Изобретение относится к обработке металлов давлением, а именно к способам испытания и оценки эффективности различных смазывающих материалов при листовой штамповке - это и технологические смазки, и консервационные смазки, и консервационные смазки с технологическими присадками (или со свойствами технологических смазок).
Эффективность смазывающих материалов при листовой штамповке оценивается в настоящее время по следующим показателям: а) по усилию деформирования с применением различных смазывающих материалов при прочих равных условиях; б) по уровню деформации металла на деталях, получаемых штамповкой с различными смазывающими материалами.
Известен способ оценки эффективности смазки по степени снижения напряжения штамповки σш max и удельной работе деформирования Ауд. в процессе глубокой вытяжки в жестких штампах (Е.И.Исаченков, «Контактное трение и смазки при обработке металлов давлением». - М.: Машиностроение, 1978, с.30), заключающийся в том, что на образец из листового материала или/и на прижимные поверхности матрицы и прижима наносят смазку, зажимают образец по контуру прижимом, вытягивают стаканы диаметром 40, 48 и 80 мм пуансоном в матрицу, фиксируют параметры процесса Pmax - усилие вытяжки и Ав - работу вытяжки. Чем меньше напряжение штамповки σш max и удельная работа Ауд., вычисляемые по фиксируемым параметрам, тем выше эффективность смазочного действия технологических смазок.
Известен способ оценки эффективности технологических смазок - по уровню деформации металла на деталях, получаемых штамповкой («Влияние технологических факторов на штампуемость кузовных деталей автомобиля», А.А.Кирюшин, Е.В.Афанасьев, Ю.А.Каратеев, Научно-технические достижения и передовой опыт в автомобилестроении. Информационный сборник 7, 1990, с.6), для этого на листовую заготовку наносят координатную сетку, смазывают, вытягивают деталь, замеряют искажение координатной сетки после вытяжки, по результатам замеров строят поле деформаций и проводят анализ влияния технологических смазок на путь и величины деформаций.
С улучшением качества смазки наблюдается сдвиг в область более благоприятного напряженно-деформированного состояния и уменьшение величин деформаций.
Известен также способ испытания («Способ испытания и оценки эффективности технологических смазок», Патент на изобретение №2133460, г.Москва, 20 июля 1999), заключающийся в том, что деформируют одновременно две жестко защемленных по контуру заготовки: основную с отверстием диаметром D0 и технологическую без отверстия; смазку наносят на поверхности контакта пуансона и основной заготовки. При деформации происходит отбортовка отверстия основной заготовки с одновременной формовкой технологической. Проводят сравнительную оценку смазок. Чем больше диаметр отбортованного отверстия, тем выше эффективность смазки.
За прототип принят способ определения штампуемости листовых материалов (А.С. СССР 934305, МКИ G01N 3/28, «Способ определения штампуемости листовых материалов»), позволяющий также определить технологичность применяемых смазок.
Способ осуществляется следующим образом: устанавливают в устройство для определения штампуемости дисковую заготовку начальным диаметром Dисх., большим предельного диаметра заготовки. Предельный диаметр заготовки - это такой расчетный диаметр, при котором заготовку можно полностью втянуть в стакан или образовать углубление заданного размера без образования в ней трещин. Затем покрывают заготовку и контактирующие с заготовкой поверхности устройства смазкой. Защемляют заготовку по контуру и образуют углубление в ее средней части, вытягивая заготовку, например, в стакан. Во время образования углубления фиксируют момент появления трещин и тотчас же прекращают вытяжку. Извлекают заготовку из устройства и замеряют диаметр Dp заготовки. Об эффективности смазки судят по отношению Dиcx/Dp, поскольку оно характеризует относительное изменение диаметра D заготовки, и чем больше это отношение, тем эффективнее смазка.
Наряду с достоинствами данного способа испытаний также имеет место негативное влияние разброса механических свойств заготовок на результат испытаний, так как при вытяжке стаканчика достигают глубины, при которой происходит разрушение металла. Но так как имеет место разброс механических свойств металла, то разрушение происходит при различной величине деформации, поэтому величина конечной глубины вытяжки даже для одного и того же металла будет различной.
Задачей изобретения является расширение возможностей оценки эффективности смазывающих материалов для достижения нового технического результата - исключения влияния механических свойств листового металла заготовок на результат испытания.
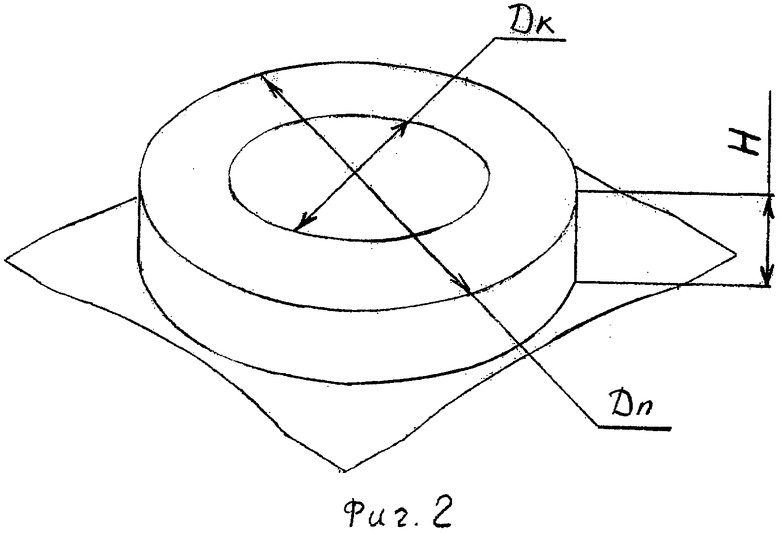
Для решения данной задачи в известном способе, заключающемся в том, что в дисковой заготовке, покрытой слоем смазки, защемленной по контуру, образуют углубление до появления трещины, предлагается способ, в котором применяют квадратную заготовку с центральным отверстием D0. Покрывают смазкой заготовку и/или контактирующие с ней поверхности штампа - матрицу. Защемляют заготовку по контуру прижимом с гладкими прижимными поверхностями для более полного вытекания металла из-под прижима и образуют углубление в ее средней части, при этом происходит одновременно и вытяжка заготовки со смещением фланца, и отбортовка отверстия. Извлекают заготовку из штампа и замеряют деформации отверстия. Об эффективности смазки судят по абсолютной величине отбортованного отверстия Dк, и чем меньше Dк при прочих равных условиях для одной серии испытаний, тем эффективнее смазка.
Применение квадратной заготовки обусловлено увеличенной, по сравнению с круглой, эффективной площадью контакта заготовки с прижимом при вытяжке и простотой изготовления на гильотинных ножницах. Размеры сторон заготовки должны находиться в пределах 1,5÷1,9Dп, где Dп - диаметр пуансона. Верхнее ограничение 1,9 выбрано близким по значению коэффициента вытяжки для марки стали 08Ю - 2,0÷2,2 для круглых в плане заготовок. Нижнее ограничение связано с уменьшением величины фланца образцов при испытании, это снижает активную площадь контакта с прижимными поверхностями штампа, что нежелательно влияет на конечное качество полученных деталей. Диаметр в центре заготовки выбирают равным D0≈Dп/3. При такой величине центрального отверстия на его кромке при отбортовке достигаются напряжения, которые уравновешиваются напряжениями при перетекании листовой заготовки по радиусам пуансона и матрицы и вытеканием металла из-под прижима (с учетом трения), в оптимальных соотношениях: при относительно небольшой глубине вытяжки Н=1/4Dп, степень отбортовки составляет от 1,4 до 2,0 при различных условиях трения или эффективности смазывающих материалов.
Другое отличие состоит в том, что вытяжку производят на фиксированную глубину (Н). Глубину вытяжки (Н) выбираем в сочетании с усилием прижима, исходя из более полного проскальзывания заготовки по прижимным поверхностям, но меньше глубины, при которой появляются трещины в отбортованном отверстии заготовки.
Изобретение характеризуется следующими графическими материалами и таблицей: на фиг.1 показана квадратная заготовка с центральным отверстием D0, а на фиг.2 - вытянутая заготовка с диаметром, соответстующим Dп - диаметру пуансона на фиксированную глубину Н с отбортованным отверстием DHк. В таблице приведены результаты испытаний различных технологических смазок по замерам отбортованного отверстия Dк (D0=51 мм), заготовка - листовая сталь марки 08Ю ОСВ, толщиной 0,8 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1996 |
|
RU2133460C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 2008 |
|
RU2437076C2 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 2003 |
|
RU2240532C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ШТАМПУЕМОСТИ ЛИСТОВОГО ПРОКАТА | 2008 |
|
RU2426979C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПРИ ЛИСТОВОЙ ШТАМПОВКЕ | 2006 |
|
RU2327144C1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ СМАЗОЧНЫХ МАТЕРИАЛОВ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ | 2009 |
|
RU2397475C1 |
| Способ определения штампуемости листовых материалов | 1980 |
|
SU934305A1 |
| Способ определения штампуемости при отбортовке листового материала | 1985 |
|
SU1233988A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
Изобретение относится к обработке металлов давлением. Сущность: заготовку и контактирующие с заготовкой поверхности устройства покрывают смазкой, защемляют по контуру. Деформируя, образуют в ней углубление, извлекают заготовку из устройства и замеряют деформации. Используют квадратную заготовку с центральным отверстием D0. Размеры сторон заготовки должны находиться в пределах 1,5÷1,9 Dп, где Dп - диаметр пуансона. Диаметр в центре заготовки выбирают равным D0≈Dп/3. Деформируют на глубину Н, глубину деформирования выбирают меньше глубины, при которой образуются разрывы на заготовках, замеряют деформации отверстия и об эффективности смазки судят по абсолютной величине отбортованного отверстия Dк, чем меньше Dк при прочих равных условиях для одной серии испытаний, тем эффективнее смазка. Технический результат: расширение технических возможностей, повышение точности испытаний. 2 ил., 1 табл.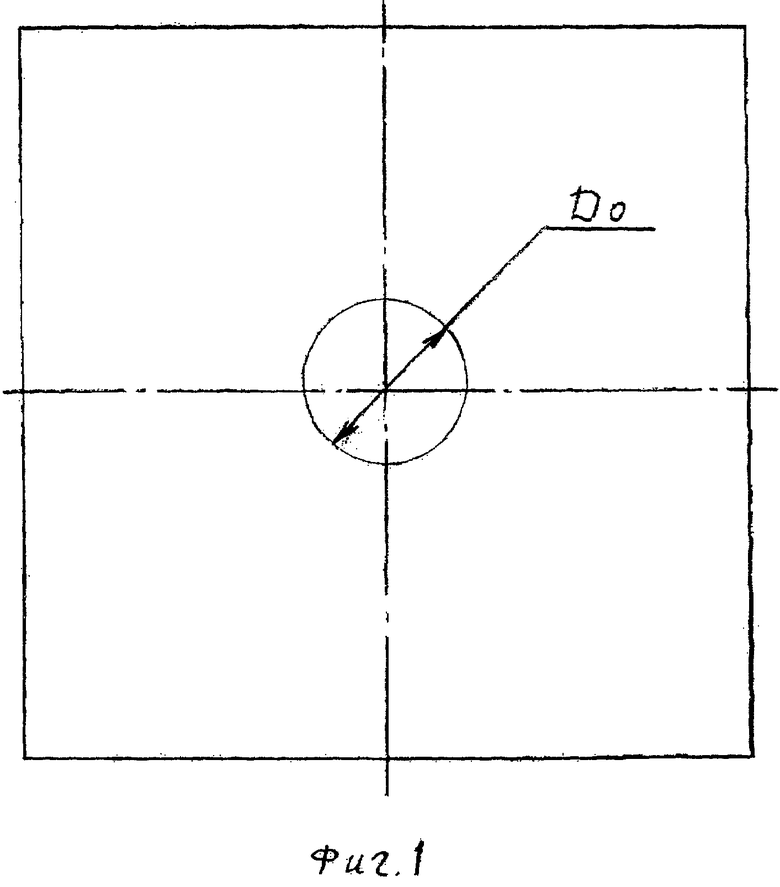
Способ испытания и оценки эффективности технологических смазывающих материалов при штамповке, заключающийся в том, что заготовку и контактирующие с заготовкой поверхности устройства покрывают смазкой, защемляют по контуру и, деформируя, образуют в ней углубление, извлекают заготовку из устройства и замеряют деформации, отличающийся тем, что используют квадратную заготовку с центральным отверстием D0, размеры сторон заготовки должны находится в пределах 1,5÷1,9 Dп, где Dп - диаметр пуансона, диаметр в центре заготовки выбирают равным D0≈Dп/3, деформируют на глубину Н, глубину деформирования выбирают меньше глубины, при которой образуются разрывы на заготовках, замеряют деформации отверстия и об эффективности смазки судят по абсолютной величине отбортованного отверстия Dк, чем меньше Dк при прочих равных условиях для одной серии испытаний, тем эффективнее смазка.
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПРИ ЛИСТОВОЙ ШТАМПОВКЕ | 2006 |
|
RU2327144C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 2003 |
|
RU2240532C1 |
| Способ определения штампуемости листовых материалов | 1980 |
|
SU934305A1 |
| US 4109515 А, 29.08.1978. | |||

