передовой опыт в автомобилестроении. Информационный сборник 7, 1990, с. 6], для этого на листовую заготовку наносят координатную сетку, смазывают, вытягивают деталь, замеряют искажение координатной сетки после операции вытяжки, по результатам замеров строят поле деформаций и проводят анализ влияния ТС на путь и величины деформаций. С улучшением качества смазки наблюдается сдвиг в область более благоприятного напряженно-деформированного состояния.
Известен способ определения штампуемости листовых материалов [А.С. 934305 СССР, МКИ G 01 N 3/28. Способ определения штампуемости листовых материалов] , заключающийся в том, что дисковой заготовке, покрытой слоем смазки заготовки - глубине углубления в момент появления трещины - судят о штампуемости.
Этот способ позволяет также определить технологичность применяемых смазок. Способ осуществляется следующим образом: устанавливают в устройство для определения штампуемости дисковую заготовку начальным диаметром Dисх., большим предельного диаметра заготовки. Предельный диаметр заготовки - это такой расчетный диаметр, при котором заготовку можно полностью вытянуть в стакан или образовать углубление заданного размера без образования в ней трещин. Затем покрывают заготовку и контактирующие с заготовкой поверхности устройства смазкой. Защемляют заготовку по контуру и образуют углубление в ее средней части, вытягивая заготовку, например, в стакан. Во время образования углубления фиксируют момент появления трещин и тотчас же прекращают вытяжку. Извлекают заготовку из устройства и замеряют диаметр Dр заготовки. Об эффективности смазки судят по отношению Dисх/Dр, поскольку оно характеризует относительное изменение диаметра D заготовки. По величине этого отношения определяется технологичность используемой смазки, применяя разные смазки для заготовок одного размера и того же материала, - чем больше это отношение, тем эффективнее смазка.
Известен также способ оценки эффективности ТС по критерию Кп.д. [Методика определения штампуемости листовых материалов и эффективности технологических смазок по критерию Кп.д.. Рациональный выбор и внедрение холоднокатанного листового проката различных уровней прочности. РД 37.012.020-89. - М. с. 85] , разработанный на основе вышеописанного способа, принятый за прототип.
Данный способ заключается в том, что изготавливают листовые заготовки определенного диаметра Dзаг.= 2,3•Dпуанс. ии толщиной 0.7-1.6 мм, удаляют заусенцы по кромке, обезжиривают, наносят ТС на контактные поверхности заготовки или инструмента, центрируют заготовку относительно основного инструмента, защемляют заготовку по контуру, усилие прижима должно гарантировать отсутствие гофр при деформации, вытягивают цилиндрический стаканчик до разрыва - в этом случае вытяжка будет обязательно неполной с разрывом (вытяжка с "широким" фланцем), проводят замер диаметра фланца Dф - среднее значение из двух Dфmin и Dфmax. Для оценки эффективности различных ТС используют коэффициент предельной деформации Кп.д., равный отношению диаметров Dзаг/Dф, или коэффициент относительной эффективности смазки - Kэф.отн., определяемый по формуле:
Kэф.отн. = (Kп.д. - 1)/(Kп.д.эт. - 1),
где Kп.д.эт. - коэффициент предельной деформации при вытяжке с эталонной смазкой.
Проводят сравнительную оценку смазки для операции штамповки-вытяжки. Чем выше значение коэффициентов, тем лучшей смазочной способностью обладает смазка.
Наряду с достоинствами данного способа испытаний также имеет место негативное влияние механических свойств листовых заготовок на результат испытания, так как при вытяжке стаканчика достигают глубины, при которой происходит разрушение металла. Но, так как имеет место разброс механических свойств листового проката, то разрушение происходит при различной величине деформации, поэтому конечная глубина вытяжки даже для одного и того же металла будет разной.
С целью расширения возможностей оценки эффективности технологических смазок и для достижения нового технического результата - исключения влияния механических свойств листового металла заготовок на результат испытания в известном способе испытаний ТС, заключающемся в том, что в дисковой заготовке, покрытой слоем смазки, защемленной по контуру, образуют углубление до появления трещины.
В предлагаемом способе применяют две кондиционные (пригодные для испытания, с зачисткой заусенцев и обезжириванием при необходимости) заготовки для одного испытания: основную с отверстием диаметром не более Dо (фиг. поз. 2), обеспечивающим достижение критических деформаций на кромке отверстия к моменту ее перехода в радиусную часть пуансона (фиг. поз. 5) при отбортовке и вычисляемому из отношения Dо=Dпр/K, где диаметр Dпр ограничен диаметром пуансона Dп и его радиусом Rп и находится из Dпр=Dп - 2Rп, а коэффициент отбортовки K можно принять равным 2; и технологическую без отверстия (фиг. поз. 1). Размер заготовок должен обеспечивать полное (замкнутое) их защемление по контуру прижимом (фиг. поз. 4).
Другое отличие состоит в том, что наносят смазку на поверхности контакта пуансона и основной заготовки, так как в этом месте ее влияние наиболее эффективно.
Кроме того, проводят вытяжку сцентрированных относительно устройства одновременно двух заготовок: основной и технологической, наложенных друг на друга так, что заготовка с отверстием находится между пуансоном и заготовкой без отверстия (см. чертеж). Усилие прижима должно обеспечивать жесткое защемление заготовок по контуру, не позволяющее перетекать металлу из-под прижима в матрицу (фиг. поз. 3). Глубину вытяжки (H) выбираем исходя из максимального проскальзывания основной заготовки по радиусу пуансона при отбортовке, но меньше глубины, при которой достигаются критические передельные деформации на кромке отверстия или на дне "стаканчика". При деформации происходит отбортовка отверстия основной заготовки с одновременной вытяжкой-формовкой технологической, которая в данном случае оказывает тормозящее действие - уменьшает проскальзывание основной заготовки относительно пуансона и увеличивает ее контактное давление на пуансон для моделирования конкретных операций листовой штамповки.
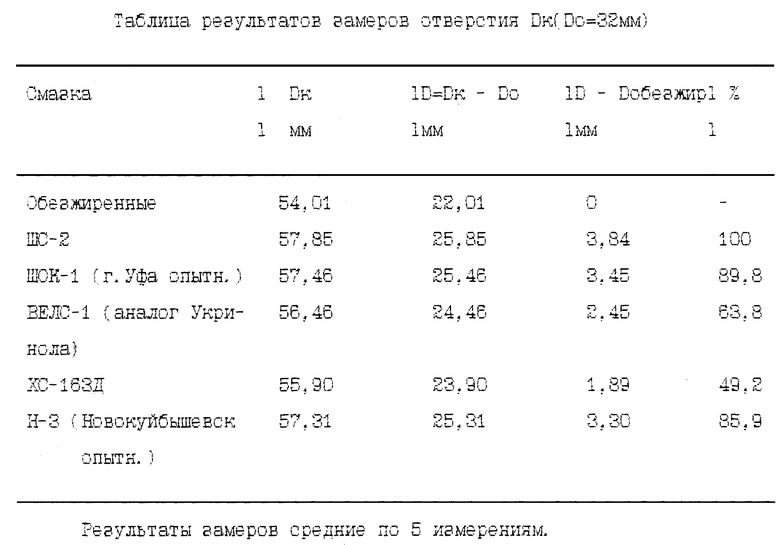
Замеряют наибольший и наименьший диаметры Dmax и Dmin соответственно отбортованного отверстия, которое в общем случае является неправильной формы, отличной от круга. По результатам замеров находят средний диаметр отбортованного отверстия Dк, который определяется по формуле: Dк=(Dmax + Dmin)/2.
Проводят сравнительную оценку смазок. Чем больше диаметр отбортованного отверстия или коэффициент отбортовки, определяемый как отношение текущего диаметра отверстия при фиксированной глубине к исходному Dк/Dо, тем выше эффективность смазки. Можно оценивать эффективность также в процентах по интервалу 0 - Δ, где за ноль принимается ΔD при деформации образцов с менее эффективной смазкой или без нее, а за Δ принимается ΔD при деформировании с наиболее эффективной смазкой, принятой за эталон.
Применяя один материал, из которого изготавливаются заготовки, для серии испытаний, исключается влияние свойств материала на диаметр отверстия при отбортовке, т.к. по данному способу образцы не доводят до разрушения. На конечный диаметр будет влиять при неизменной настройке штампа только смазочное действие смазки - способность смазки уменьшать трение.
В таблице приведены результаты испытаний различных смазок с их обработкой.
Пример конкретного исполнения устройства приведен на чертеже.
Как видно из таблицы, из приведенных результатов можно сделать следующие выводы:
1. Самой эффективной смазкой из числа испытаниях является ШС-2, эффективность которой принята за 100%.
2. Опытная смазка ШОК-1 показала несколько худшие результаты по сравнению с ШС-2 и ее заменителем в полной мере являться не может.
3. Эффективность "жидких" смазок (Велс, ХС-163) примерно в два раза ниже чем "густых" (ШС-2).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗЫВАЮЩИХ МАТЕРИАЛОВ ПРИ ШТАМПОВКЕ | 2009 |
|
RU2400729C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 2008 |
|
RU2437076C2 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 2003 |
|
RU2240532C1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ШТАМПУЕМОСТИ ЛИСТОВОГО ПРОКАТА | 2008 |
|
RU2426979C2 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПРИ ЛИСТОВОЙ ШТАМПОВКЕ | 2006 |
|
RU2327144C1 |
Способ предназначен для использования при обработке металлов давлением. Дисковую заготовку защемляют по контуру и, деформируя, образуют в ней углубление. Дополнительно используют вторую заготовку, в которой выполнено отверстие Dо. Наносят смазку на поверхности контакта пуансона и заготовки с отверстием. Одновременно деформируют две наложенных друг на друга заготовки. Определяют диаметр Dк отбортованного при деформации отверстия во второй заготовке. Об эффективности смазки судят по отношению Dк/Dо. Обеспечивается исключение влияния механических свойств листового металла заготовок на результат испытания. 2 з.п.ф-лы, 1 ил. , 1 табл.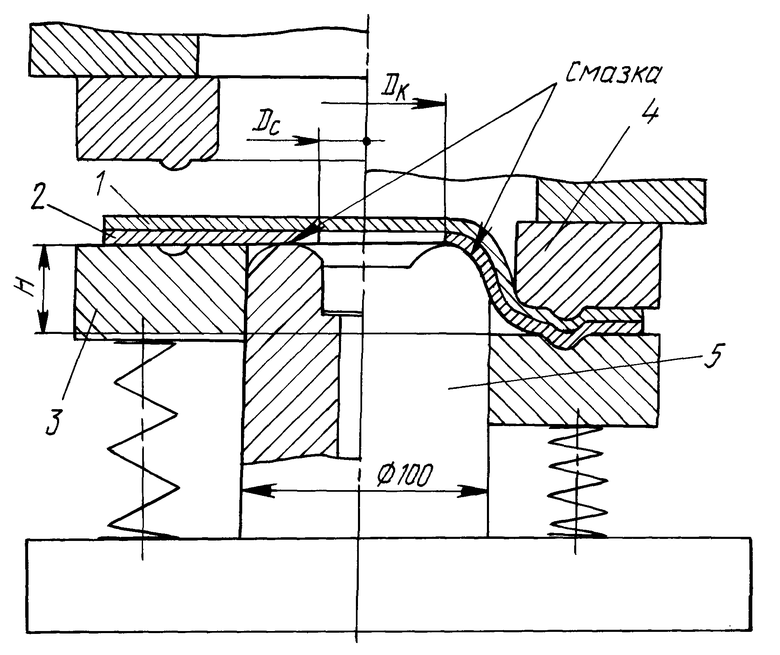
| Рациональный выбор и внедрение холоднокатаного листового проката различных уровней прочности | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| М, 1989, с.85-90 | |||
| Способ определения штампуемости листовых материалов | 1980 |
|
SU934305A1 |
| RU 94015808 A1, 10.02.96 | |||
| Электромеханический исполнительный механизм для автоматического управления регулирующими органами | 1959 |
|
SU125988A1 |
| US 4109515 A, 29.08.78. | |||

